浅谈变频器和主令开关在石灰窑上料系统中的应用
2018-06-14 09:42
纯碱工业 2018年3期
(中盐青海昆仑碱业有限公司,青海 德令哈 817099)
1 石灰窑上料设备概况
石灰窑上料设备是石灰窑运行的必要设备,该设备由上料小车、卷扬机、减速机、抱闸、电动机组成,因为本次分析的是单小车上料系统故还有一个配重小车,该配重小车的质量基本维持在上料小车空车质量和一半配料质量的和,这样才能维持卷扬电动机的正反方向旋转是在带负载运行,不至于影响卷扬机带动电动机旋转而使电动机处于发电状态。
1.1 石灰窑上料过程描述
首先由配料系统统一配料,在完成配料之后小车下行(同时配重小车上行),当小车下行至料坑后停止并打开配料仓轧板小车开始配料,配料完成以后小车开始上行(同时配重小车下行);当运行至斜桥顶点开始卸料(同时小车停止),卸料大概停滞时间在5 s左右,之后小车开始下行(下行运行25 s后配料没有完成则小车停止,25 s后配料已完成小车继续下行)。根据现有窑况设备运行可知上料系统小车完成一个周期的时间为2 min左右,其工作特点是:
1)能够频繁起动、制动、停车、反向、转速平稳、过渡时间短;
2)能按照一定的速度运行;
3)能够广泛地调速;
4)系统可靠工作,在进入曲轨段及离开料坑时不能有冲击,确保终点位置准确停车。
1.2 石灰窑上料小车的运行故障分析
1)传统的上下限位是机械限位或者是机械连锁的光感元件测量的电信号去控制上料的小车的停止位,它不能实现连续的位置检测;
2)传统的限位它不能持续输出测点状态,在只有极限限位相互接触或光感元件持续接触才能使小车停止运行;
3)传统的限位无法检测电动机之后的设备运行情况,比如溜车、断轴等。
2 控制系统选择
1)PLC控制器选用西门子S7-200SMART系列PLC,该CPU具有1个Profibus-DP接口和一个标准的RJ45工业以太网接口主要用来触摸屏通信。
2)因为考虑到的小车在中间位置的启动,变频器[1]传动采用施耐德的ATV950变频器,带有专用的提升功能,采用提升控制方式,在零速具有满转矩的特性,可避免遛车现象。
3)旋转编码器采用欧姆龙绝对值型旋转编码器E6CP-AG5C,该编码器在单圈范围内的编码是绝对值[12]。
4)为了维护方便,设一台上位机,上位选用西门子SMART LIN700触摸屏可实时监视卷扬机的运行状态并进行记录,以方便故障分析查找。
2.1 控制系统软硬件配置与网络配置[11]
系统采用PLC控制[3],通过上位机完成系统监控及数据采集记录等功能;采用西门子S7-200SMART组成基础自动化系统;采用wincc监控软件,编程软件采用STEP 7-MicroWIN SMART(中文版),西门子SMART LIN700触摸屏作为系统平台界面,组成计算机化的操作系统,实现人机通信。
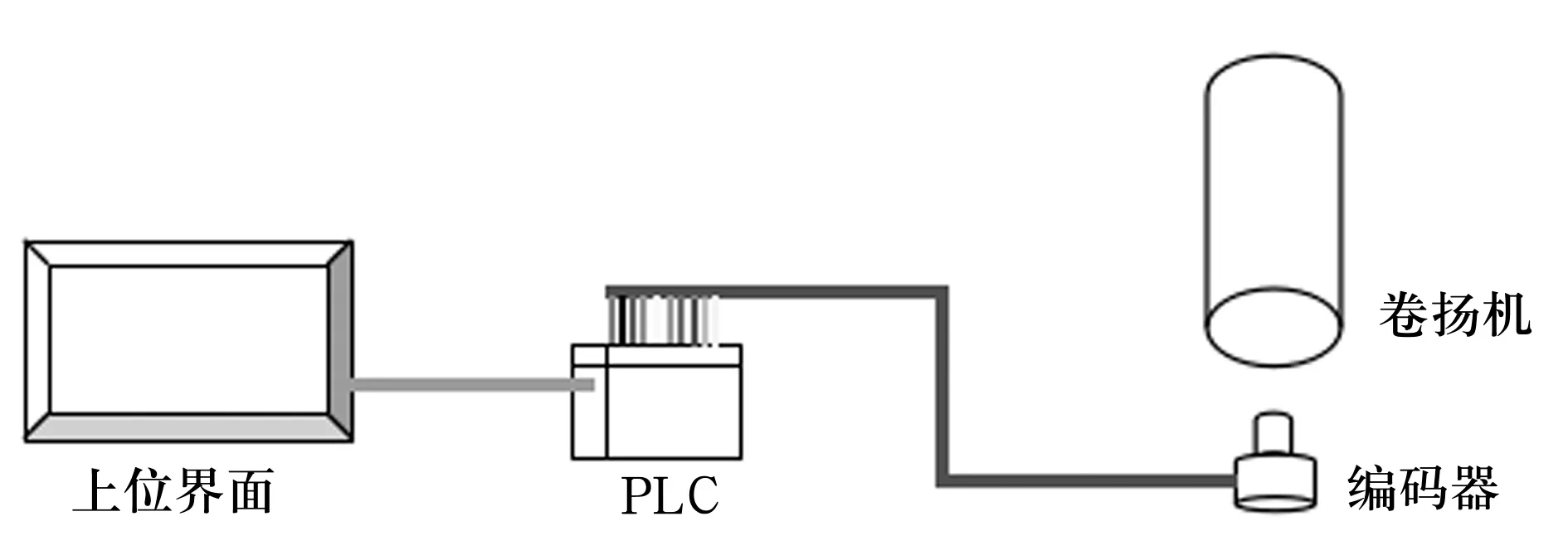
图1 系统网络拓扑图
2.2 主令开关[16]
由网络拓扑图可知该系统是由上位界面、PLC及编码器组成,是由编码器链接至卷扬机轴上,通过PLC来计算卷扬机带动编码器旋转的数值来判断卷扬转动的圈数及位置并通过PLC发出位置信号和停止信号。通过触摸屏可方便快捷的更改位置信号和停机信号的输出位置。因为有信号位置的指令和控制故称这个系统为主令开关。
3 主令开关系统的分析
3.1 主令开关PLC控制原理[3][8]
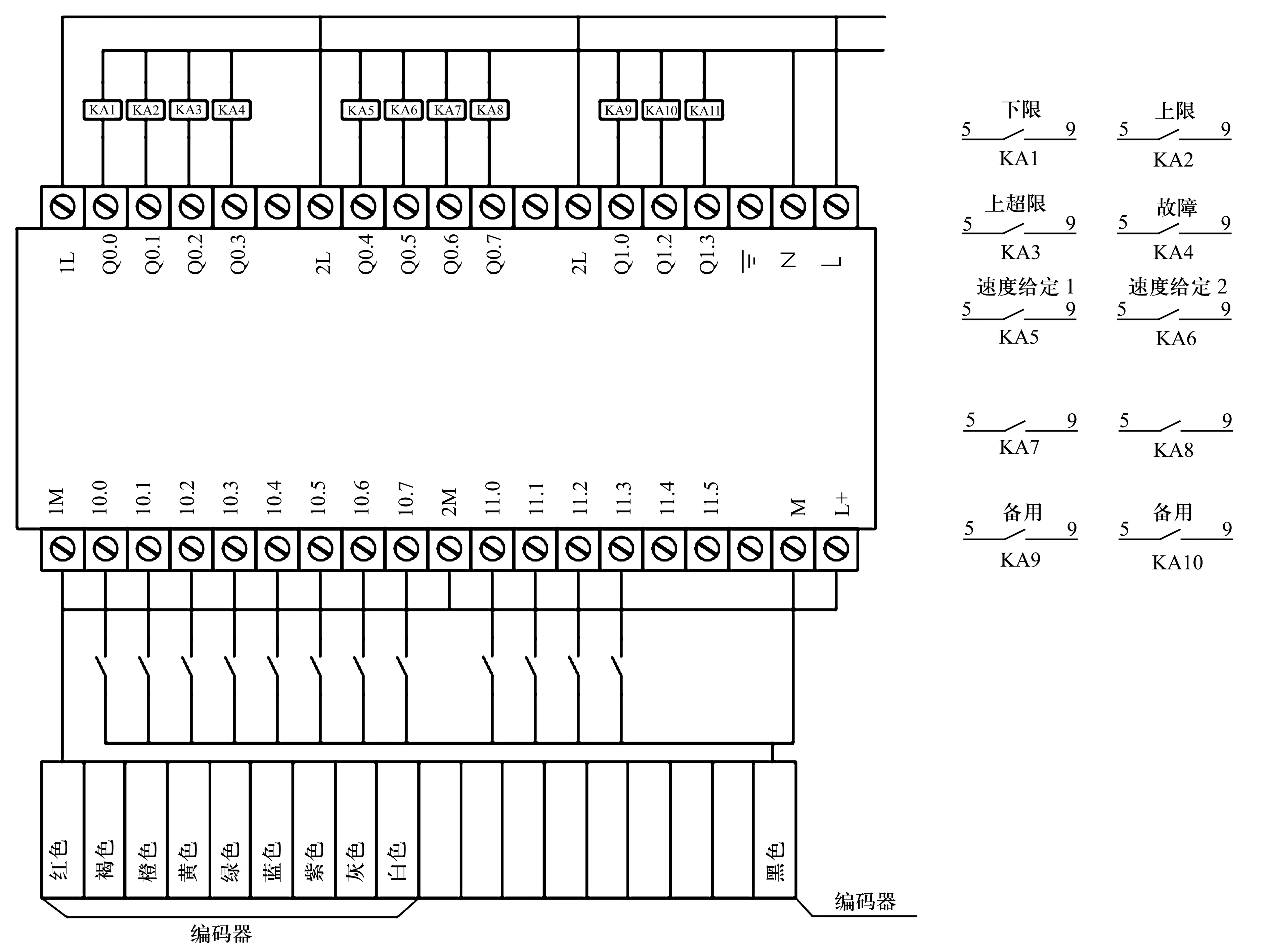
图2 PLC原理图
PLC系统数据处理逻辑关系,首先要将PLC读取到的输入的编码器格雷码源码转换成方便我们计算的整数类型,然后以这个整数和我们的整定值作比较,比较出来的结果通过PLC输出来控制变频启停回路,成为上料系统的控制部分。
3.2 格雷码[13][14]
典型的二进制格雷码(Binary Gray Code)简称格雷码[13]
在一组数的编码中,若任意两个相邻的代码只有一位二进制数不同,则称这种编码为格雷码(Gray Code),另外由于最大数与最小数之间也仅一位数不同,即“首尾相连”,因此又称循环码或反射码。在数字系统中,常要求代码按一定顺序变化。例如,按自然数递增计数,若采用8421码,则数0111变到1000时四位均要变化,而在实际电路中,4位的变化不可能绝对同时发生,则计数中可能出现短暂的其它代码(1100、1111等)。在特定情况下可能导致电路状态错误或输入错误。使用格雷码可以避免这种错误。
3.3 格雷码解码
格雷码→二进制码(解码):
从左边第二位起,将每位与左边一位解码后的值异或,作为该位解码后的值(最左边一位依然不变)。依次异或,直到最低位。依次异或转换后的值(二进制数)就是格雷码转换后二进制码的值。
公式表示:
Bi=Gi⨁Bi+1(n-1≥i≥0) (G:格雷码,B:二进制码)
原码:p[n:0];格雷码:c[n:0](n∈N);编码:c=G(p);解码:p=F(c)
书写时按从左向右标号依次减小,即MSB->LSB,编解码也按此顺序进行。
...................c[n]=p[n]。
3.4 按照格雷码转二进制原理PLC编程
以上程序先将格雷码转换成二进制数储存于MB3这字节,八位格雷码转换成八位二进制数;为了方便整数计算,把八位二进制数转换为16位整数,根据PLC数据结构转换后的值存入MW2中。因为选用的编码器为单圈绝对值编码器,八位最大数值为整数256。
3.5 PLC数据处理
因为我们采用的是单圈绝对值编码器,以下为多圈时的数据处理。
以图4程序处理编码器圈数及实际编码器读数,当编码器圈数超过一圈时即为+256编码器单圈绝对值,当编码器方向转动时为实际编码器读数-256,最终编码器实际数值存入VD10中。下限设定值存入VD100,上限设定值存入VD104,上极限设定值存入VD108。
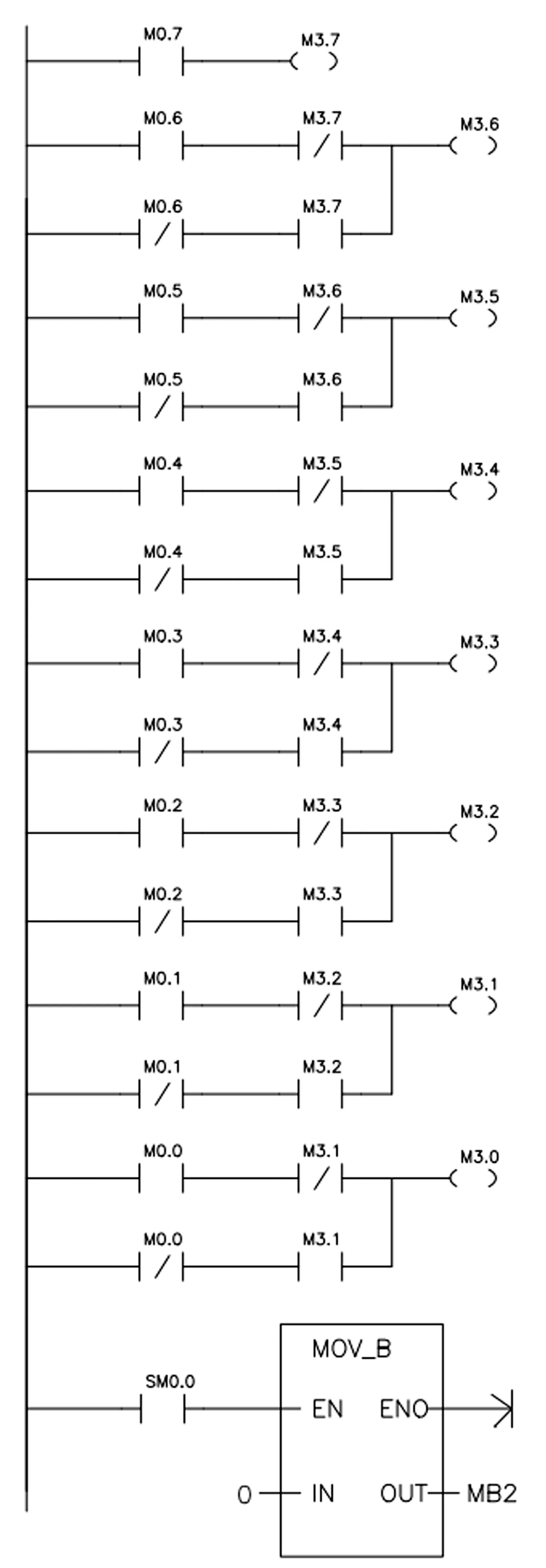
图3 按照格雷码转二进制原理PLC编程
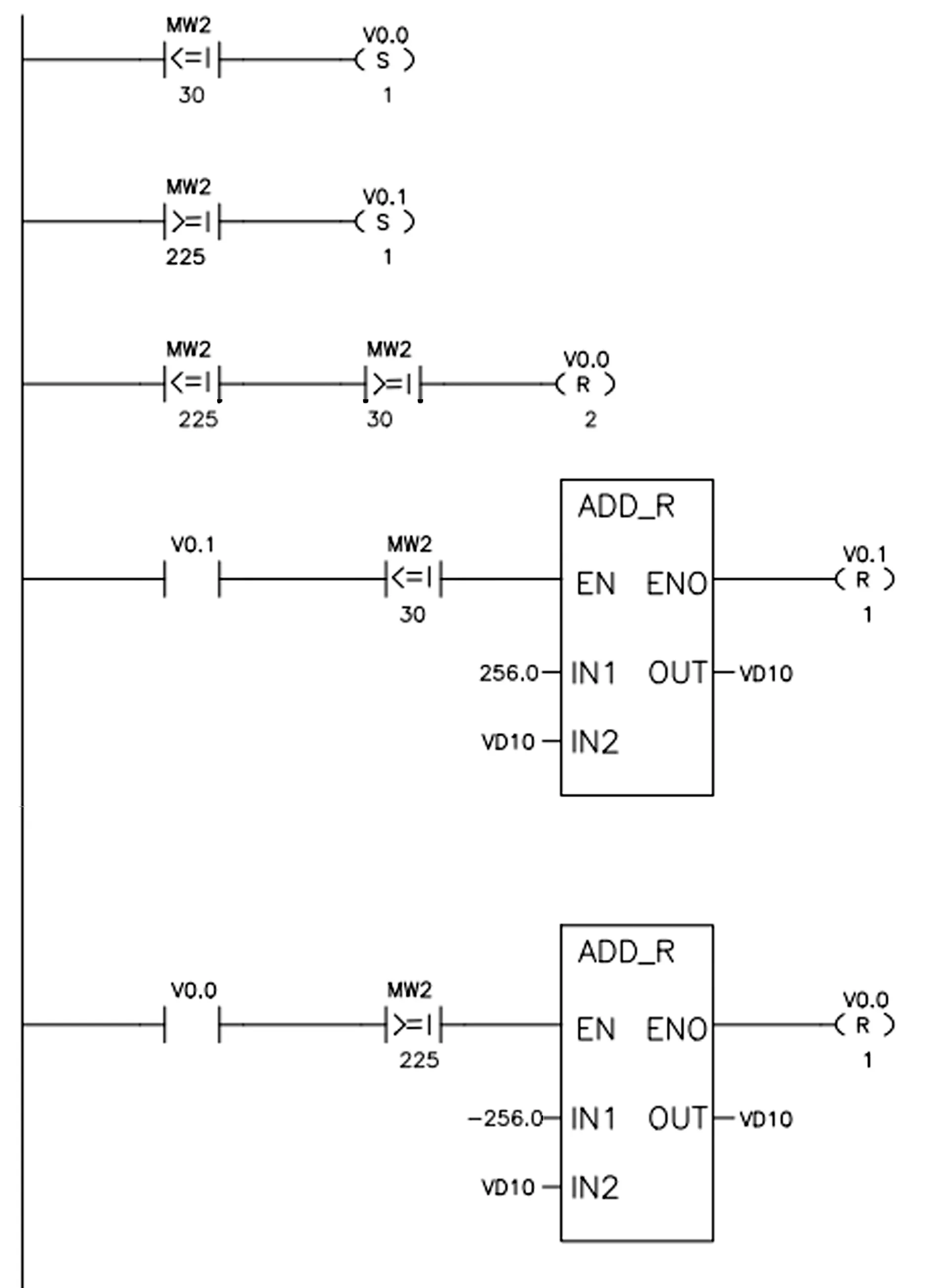
图4 编码器多圈数据处理
3.6 通过编码器数据计算输出下限、上限、上极限
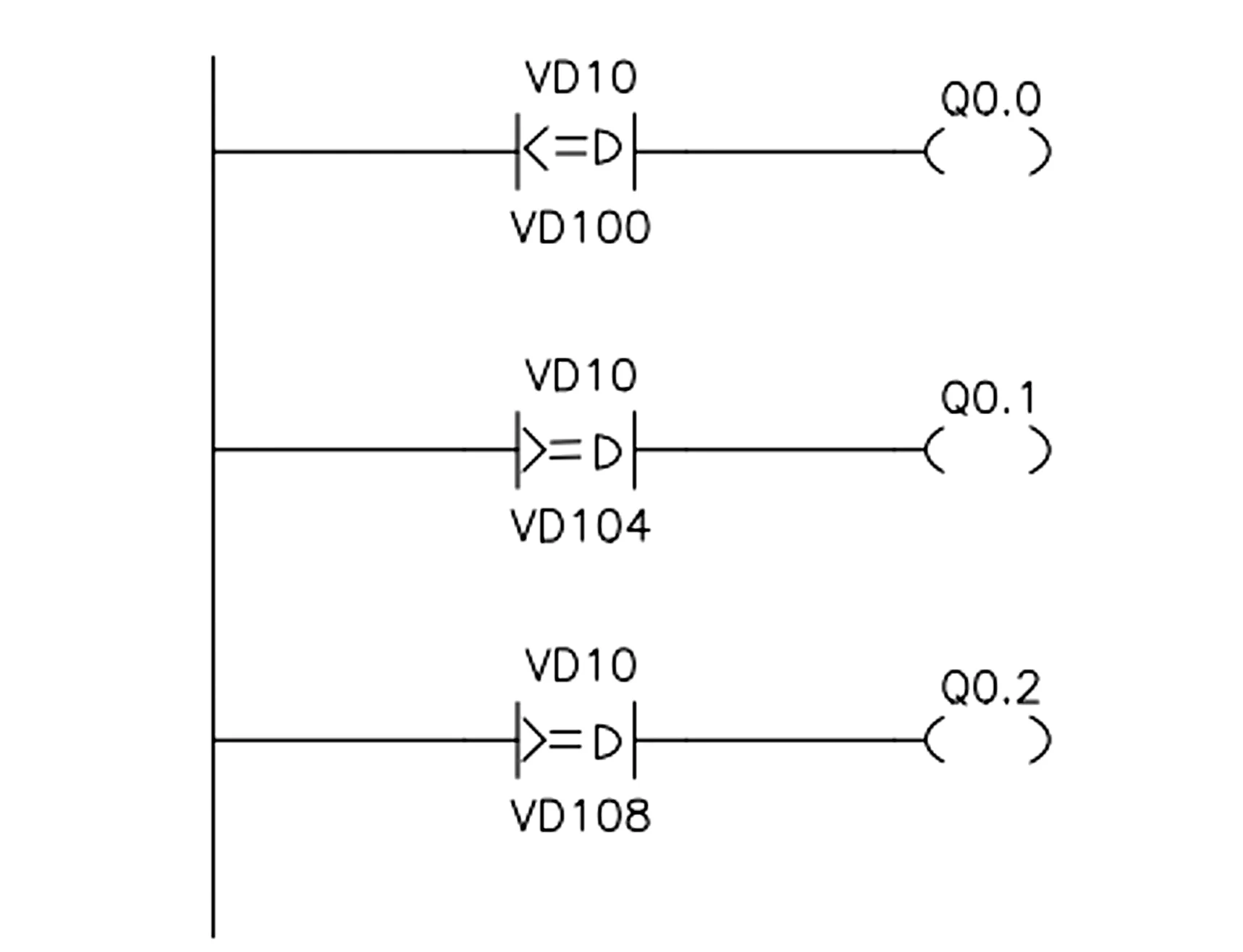
图5 通过编码器数据计算输出下限、上限、上极限
以上程序当编码器数值VD10小于等于下限设定值VD100时输出Q0.0(即为下限),当编码器数值VD10大于等于上限设定值VD104时输出Q0.01(即为上限),当编码器数值VD10大于等于上极限设定值VD108时输出Q0.02(即为上限)。
下限设定值、上限设定值、上极限设定值是触摸屏画面给定,由用户通过实际现场情况设定。
3.7 卷扬机电气控制回路分析
电气控制回路图如图6。[5]
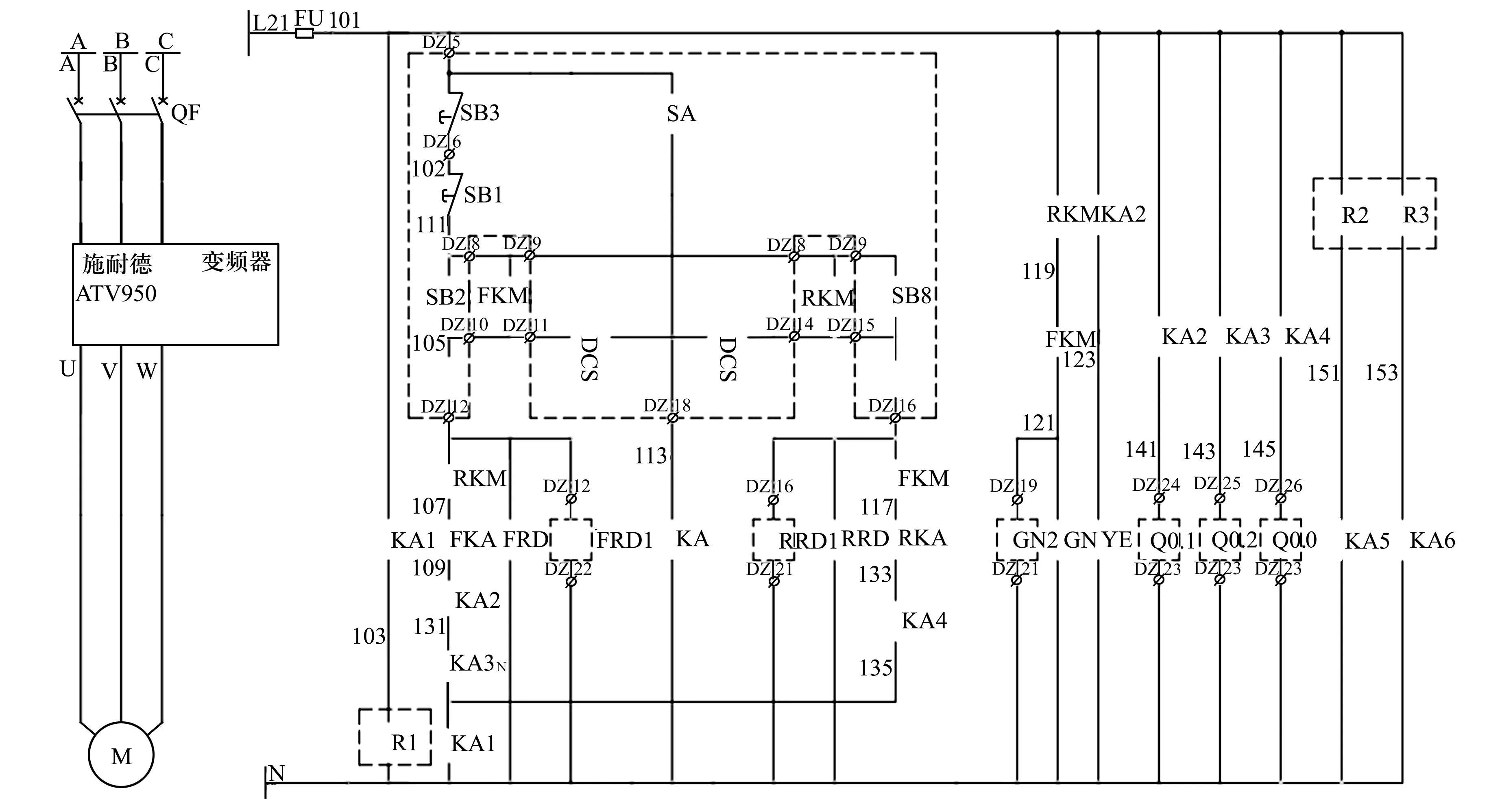
图6 控制回路原理图
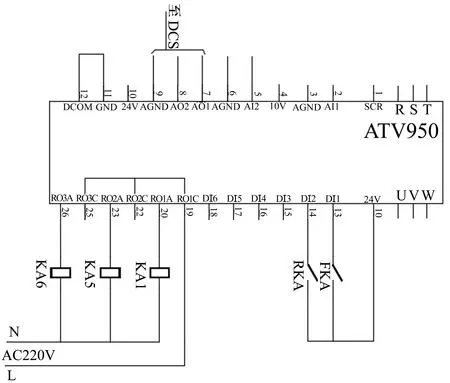
图7 变频器控制原理图
变频器控制原理图,如图7。
以图7可知KA为自动继电器、KA1为变频器故障继电器、KA2为上限继电器、KA3为上极限继电器、KA4为下限继电器、KA5为小车上行运行继电器、KA6为小车下行运行继电器。
运行方式如下:
当小车上行运行时到达上限位置或者上极限位置时,上限继电器KA2或者上极限继电器KA3触发,小车停止运行;当小车下行运行时到达下限位置时,下限继电器KA4触发,小车停止运行。
当小车自动位置时,通过DCS给定小车上行或者下行运行,到小车到达下限或者上限、上极限时DCS接收到相对应的信号并作出停止小车上行或者下行。
当小车在手动位置时,通过现场操作按钮实现小车上行或者下行,在运行中途可通过停止按钮实现停车,也可通过上限、上极限或者下限自动停车。
4 主令开关系统优缺点分析
该系统中的编码数值是个连续变化的数值,该数值是一个和工程数值等价的整数数值,在和这个整数比较的设定值是由上位系统设定的,通过与开放的设定值比较得出所需要的指令输出。同时通过数据分析可以判断小车在实际轨道当中的位置信息,该位置信息可通过西门子模拟量扩展模块通过4~20 mA的电流信号发送出来。再由将卷扬机运行状态接入主令开关中可通过数据分析判断出编码器断轴、损坏及丢码,卷扬机是否遛车,卷扬电动机运行而卷扬机未动等故障。
该系统的缺点在绝对值编码器是一个要求安装精度高、环境要求高并且防震动的设备,所以在主令开关的使用当中进行了封闭式的齿对齿的1∶1减速机,提高编码器工作的精度和环境;并且在转动轴和编码器之间安装柔性连接器,提高编码器因为震动而造成的跳码。
该系统的优点就在于,系统本身是一个可编程控制器PLC,通过PLC内部计算使得整个主令开关具备一个通用型的可编程指令输出,通过人机界面参数调整方便,能实现厘米甚至是毫米的微调整。
5 结 论
该石灰窑卷扬控制系统采用主令开关控制施耐德ATV950变频器相结合的技术,达到较高的精确控制要求,可以满足石灰窑正常生产对设备无故障运行指标的严格要求,提高石灰窑的产能。变频器和主令开关的结合有很好的可靠性,并且主令开关有着很好的开发性,通过PLC模拟量输出还可在上位画面直观的显示小车的位置。
[1] 张福旺.变频器的选用及故障干扰处理[J].黑龙江科技信息,2014
[2] 王锡仲,蒋志坚.变频优化调压节能供水装置的研制[J].给水排水,1998,24(10):64~67
[3] 陈建明,王亭岭,孙标.电气控制与PLC应用[M].北京:电子工业出版社,2010
[4] 符锡理. 变频调速泵供水原理及实践[M].变频器世界,1999(10)
[5] 余朝刚,史志才.ELECWORKS2013电气制图[M].北京:清华大学出版社,2014
[6] 曾毅.变频调速控制系统的设计与维护[M].济南:山东科学技术出版社,2004
[7] 马小亮.大功率交-直-交变频调速及矢量控制技术[M]. 北京:机械工业出版社,2004
[8] 杨依领,谢龙汉.西门子S7-300 PLC程序设计及应用[M].北京:清华大学出版社,2014
[9] 杨晓辉,刘丽红,许晶,等.机电专业英语[M].北京:北京理工大学出版社,2013
[10] 崔金玉,唐红霞,郝利丽.电路中的理论计算及应用设计[M].哈尔滨:黑龙江大学出版社,2014
[11] 潘新民,王燕芳.微型计算机控制技术[M].北京:电子工业出版社,2011
[12] 电子产品世界[引用日期2016-10-20]
[13] 李正生,马文彦,闫杰.格雷码辨析[J].电子科技,2011,24(10):77-80
[14] 格雷码的发展历史.北京信息科技大学电子信息与控制实验教学中心[引用日期2013-07-28]
[15] John F.Wakerly.数字设计原理与实践(原书第3版)[M].北京:机械工业出版社,2003
[16] 成都机床电器研究所.JB/T 10164-1999机械行业标准之主令开关[S]
猜你喜欢
小学生作文(低年级适用)(2022年9期)2022-09-28
中国氯碱(2022年6期)2022-07-19
纯碱工业(2022年2期)2022-04-21
建材发展导向(2022年3期)2022-04-19
快乐语文(2021年33期)2021-12-21
湖北农机化(2021年7期)2021-12-07
疯狂英语·新阅版(2021年5期)2021-06-21
科技风(2020年10期)2020-04-10
科学与财富(2018年7期)2018-05-21
自动化仪表(2015年5期)2015-06-15