
淡水鱼连续式去头尾装置的研制
2018-06-19 09:50伟万鹏付豪彭锦宇黄俊谭鹤群
食品与机械 2018年4期
邹 伟万 鹏付 豪彭锦宇黄 俊谭鹤群
(1. 华中农业大学工学院,湖北 武汉 430070;2. 国家大宗淡水鱼加工技术研发分中心﹝武汉﹞,湖北 武汉 430070)
淡水鱼类产量在整个鱼类总量中的占比约73%,而用于加工的淡水产品在整个淡水产品中的占比却比较低,不足17%[1]。基于淡水鱼产业与淡水鱼加工不平衡的现状,研制现代化的淡水鱼加工设备尤为重要,而去头尾加工作为淡水鱼前处理加工重要环节,其设备的研发迫在眉睫。发达国家在鱼类前处理加工领域的研究较中国丰富,已经研制出比较成熟的鱼类前处理加工生产线[2]。国外鱼类加工对象多为海水鱼类,在鱼类去头尾加工环节,Henrak[3]的鱼体加工设备能一次性切除多条鱼的头,设备中的刀具类型为平刀且刀刃长度数倍于加工鱼体高度,针对选定鱼类的特定尺寸能高效地进行去鱼头加工。Henning[4]采用机器视觉技术根据鱼体的几何外形直接将鱼体的姿态按要求安置在目标位置,用计算机控制机械手臂进行去鱼头尾加工,智能化程度高。中国对淡水鱼前处理加工的机械化、自动化程度还处于较低水平,现有设备效率低,原材料利用率不高,致使淡水鱼主要以鲜销的方式流入市场,不仅阻碍了中国淡水鱼产业的发展,也没有合理利用淡水鱼资源[5-8]。淡水鱼去头尾作为前处理加工的重要环节直接影响加工质量。对于鱼类去头尾加工,目前,中国有针对鲮鱼的前处理加工流水线设备能实现去头尾工序,设备在设计时考虑到了鱼体差异,能自动调整内部机构,确保去鱼头工序的质量[9]。陈庆余等[10]研制了一台去鱼头试验平台,该平台加工对象为海水小杂鱼,运用圆锯式刀具去鱼头,生产效率是传统手工方法的6~8倍。张帆[11]搭建了一台去头试验平台,运用气动机构斩切去头,且刀具结构采用仿形设计,对鲢鱼去头方法进行了试验研究,寻求了白鲢去头的最佳方法。
本研究以鳊鱼、草鱼为研究对象,设计一种淡水鱼连续式去头尾装置,并进行鱼体压缩特性试验、刀具类型影响试验等,最后进行装置加工效果评价试验,以评价装置性能和加工效果,以期为装置相关设计提供理论依据和实践指导。
1 整体结构与工作原理
淡水鱼连续式去头尾装置主要由间歇输送系统、刀具夹具驱动系统、控制系统组成,见图1。间歇输送系统由调速电机2驱动,槽轮机构3与同步带机构16传动,将动力传送至输送带,带动输送带进行间歇式运动;刀具夹具驱动系统主要由气缸9、刀具11、夹具12组成;控制系统主要由Arduino控制板、电磁阀、继电器模块、电源适配器、行程开关4等零部件组成,连续式去头尾装置中还有清洗装置10、定位装置13和物料收集箱7,清洗装置主要由多个分水器、连接头和软管构成,定位装置由定位毛刷、传动箱、驱动电机构成,物料收集箱有3个,分别收集加工后的三部分鱼体。

1. 机架 2. 调速电机 3. 槽轮机构 4. 行程开关 5. 空气压缩机 6. 控制系统零部件 7. 物料收集箱 8. 二位五通气控换向阀 9. 气缸 10. 清洗装置 11. 刀具 12. 夹具 13. 定位装置 14. 鱼头尾托板 15. 输送带 16. 同步带传动机构
图1 淡水鱼连续式去头尾装置结构示意图
Figure 1 Schematic diagram of continuous device for cutting head and tail
当连续式去头尾装置工作时,待加工鱼体由输送带输送至定位装置中的定位毛刷下,毛刷旋转推动鱼体,鱼体产生由鱼尾至鱼头方向的滑动,鱼体滑动至鱼头托板的定位挡板处停止滑动,此时鱼体实现定位。随后鱼体输送至加工区并处于停滞状态,加工区位于夹具及刀具下方,鱼体在输送至加工区的过程中会触发行程开关,此时行程开关发送触发信号,控制系统控制气缸加工鱼体并复位,与此同时输送带将加工完成的鱼体输送出加工区,并输送下一条待加工鱼体至加工区,加工后的鱼体被切割成鱼头、鱼尾和去头尾鱼体三部分,并被分别收集到物料收集箱中。输送带在运行过程中,调速电机一直处于运行状态,输送带的运动状态由槽轮机构的特性决定;夹具防止加工过程中鱼体发生跳动或滑动;控制系统的加入解决了间歇输送系统与刀具夹具驱动系统的配合问题,因为鱼体空位无法触发行程开关,所以装置具有空位检测功能。
2 关键零部件与控制系统的设计
2.1 夹具的设计
夹具主要由圆柱弹簧、心轴、压板、安装板组成(见图2),圆柱弹簧3位于安装板4和压板6之间并外套于心轴5上,心轴与安装板之间以滑动副配合,心轴与压板固定连接。工作时,安装板与心轴产生相对位移压缩弹簧,弹簧通过压板给鱼体提供压力,压板先于刀具接触鱼体,在刀具接触鱼体之前压板已对鱼体施加了一定的压力,且弹簧在压缩过程提供的最大压力小于鱼体被压坏的临界压力,压板具有较高摩擦系数,所以能有效防止鱼体的滑动且不会损坏鱼体。

1. 鱼体 2. 刀具 3. 圆柱弹簧 4. 安装板 5. 心轴 6. 压板7. 装有挡板的输送带
2.2 控制系统的设计
控制系统的核心为Arduino控制板,其他元件包括电磁阀、继电器模块,24 V直流电源,变压器、行程开关等。图4是控制系统流程图。初始状态电磁阀处于关闭状态,气动回路使气缸活塞上拉至复位状态,鱼体在被输送至加工区域的过程中触发行程开关,行程开关发送触发信号至Arduino控制板,Arduino控制板输出信号使电磁阀处于开启状态,开启状态时间为1.5 s,气缸推动刀具夹具加工鱼体,随后关闭电磁阀,关闭时间持续1.5 s,气缸拉动刀具夹具至复位状态,等待下一个触发信号。

图3 连续式去头尾装置控制系统流程图
3 主要设计参数的确定
3.1 气缸行程的设计
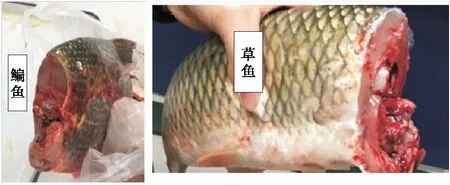
装置的参数设计需要科学的理论为指导,为此本研究对加工对象的力学特性进行试验,其中鱼体压缩特性试验为气缸行程等参数的设计提供了直接理论来源。鱼体压缩特性试验以鳊鱼(0.400±0.100) kg,草鱼(1.200±0.300) kg为研究对象,在电子万能试验机上研究鱼体在受外力挤压时鱼体整体的压缩变化规律。图4分别是鳊鱼、草鱼压缩量-载荷曲线图。通过对鱼体外观的观察和数据图研究发现,可以从外观和曲线两方面定义鱼体被破坏临界点:鱼体外观破坏点,鱼体内脏从鱼体内涌出时刻鱼体所受的压力(N);鱼体塑性变形点,压缩特性曲线中压力峰值(N)。图5为2个破坏点出现时,鱼体感官情况。在曲线上,鳊鱼外观破坏点与曲线塑性变形点相距较远,但草鱼外观破坏点与曲线塑性变形点对应的鱼体感官特征出现时间点非常接近,所以在曲线上草鱼外观破坏点与曲线塑性变形点取同一点。试验中鳊鱼外观破坏点均值为545.1 N(A处),曲线塑性变形点均值为1 038.8 N(B处);草鱼外观破坏点与曲线塑性变形点取值相同,均值为725.0 N(C处)。
夹具设计最大压力应小于鱼体被破坏的临界点,本研究取外观破坏点为临界点,装置夹具需保证研究的2种鱼均适用,所以夹具设计最大压力应小于鳊鱼外观破坏点,鳊鱼外观破坏点均值为545.1 N,为了确保夹具不损坏鱼体,夹具设计最大压力取为400 N。
气缸行程即为刀具和夹具的行程,根据夹具的设计要求,有式(1)~(3),F1为设定夹紧鱼体所需最小压力,F2为鱼体承受压力的最大值,根据切割鱼头与鱼尾的剪切力差值选取F1为150 N,根据前文压缩试验研究F2取为400 N,经统计最大鱼体宽度为91 mm,取d3=100 mm,不同鱼体△d2值不同,经分析△d2最小值为2.5 mm,最大值为22 mm,d2=31 mm,取35 mm,G=113 N;为了防止夹具压力过大使得在加工中压坏鱼体,切割余量应取弹簧刚度计算所得的极小值,△d2取22 mm,切割余量d4取3 mm,d1取1 mm(能加工的最大鱼体与压板接触面的距离),△d1最小值为8 mm,最大值为10 mm,为了防止使鱼体夹紧力不足,d2取极大值,△d1取10 mm,由式(1)、(2)得d2=35 mm,P=1.72 N/mm,继而由式(3)得H=35+100+3+80=218 mm。
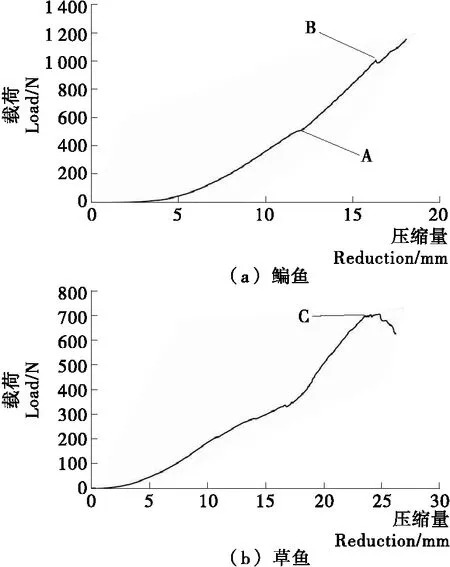
图4 鳊鱼、草鱼压缩量-载荷曲线图

图5 破坏点鱼体感官特征
F1=P×(d2-△d1)+G,
(1)
F2=P×(d2+d3-d1-△d2+d4+L0)+G,
(2)
H=d2+d3+d4+L0,
(3)
式中:
d1——压板接触面距鱼体的最小距离,mm;
d2——压板接触面距刀尖的距离,mm;
d3——弹簧自有高度时压板接触面距托板的距离,mm;
d4——切割余量,mm;
△d1——夹紧时鱼体压缩量,mm;
△d2——最大压力时鱼体压缩量,mm;
H——刀具夹具行程,mm;
L0——刀具超出托板的长度,取80 mm;
P——夹具弹簧刚度,N/mm;
G——夹具自重,N。
3.2 刀具的选择
本研究参考现有切割鱼头的主要方式[12],根据刀具是否仿形和刀刃类型(尖刃、平刃)两方面因素组合自行设计并制造了图6中4种刀具,并对4种刀具对鱼体得率和切割鱼体所需剪切力的影响进行了试验研究,以此研究为指导确定装置刀具选择方案。试验对象为鳊鱼(0.400±0.100) kg,草鱼(1.200±0.300) kg,试验仪器主要为电子万能试验机。

1. 平刀 2. 尖刀 3. 仿形平刀 4. 仿形尖刀
刀具类型对剪切力影响试验结果见图7。方差分析表明,刀具类型对切割鳊鱼所需最大剪切力影响极显著(P≤0.01),对切割草鱼所需最大剪切力影响极显著(P≤0.01)。无论鳊鱼还是草鱼,刀具类型对切割鱼头所需剪切力变化的趋势相同,尖刀切割鱼头所需剪切力最小,仿形平刀所需剪切力最大。头占比即切割分离的鱼头重量与鱼体总重量的比值,鱼头占比越低则鱼体得率越高,刀具类型对鱼头占比影响的试验结果见图8。方差分析表明,刀具类型对鳊鱼鱼头占比影响不显著(P>0.05);刀具类型对草鱼鱼头占比影响显著(0.01 图7 刀具类型对最大剪切力的影响 图8 刀具类型对鱼头占比的影响 装置设计刀具选择时优先考虑鱼体得率,其次考虑省力,故采用仿形刀具,鱼尾结构与鱼头结构不同,无需仿形设计,且研究发现用尖刃类型的刀具较平刃刀具加工鱼体省力,所以刀具方案定为去头刀具为仿形尖刀,鱼尾刀具为尖刀。 研制出淡水鱼连续式去头尾装置样机之后,本研究进行了装置加工效果评价试验,研究主要从装置鱼体得率、加工成功率、鱼体切断面感官得分三方面检验装置的加工效果,并在试验中寻找装置设计中的不足之处。 试验材料:鳊鱼(0.400±0.100) kg,草鱼(1.200±0.300) kg,为常见淡水鱼中体形差异性较大的2种鱼,鳊鱼为平扁型,草鱼为纺锤型,购于华中农业大学生鲜超市。 电子秤:ACS-3型,精度0.1 g,衡新电子有限公司; 淡水鱼连续式去头尾装置:自制。 试验主要从鱼体得率Pd、加工成功率S、鱼体切断面感官得分G三方面评价加工效果。鱼体得率Pd由式(4)计算得出。 Pd=1-Pt-Pw, (4) (5) (6) 式中: Pt——鱼头占比; Pw——鱼尾占比; mt——鱼头重量,N; mw——鱼尾重量,N; M——鱼体重量,N。 切断面感官评分标准:满分1.0分,切断面平整有光泽无缺损为0.8~1.0分;切断面平整无明显缺损为0.6~0.8分;切断面略微粗糙有一些缺损为0.2~0.4分;切断面比较粗糙,鱼肉有部分脱落为0.2~0.4分;切断面十分粗糙,鱼体不能成型,鱼肉脱落严重为0.0~0.2分[13]。由5位经过感官评价训练的鉴定人员对切断面进行感官评价评分,取平均值,最后根据切断面感官评价得分进行分级,一级为0.8~1.0,二级为0.6~0.8,三级为0.4~0.6,四级为0.2~0.4,五级为0~0.2。 表1表明,鳊鱼加工后鱼头占比均值为15.20%,标准差为0.002 6,鱼尾占比均值为2.20%,标准差为0.003 3,草鱼加工后鱼头占比均值为21.20%,标准差为0.007 8,鱼尾占比均值为1.68%,标准差为0.002 1,计算而得鳊鱼得率均值为82.70%,草鱼为76.30%;鳊鱼切断面感官评价得分均值为0.81,标准差为0.033 1,感官得分为一级;草鱼切断面感官评价得分均值为0.79,标准差为0.042 2,感官得分为二级;鳊鱼加工成功率为90.00%,草鱼加工成功率为85.00%。加工过程中装置夹具对鱼体损伤较小,夹具不会对鱼体造成损坏。试验中各指标标准差值较小,数据波动小,所以装置加工状态稳定。样机加工鳊鱼的重量范围为(0.400±0.100) kg,加工草鱼的重量范围为(1.200±0.300) kg 。试验中样机的加工鱼体数量有限,每条鱼加工的平均时间为2.67 s,所以样机理论加工效率为1 350条/h。 试验结果还表明,2种鱼的鱼体各部分所占比例不同所以鱼体得率不同;虽然鱼体腹部已被夹具夹紧,但鱼头鱼尾还是有一定滑动概率,且鱼头出现滑动的概率小于鱼尾,所以去头成功率比去尾成功率要高,其中鳊鱼去头成功率最高为100.00%;夹具作用平扁型的鳊鱼时要比作用纺锤型的草鱼更加稳定,所以鳊鱼加工成功率高于纺锤形的草鱼;草鱼鱼腹处在去头加工过程中较鳊鱼更容易被刀具损伤,所以草鱼的切断面感官评分较低,图9为样机加工鱼体切断面效果。 图9 鱼体切断面效果 指标单位鱼种鳊鱼草鱼鱼头占比平均值%15.2021.20鱼尾占比平均值%2.201.68鱼体得率平均值%82.7076.30去头率%100.0095.00去尾率%90.0085.00加工成功率%90.0085.00断面感官评分均值0.810.79 (1) 淡水鱼连续式去头尾装置的研制,实现了淡水鱼高效连续式的去头尾加工,大大降低了对人工的依赖,为淡水鱼去头尾加工提供了一种新思路。 (2) 试验表明,装置对不同种类的淡水鱼有着不同加工效果,加工鳊鱼的效果优于加工草鱼的。鳊鱼加工成功率为90.00%,草鱼加工成功率为85.00%;该装置加工鳊鱼、草鱼鱼体的率分别为82.70%,76.30%,感官得分分别为0.81,0.79,理论加工效率为1 350条/h。 (3) 试验中发现加工淡水鱼时,虽然有夹具对淡水鱼起到固定作用,但是鱼头和鱼尾发生滑动仍有一定概率,可能导致加工失败,其中鱼尾较鱼头发生滑动的概率高,所以装置有待于进一步优化,可从刀具结构,夹具压板结构等方面进行改进优化。 [1] 中国渔业统计年鉴[Z]. 北京: 中国农业出版社, 2017: 17, 89. [2] 沈建. 欧洲淡水鱼前处理加工技术与装备[J]. 安徽农业科学, 2010, 38(23): 12 491-12 495, 12 498. [3] KRAGH Henrik. Fish processing maching with alignment devices and methods for realigning fish during processing: US, 7695354[P]. 2010-04-13. [4] 柏芸, 熊善柏. 我国淡水鱼加工业现状、问题与对策[J]. 湖北农业科学, 2010, 49(12): 3 159-3 161. [5] HANSEN H I. Method of processing fish and a fish processing plant: US, 8092283[P]. 2011-08-25. [6] 常永胜. 大宗淡水鱼前处理加工生产线的研发[D]. 武汉: 武汉轻工大学, 2015: 1-2. [7] 光翠娥, 黄敏. 加强淡水鱼的加工与综合利用[J]. 食品研究与开发, 2005, 26(3): 25-27. [8] 刘锐, 陈洁. 我国水产品加工业发展现状及潜力分析[J]. 农业展望, 2010, 6(4): 33-35. [9] 赵正龙. 鲮鱼的机械化加工[J]. 渔业现代化, 2005(3): 36-37. [10] 陈庆余, 沈建, 傅润泽, 等. 典型海产小杂鱼机械去头方法研究[J]. 渔业现代化, 2012, 39(5): 38-42. [11] 张帆. 淡水鱼去头方法及装置设计试验研究[D]. 武汉: 华中农业大学, 2015: 23. [12] 刘静, 张帆, 万鹏, 等. 白鲢气动式机械去头方法研究[J]. 食品与机械, 2017, 33(1): 87-92. [13] 张帆, 万鹏, 宗力, 等. 白鲢鱼头切割力学特性的试验与分析[J]. 华中农业大学学报, 2016, 35(3): 122-127.

4 装置加工效果评价试验
4.1 试验材料与仪器
4.2 试验指标与方法

4.3 结果与分析

5 结论
猜你喜欢
趣味(数学)(2022年5期)2022-07-29
当代水产(2022年5期)2022-06-05
意林彩版(2022年2期)2022-05-03
当代水产(2021年5期)2021-07-21
当代水产(2021年1期)2021-03-19
阅读与作文(小学高年级版)(2019年8期)2019-10-16
红领巾·萌芽(2018年3期)2018-04-13
小学生作文(中高年级适用)(2017年9期)2017-10-13
作文周刊·小学四年级版(2016年20期)2017-05-27
广东饲料(2016年7期)2016-12-01
