提高灌酒机检修效率概述
2018-06-30 06:22:24严宗飞
发明与创新 2018年13期
严宗飞
肇庆市技师学院 广东 肇庆 526060
一、灌酒机现状简介
肇庆蓝带啤酒有限公司包装生产线的灌酒机是广东省轻工业机械集团有限公司在1993年生产的。由于当时我国整体自动化水平不高,以及出于设计成本的考虑,原电气控制系统线路复杂,且大量使用中间继电元件、辅助触点,线路迂回繁复。系统虽然使用可编程序逻辑控制器,但并没有将其优点全部发挥出来。设备运行多年后,电器元件出现老化等问题造成设备故障大幅增加,同时由于系统结构复杂,维修时间增加,故障问题也越来越复杂。
在现代社会要求高效率、低消耗的大环境下,过高的故障率及过长的维修时间已经无法满足现时自动化生产要求,为保证啤酒生产商的正常运行,必须对原系统进行升级或技改。
二、故障、维修效率分析
1.故障分析
原系统使用时间已经超过20年,电柜内部线路元件老化严重,外部传感器失灵或接近损坏。同时,由于大量使用中间继电元件,系统动作频繁,触点开关频率高,触点出现接触不良等情况,造成系统故障多、运行不稳定等现象。
灌酒机控制系统使用三个不同电压的控制电源,也是造成系统不稳定及维修困难的原因之一。AC6V用于控制指示灯电源、DC24V用于外部控制按钮、AC48V用于接触器控制电源。在三个控制电源中,只要其中一个出现问题系统就将产生不同程度的故障,轻则无法正确指示,重则无法运行。理论上三个控制电源同时使用的稳定性只有单一电源的三分之一。灌酒机的工作环境相对潮湿,机械组件上各类传感器虽然有一定的防水功能,但进水后难免会出现失灵或损坏的情况,而且传感器处于半失灵状态时,检修难度比维修直接损坏的传感器要大得多[1]。
2.维修效率分析
第一、原灌酒机控制系统有大量中间继电元件及布线,使整个系统复杂化,故障检修时必须查阅对照原图纸资料才能顺利逐级检测,见图1。
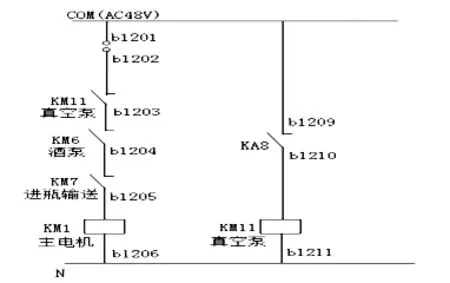
图1 原灌酒机控制局部图
第二、三个不同的控制电源对故障检测也造成一定的困扰。必须要明白三个控制电源的基本控制方向,不然将被误导或烧毁仪检测表仪,一不小心将导致系统二次损坏,见图2。
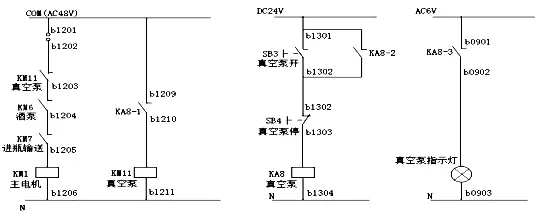
图2 不同的控制电源图
系统结构庞大和其复杂程度以及电气故障较强的隐蔽性,造成设备在故障情况下维修困难、维修效率低下等问题。
3.解决办法
在现代化工业生产中,大型自动化机组大多使用了大型的PLC(可编程逻辑控制器)模块,以及众多的输入输出设备。随着自动化程度的提高,设备故障也越来越多,维修难度也越来越大,这就给设备技术人员的专业水平提出了更高要求。然而不是每个维修人员都能看懂PLC程序,能查阅英文资料或具有丰富的维修经验,所以我们必须对设备机组进行改进。
高度自动化、操作简单化、故障透明化及系统信息直观化是现代电气系统设计的主要方向。第一、高度自动化可有效降低人力资源成本;第二、操作简单化可降低操作人员入门要求水平及岗位流动性要求;第三、故障透明化可降低维修难度及提高维修速度;第四、信息直观化可提高对整个工艺控制的稳定性及精度要求。
三、人机界面
人机界面是操作人员和机械设备之间做双向沟通的桥梁,用户或系统设计人员可以通过编程软件自由组合文字、按钮、图形、数字等形式来控制或者监控设备运行状况。通过预编程,使设备的内部运行信息即时反应在屏幕上。
传统的纯按钮操作界面需由熟练的操作员才能完成,而且操作繁复、困难,无法提高工作效率。但随着电气技术的飞速发展,人机界面应用已普及。人机界面由于采用并行通信原理,摆脱了以往一按钮一线的传统布局,实现了系统一根电缆的控制方式。使用人机界面不但可以使系统设计时的布线变得简单,同时也能减少PLC控制器所需的I/O(输入/输出端口)点数,降低系统设计成本。此外,由于面板控制的小型化及高性能,整套设备的附加价值也有所提高。正因为人机界面采用了可编程控制方式,所以控制界面或信息交互界面可以随意修改而不需要改变外部线路,简单快捷。
电气设备故障的排查及维修效率是困扰技术人员的一大难题,人机界面的出现及普及应用改变了这点。机器故障不再需要凭经验或查找资料,人机界面能以文字或图形显示故障,使电气故障透明化。简单的设备故障可直接由机组操作人员完成维修处理。这不但降低了自动化系统的维修难度,还极大地提高了维修效率。
四、改造可行性分析
“WEINVIEW”威纶通是我国比较有代表性的触控屏产品,其人性化设计理念提供了先进且简单易懂的人机界面。
由于肇庆蓝带啤酒有限公司包装生产线车间已经连续多年对各机组电气设备进行了改造,对灌酒机电气系统的改造积累了较丰富的技术经验。系统布局布线、程序设计都有较成熟的方案可借鉴。
“WEINVIEW”人机界面已经普及且价格便宜,很多新设备已使用此人机界面。同时“WEINVIEW”系列人机界面具有较完善的技术支持服务及简单易用的编程软件。
五、系统改造说明
此次灌酒机电气系统改造的主要目标是降低故障率、提高维修效率;在保证系统稳定性的前提下,尽可能简化系统结构;引入“WEINVIEW”人机触控界面使故障检测透明化、直观化,操作简单化、人性化。
1.系统结构简单化
第一、电柜系统线路改造。元件统一使用现在成熟的DC24V控制电压。接触器、按钮开关、提示灯、电磁阀和外部传感器全部改为同一级别DC24V控制电压类型。系统统一使用DC24V控制电压,这样不但可以使检测方便快捷,同时能保证系统的稳定性。
第二、删除中间继电器等中间控制环节,直接以三菱PLC输入输出点及内部软中继作为控制节点。将系统的稳定性全部转移到稳定性较强的PLC上。不但增强了系统的稳定性,同时极大地简化了整个系统的结构布局,见图3。
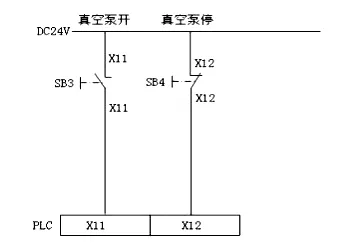
图3 PLC局部接线图
第三、电柜布线以不同颜色区分,PLC输入输出点标以不同颜色的电源线,令查询更直观。
第四、电柜元件标识采用中文标识,线路标识采用PLC输入输出点直达标识。元件的中文标识及PLC直达标识摆脱了以往代码标识需查图纸的麻烦。
第五、控制面板改造,引入人机界面替代传统控制面板布局。通过预编程,将操作控制顺序及全部可能故障信息写入人机界面,修改优化PLC程序,使之与人机界面统一。引入人机界面后不但降低操作难度、并能将设备故障以文字方式显示出来。这是提高维修效率的主要途径。
利用现在先进的HMI人机对话界面。它不但界面友善,并且直观明确,交互方便。使用人机界面不但可减少PLC的按钮输入点数,减少系统布线,简化系统结构,同时界面的画图功能可直观地反映机器内部运行情况。
2.优化系统控制程序
根据系统在重新简化设计,修改PLC程序,以程序替代外部硬连线,减少外部线路,将系统的稳定性转移到更可靠的PLC上,见图4。
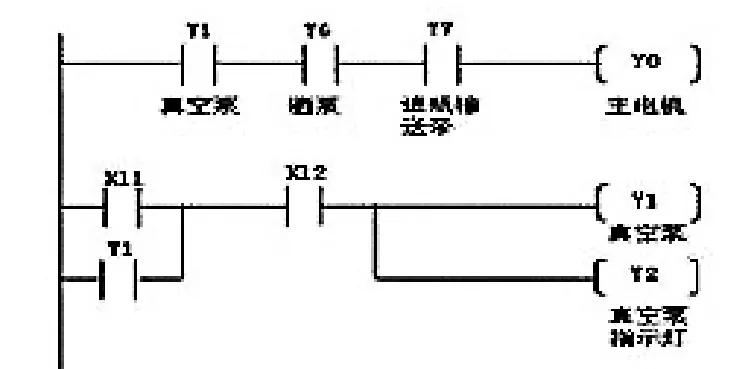
图4 修改PLC程序局部图
3.故障显示预编程
收集及预测系统可能出现的故障,通过编写程序对应中继点与HMI人机界面程序通信,使系统故障透明化,见图5、图6。
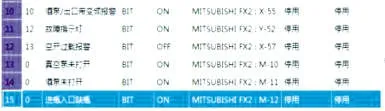
图5 人机界面故障图
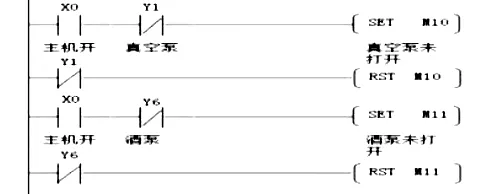
图6 程序故障图
六、结语
人机界面的元件位置布置形象准确,可变色图像指示机器实时状态,动画报警或滚动报警生动形象,数据输出功能可反映机器效率使用情况,跟踪数据,提前判断机车症状因子,剖析过程因数。根据机器状态现场调整机车运行功效,强大的数据量输入即时实现。沟通方面,只需手指点击帮助,中文注释文本直接解决疑惑。HMI安装简便,外形轻薄且紧凑,易于人们观看的显示器可对应各种连接形态,满足严格的环境和操作要求,可用于各种环境。亲合性更强的维护功能,只需触摸即进入检索状态,安全性能大大提高,16级口令隐藏和禁止不必要的操作,指定的互锁条件减少按键错误导致的误操作可能性。经过改造后,相比其他未经改造的机组,灌酒机电气系统故障率明显减少,维修效率大幅提高。※
[1]吴志敏,阳正峰.西门子PLC与变频器、触摸屏综合应用技术[M].北京:中国电力出版社,2009.
猜你喜欢
阅读(快乐英语高年级)(2019年2期)2019-09-10 07:22:44
铁道通信信号(2016年1期)2016-06-01 12:10:17
现代工业经济和信息化(2016年2期)2016-05-17 05:34:16
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33
消费者报道(2016年3期)2016-02-28 19:07:38
风能(2016年12期)2016-02-25 08:46:10
电子工业专用设备(2015年4期)2015-05-26 09:10:40
汽车维修与保养(2015年8期)2015-04-17 03:33:01
铁路通信信号工程技术(2015年4期)2015-02-28 16:58:55
自动化博览(2014年10期)2014-02-28 22:33:41