
7075铝合金搅拌摩擦焊接头沉淀相析出行为
2018-06-28 01:49:44,,,,
机械制造文摘(焊接分册) 2018年2期
,,,,
(1.河北省交通工程材料重点实验室,河北 石家庄 050043; 2.石家庄铁道大学 材料科学与工程学院,河北 石家庄 050043; 3.河北科技大学 材料科学与工程学院,河北 石家庄 050018)
0 前言
7075铝合金是Al-Zn-Mg-Cu系超硬铝合金,具有高的比强度、比刚度以及较好的塑性,广泛应用于高速列车、飞机等载运工具制造领域。采用传统熔焊方法对其连接时易产生气孔、热裂纹及HAZ软化等问题[1]。搅拌摩擦焊是英国焊接研究所(The Welding Institute,TWI)于1991年发明的固相焊接技术,是铝合金最具前景的焊接技术之一[2]。它能够有效避免气孔、热裂纹等问题,缓解HAZ软化的问题。近年来,国内外大量学者开展FSW研究工作,主要集中在如下几个方面:FSW焊接工艺[3],焊缝成形机理[4],接头微观组织及力学性能[5-7],温度场、应力场和流场的数值模拟[8-9]以及接头中沉淀相分布情况等[10-12]。但是,目前关于7075铝合金FSW接头沉淀相析出行为研究甚少,而这对于优化FSW焊接工艺,提高接头性能及保证铝合金结构安全可靠性具有重要的意义。文中借助TEM对7075铝合金FSW接头中WNZ,TMAZ,HAZ及BM中的沉淀相分布、形貌等进行观察,并对沉淀相的晶格条纹间距进行计算,以研究接头不同区域沉淀相的析出行为。
1 试验材料与方法
试验材料采用厚度为6 mm的7075高强铝合金平板(供货状态:T6),其化学成分如表1所示。焊件尺寸为300 mm×150 mm×6 mm,焊接方式为平板对焊。轴肩直径为15 mm,搅拌针根部直径为5.20 mm,端部直径为3.10 mm,搅拌针长度为5.66 mm。FSW焊接工艺分别为搅拌头转速800 r/min,焊接速度300 mm/min。金相试样腐蚀剂为Keller试剂,腐蚀时间为30 s。利用GX51型OLYMPUS金相显微镜观察接头不同微区的微观组织。利用HVS-1000型数显显微维氏硬度仪测试显微维氏硬度分布。利用D8 ADVANCE 型XRD对合金进行物相分析。TEM试样利用MTP-1A型磁力驱动电解双喷减薄器减薄至穿孔,双喷液成分为100 mL硝酸+300 mL甲醇,双喷温度为-30 ℃。利用JEM-2100型TEM对接头WNZ,TMAZ,HAZ以及BM中的沉淀相分布和形貌等进行观察,利用Digital Micrograph软件测量沉淀相晶格条纹间距。

表1 7075铝合金化学成分(质量分数,%)
2 试验结果与分析
2.1 微观组织及显微维氏硬度分布
焊接接头不同微区组织形貌如图1所示。图1a是7075铝合金FSW接头的整体形貌图。从图1a可以看出,7075铝合金FSW接头由WNZ,TMAZ及HAZ组成,接头的组织分布极不均匀。图1b是BM组织,经挤压后,晶粒组织呈纤维状。长度方向上尺寸有几百微米、厚度方向上只有30 μm左右。图1c是WNZ组织,该区域由于搅拌头机械搅拌和焊接热作用,加之挤压板材的塑性变形存储能,发生动态再结晶,晶粒细小且呈等轴状,尺寸仅有2~3 μm。图1d是TMAZ组织,与BM相比,该区域晶粒在搅拌头机械搅拌带动下发生一定程度塑性变形,其晶粒取向发生一定的变化。与BM相比,HAZ晶粒在热输入的影响下在厚度方向上发生了一定程度的粗化,如图1e所示。
接头显微维氏硬度分布如图2所示。从图2可以看出,7075铝合金FSW接头的显微维氏硬度均低于BM;接头中WNZ显微维氏硬度相对最高,TMAZ显微维氏硬度较高,TMAZ与HAZ交界处显微维氏硬度最低。

图1 接头微观组织
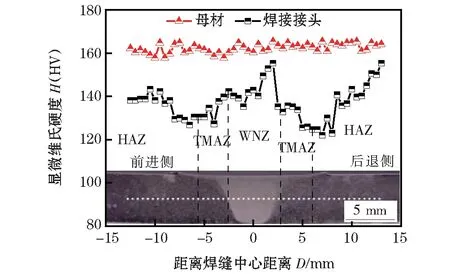
图2 接头与母材显微维氏硬度分布
2.2 沉淀相种类
7075铝合金XRD分析结果如图3所示。从图3可以看出,该合金中沉淀相主要包括MgZn2和AlCuMg。
7075铝合金FSW接头中沉淀相形貌图如图4所示。从图4可以看出,沉淀相基本上分为两种形貌:棒状和椭圆状。为了进一步确定不同形貌沉淀相的种类,对沉淀相的高分辨晶格条纹进行观察。晶格条纹是晶体中不同晶面所成的像,通过测量晶格条纹间距,可以确定沉淀相的种类[13]。不同形态沉淀相晶格条纹形貌及测量结果如图5所示。
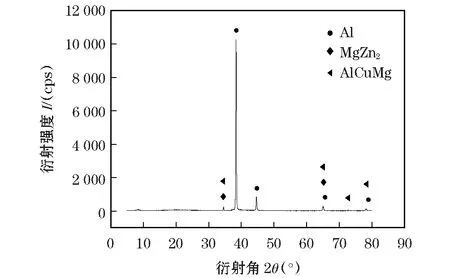
图3 XRD分析结果
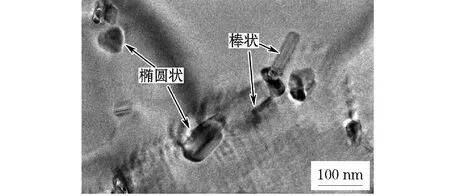
图4 沉淀相形貌
从图5可以看出,7075铝合金中沉淀相有棒状和椭圆状两种形貌。利用Digital Micrograph软件测量晶格条纹间距如下:棒状沉淀相的晶面间距d=0.833 4 nm,0.828 2 nm以及0.853 0 nm,椭圆状沉淀相的晶面间距d=0.890 0 nm和0.918 0 nm。通过与标准相的晶面间距结果进行比较,确定棒状沉淀相为MgZn2,这与Srinvasa Rao T等人[11]的研究结果相吻合。椭圆状沉淀相为AlCuMg,金属中沉淀相以细、小、圆、匀的形式分布在焊缝中则强化效果好,因此椭圆状AlCuMg强化效果好,棒状MgZn2强化效果相对较差。
2.3 接头中沉淀相分布与分析
图6为转速800 r/min,焊接速度300 mm/min焊接工艺参数下的焊接接头不同微区沉淀相分布。从图6a和6b可以看出,与BM相比,WNZ中的沉淀相明显发生粗化。所以,虽然WNZ晶粒较BM变小,但显微维氏硬度低于BM,如图2所示,由此可以得出相比于晶粒大小,沉淀相尺寸对显微维氏硬度影响较大。从图6c可以看出,TMAZ与WNZ相比,由于峰值温度低于WNZ,在AlCuMg的析出温度区间停留时间相对较短,TMAZ中析出沉淀相AlCuMg数量相对较少,棒状沉淀相MgZn2数量相对较多,强化效果相对较差,所以TMAZ显微维氏硬度比WNZ低。与TMAZ相比,HAZ温度进一步降低,位于沉淀相MgZn2的析出温度区间,从而导致MgZn2相对增多,AlCuMg数量相对减少。同时,从图1e还可以看出,相比于TMAZ,HAZ的晶粒在焊接过程中几乎没有塑性变形痕迹,晶粒尺寸也无明显变化,加工硬化和细晶强化的效果不大,所以HAZ与TMAZ交界处的显微维氏硬度低于TMAZ,即FSW接头显微维氏硬度最低值位于HAZ与TMAZ交界处。

图5 沉淀相的晶格条纹
综合来看,7075铝合金FSW接头中WNZ、TMAZ及HAZ微观组织存在差异,使得显微维氏硬度分布极其不均匀。显微维氏硬度差异与沉淀相种类和尺寸、晶粒尺寸及加工硬化行为有关。WNZ由于晶粒细小,有一定的细晶强化作用,但从沉淀相尺寸考虑,强化效果不及BM,并且由于焊接热作用,WNZ加工硬化作用消失,即细晶强化的强化效果不足以弥补沉淀强化和加工硬化效果的减弱,所以WNZ显微维氏硬度较BM低;TMAZ中MgZn2数量相对较多,AlCuMg数量相对较少,虽然发生一定程度塑性变形,有一定的加工硬化效果,但其沉淀强化和细晶强化效果不及WNZ,其显微维氏硬度进一步降低;HAZ中MgZn2数量相对进一步增多,AlCuMg数量相对进一步减少,加之缺少加工硬化和细晶强化的作用,其显微维氏硬度进一步降低。随着距焊缝中心距离的增大,HAZ受热影响作用不断变小,沉淀相以及晶粒粗化程度不断变小,细晶强化以及沉淀相强化效果相对不断增强,显微维氏硬度又会有所上升。所以,整个FSW接头显微维氏硬度分布呈现“W”形,在HAZ与TMAZ交界处,显微维氏硬度达到整个接头的最低值。该区域成为整个7075铝合金FSW接头最薄弱环节,这与文献[14]研究结果相符。

图6 转速800 r/min,焊接速度300 mm/min接头中沉淀相分布
3 结论
(1)7075铝合金中沉淀相种类可以通过其高分辨晶格条纹的测量来表征。7075铝合金中MgZn2沉淀相形状为棒状,强化效果相对较差,AlCuMg是椭圆状,其强化效果相对较好。
(2)WNZ中沉淀相AlCuMg较多,且有一定细晶强化作用,显微维氏硬度相对较高;TMAZ中MgZn2相对增多,沉淀强化和细晶强化效果减弱,显微维氏硬度降低;HAZ中AlCuMg数量减少,MgZn2相对进一步增多,沉淀强化效果减弱,加之加工硬化和细晶强化效果较弱,HAZ与TMAZ交界处显微维氏硬度为整个FSW接头的最薄弱环节。
[1] 刘会杰. 焊接冶金与焊接性 [M]. 北京: 机械工业出版社,2007.
[2] 王国庆,赵衍华. 铝合金的搅拌摩擦焊接 [M]. 北京: 中国宇航出版社,2010.
[3] 严铿,刘俊,史超. 喷射成形7055铝合金FSW焊工艺与性能 [J]. 焊接学报,2012,33(6): 51-54.
[4] 张成聪,常保华,陶军,等. 2024铝合金搅拌摩擦焊过程组织演化分析 [J]. 焊接学报,2013,34(3): 57-60.
[5] 李继忠,孙占国,高崇,等. 根部未焊透对搅拌摩擦焊接接头力学性能的影响 [J]. 电焊机,2014,44(4): 18-22.
[6] 崔少朋,朱浩,郭柱,等. 7075铝合金搅拌摩擦焊接头变形及失效行为[J]. 焊接学报,2016,37(6):27-30.
[7] Lee K J,Kwon E P. Microstructure of stir zone in dissimilar friction stir welds of AA6061-T6 and AZ31 alloy sheets [J]. Transactions of Nonferrous Metals Society of China,2015,24(7): 2374-2379.
[8] 周明智,雷党刚,梁宁,等. 搅拌摩擦焊三维粘塑性热力耦合有限元数值模拟 [J]. 焊接学报,2010,31(2): 5-9.
[9] Zhang Peng,Guo Ning,Chen Gang,et al. Plastic deformation behavior of the friction stir welded AA2024 aluminum alloy [J]. International Journal of Advanced Manufacturing Technology,2014,74(5-8): 673-679.
[10] 孙景峰,郑子樵,林毅,等. 2060合金FSW接头微观组织与力学性能[J]. 中国有色金属学报,2014,24(2): 364-370.
[11] Srinivasa Rao T,Madhusudhan Reddy G,Koteswara Rao S R. Microstructure and mechanical properties of friction stir welded AA7075-T651 aluminum alloy thick plates[J]. Transactions of Nonferrous Metals Society of China,2015,25(6):1770-1778.
[12] Bayazid S M,Farhangi H,Asgharzadeh H,et al. Effect of cyclic solution treatment on microstructure and mechanical properties of friction stir welded 7075 Al alloy[J]. Materials Science & Engineering A,2016,649: 293-300.
[13] 朱和国,王恒志. 材料科学研究与测试方法 [M]. 南京: 东南大学出版社,2008.
[14] 赵熠朋,朱浩,王怀东,等. 7075铝合金搅拌摩擦焊接头断裂过程分析[J]. 焊接,2016(9):17-20.
猜你喜欢
大自然探索(2023年5期)2023-06-19 08:08:53
中国特种设备安全(2021年7期)2022-01-19 05:07:32
计测技术(2021年2期)2021-07-22 09:17:14
粉末冶金技术(2021年1期)2021-03-29 02:34:48
现代传输(2016年2期)2016-12-01 06:42:43
中国钨业(2015年2期)2015-12-14 11:43:22
上海金属(2015年4期)2015-11-29 01:12:26
四川师范大学学报(自然科学版)(2015年1期)2015-02-28 14:07:29
上海金属(2014年5期)2014-12-20 07:58:44
建筑材料学报(2014年2期)2014-03-11 17:07:44
