NUM Flexium+数控系统在数控滚齿机上的应用
2018-06-14 05:46贾福春
数字技术与应用 2018年3期
贾福春
(天津巴泰克机械制造有限公司,天津 300350)
YK3132Z-D六轴全直驱高效干切精密数控滚齿机,是我公司自主研发的、具有国际领先水平的新一代数控滚齿机;该机床至少配备6个数控轴,可实现5轴联动,自动上下料,具备直驱、高效、干起、精密、稳定、环保等特点。
1 YK3132Z-D滚齿机的传动结构及控制过程
YK3132Z-D滚齿机,为了适用于NUM Flexium+数控系统对六轴直驱数控滚齿机的控制要求,我们把轴分别定义为直线轴X、Y、Z,旋转轴A、B、C。
(1)工件旋转运动:在切削过程中,齿坯的旋转运动,由数控系统控制,海德汉圆光栅作闭环位置反馈,伺服控制器驱动的力矩电机,在数控系统中定义为C轴。(2)滚刀旋转运动:用于在齿轮的切削过程中,滚刀的旋转运动,由数控系统控制,海德汉编码器作闭环位置反馈,伺服控制器驱动的力矩电机,在数控系统中定义为B轴。(3)刀架的回转运动:用于调节刀具和工件间的切削角度,由数控系统控制,海德汉编码器和NUM电机编码器双反馈作为闭环位置反馈,伺服控制器驱动的伺服轴,定义为A轴,此轴不参与切削运动联动。(4)大立柱水平直线运动:用于在齿轮切削过程中,大立柱的水平移动,由数控系统控制,NUM电机编码器作为半闭环位置反馈,伺服控制器驱动的伺服轴,定义为X轴。(5)刀架前后直线运动:用于在齿轮切削过程中,刀架的前后移动,由数控系统控制,NUM电机编码器作为半闭环位置控制,伺服控制器驱动的伺服轴,定义为Y轴。齿轮切削过程中刀架进行窜刀运动,延长刀具的适用寿命。(6)刀架上下直线运动:用于在齿轮切削过程中,刀架的上下移动,由数控系统控制,NUM电机编码器作为半闭环位置控制,伺服控制器驱动的伺服轴,定义为Z轴。
图1为YK3132Z-D六轴全直驱数控滚齿机的运动部件示意图,自动上下料系统,润滑系统,液压系统这里不做介绍。

图1 YK3132Z-D六轴全直驱数控滚齿机的运动部件示意图
2 NUM Flexium+数控系统适用于YK3132Z-D六轴直驱数控滚齿机的主要功能
刀架主轴使用内装式力矩电机,工作在使用大扭矩力矩电机,机床的电子齿轮箱,全闭环控制等先进技术的应用,完全取代了传统机械式滚齿机的齿轮箱、挂轮箱、花键轴、螺旋伞齿轮、涡轮副等零部件,彻底消除了传动链误差,从真正意义上实现了直驱技术在滚齿机上的应用。由于直驱技术的成功应用,道具主轴转速可达2000rpm。工作太主轴转速可达280rpm,以上相比传统滚齿机提高了一个数量级,较传统滚齿机在效率上有无可笔记的优越性。
电子齿轮箱的应用可由以下公式进行量化。
即:
d(c)=Kb*d(b)+Ky*d(y)+Kz*d(z)
Ks=K/z
Kz=cosα*360/PI*Mn*z
Ky=cosβ*360/PI*Mn*Nd
K:滚刀头数;z:被加工齿轮的齿数;Mn:被加工齿轮的模数;α:被加工齿轮的压力角;β:刀具的螺旋角。
利用NUM Flexium+开放性的人机界面(HMI),我们独立开发了滚齿机专用的图形化人机界面(如图2),无需人工编程,直观易用,功能强大。用户可在数小时简单培训后进行操作机床。该软件可实现工件数据的数据库管理,对以往加工过的零件,直接调用加工数据即可开始加工,极大的提高了工作效率。
3 便捷的加工模式
在NUM Flexium+系统中,C轴B轴X轴Y轴Z轴的联动关系已做成相应的G代码指令,只需用大家熟悉的G代码指令就可以完成齿轮加工程序的编写。
相对应的G代码指令如下:
(1)G81 Dxx K+/-xx [Pxx] [Qxx] [Rxx] :确立C轴和B轴Z轴的同步联系关系。
Dxx:被加工齿轮齿数 Pxx:被加工齿轮螺旋角
K+/-xx:刀具头数及旋转方向 Qxx:被加工齿轮模数
Rxx:允许的同步跟随误差
(2)G85 Dxx K+/-xx Pxx Qxx:确立C轴和B轴Y轴间的同步联动切削关系。
Dxx:被加工齿轮齿数 Pxx:刀具螺旋升角
K+/-xx:刀具头数及旋转方向 Qxx:被加工齿轮模数
(3)G180 RO:取消所有的同步联动切削关系。
(4)G180 R81:取消G81确立的同步联动关系,即C轴于B轴Z轴的同步联动关系
(5)G180 R85:取消G85确立的同步联动关系,即C轴于B轴Y轴的同步联动关系
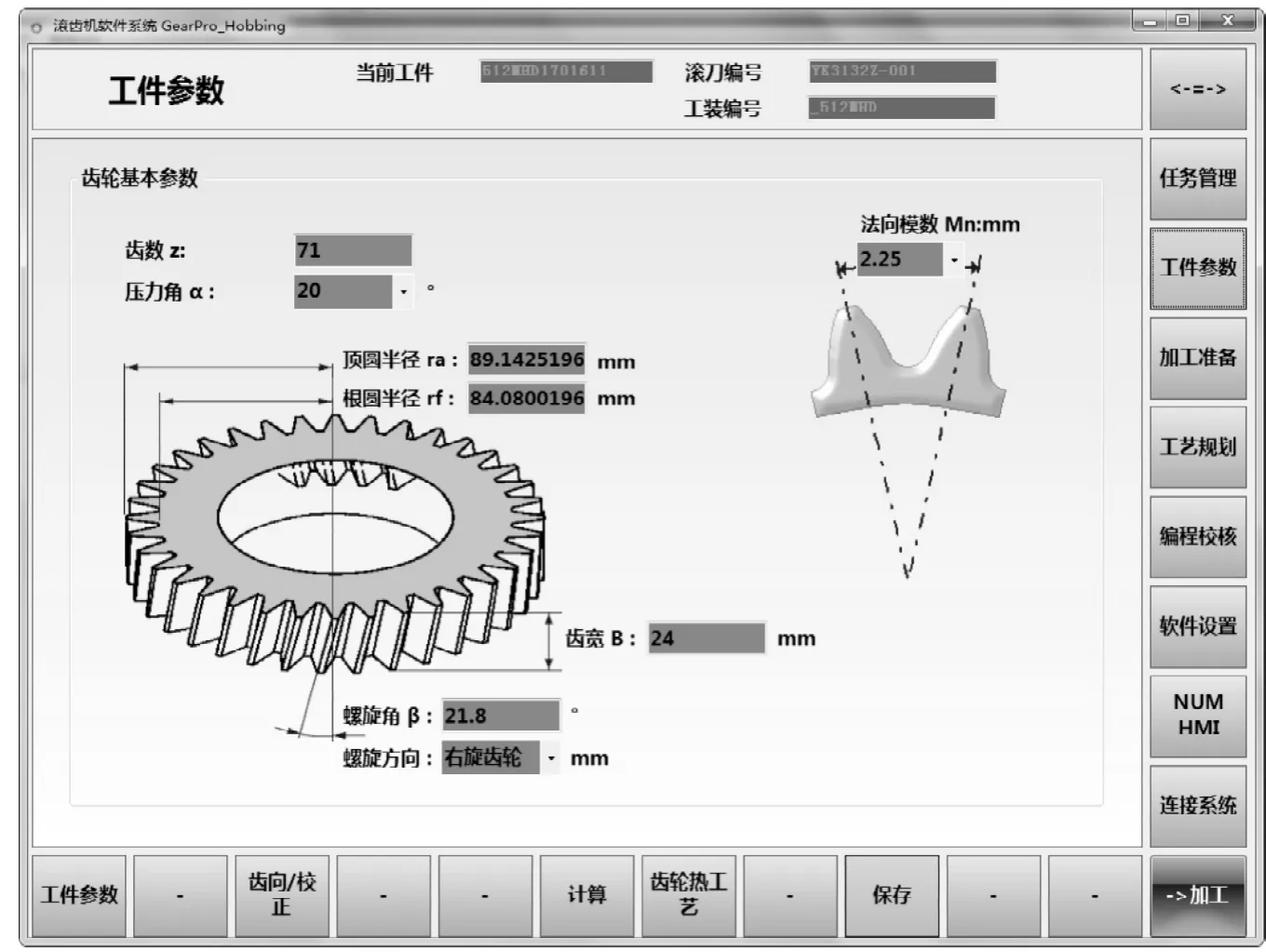
图2 滚齿机专用的图形化人机界面
4 结语
NUM Flexium+数控系统的介入,为数控滚齿机历史打开了一道崭新的篇章。Flexium+数控系统的稳定性,开放性使得我们能够使用更加先进的加工技术。直驱技术的运用,电子齿轮箱的运用,开放性界面的应用,极大的提高了加工效率,为齿轮企业减少了大量的用人成本,间接为企业创造了更多的利润。
猜你喜欢
设备管理与维修(2020年23期)2021-01-04
制造技术与机床(2019年11期)2019-12-04
设备管理与维修(2019年12期)2019-10-26
中小企业管理与科技(2019年22期)2019-09-09
重庆工商大学学报(自然科学版)(2018年4期)2018-07-10
制造技术与机床(2017年3期)2017-06-23
制造业自动化(2017年2期)2017-03-20
光学精密工程(2016年6期)2016-11-07
装备制造技术(2016年7期)2016-09-26
制造技术与机床(2016年3期)2016-08-31