
圆锯片受热时的应力变化规律
2018-06-13 08:47:06邵鸿丽孟凡伟郭继富
天津冶金 2018年1期
邵鸿丽,孟凡伟,郭继富
(唐山冶金锯片有限公司,河北唐山063020)
1 前言
随着科技的进步,对各类工程材料的要求越来越高,其中管坯、钢管、钢轨等产品中不锈钢、高压锅炉管、油井管、高温合金、钛合金等难加工材质的应用越来越广泛,也为石油钻探、能源发电、航空航天等领域的发展提供了基础支撑。在无缝钢管行业,一般使用硬质合金齿圆锯片对轧制后的钢管进行切头、切尾及定尺锯切,该类锯片的生产及应用已日趋成熟。难加工金属材料的共同特性有高硬度、高强度、高塑韧性、低导热性等,锯切时阻力大,产生的锯切热量多,硬质合金锯齿常发生快速磨损和破损,锯片容易因受热失去刚性,锯切难度很大。另外,国内钢管生产企业大多生产节奏快,冷床面积有限,高温轧制的钢管得不到有效冷却就进行锯切,同时锯片的冷却措施不到位,给锯切带来很大的困难[1]。
唐山冶金锯片有限公司作为锯片生产行业的龙头企业,已有六十年的制锯历史,现场经验丰富,具备足够的人力和物力来开展相关的实验研究,解决客户的锯切难题,给客户降低成本。
2 片体受热对锯切质量的影响
硬质合金齿圆锯片在使用时,常见的失效形式有锯齿磨损(图1)、锯齿破损(图2)、片体瓢曲变形(图3,示意图)、片体裂纹(图4)等,而瓢曲变形是片体受热失效的最直接表现,同时受热也会间接导致片体裂纹、锯齿破损的情况发生[2]。
在普通材质的锯切过程中,切削阻力小,合理的齿形设计保证切削热量大部分被切屑带走。难加工材料的锯切,由于其切削阻力大,锯齿和钢管之间摩擦严重,切削热量快速生成,而难加工材料本身导热系数小,热量不能得到快速疏散,大部分通过锯齿向片体传输。随着片体温度的不断升高,预加应力难以保证片体具备足够的刚性,片体开始摆动,参与切削的锯齿左右“跳动”,锯齿磨损加剧甚至出现破损,锯切到最后片体失去刚性“变软”,出现瓢曲,严重时可出现裂纹[2]。
由以上来看,热量是影响锯切质量的关键因素,而温度是热量的量化体现,想要改善锯切质量,就需要了解片体温度与应力和刚性的对应关系。

图1 锯齿磨损

图2 锯齿破损

图3 片体瓢曲变形示意

图4 片体裂纹
3 受热实验
3.1 实验锯片
锯片规格:外径Ф1760 mm、厚度9 mm、齿数216;使用数量,3片;片体材质,8CrV,其化学成分及硬度见表1。

表1 实验锯片化学成分及硬度
3.2 实验设备
选用公司自制的端跳应力检测机(图5),锯片法兰盘Ф500 mm,检测应力时加载位移3 mm。锯片片体使用两把手持火焰切割枪加热(图6),一把红外测温枪测量温度(图7)。

图5 自制端跳应力机

图6 手持火焰切割枪

图7 红外测温枪
3.3 实验方案
三张锯片原始预加应力设置为低、中、高三档,加载应力大小用加载位移来表示。两把火焰切割枪的片体两侧同时加热,加热位置为齿尖以内400 mm宽的环带,该环带为锯切时片体与钢管的摩擦区域,属升温带,且温度从齿尖向内逐渐变低。在片体径向方向设置四点测温点(图8),位置1距齿根约100 mm,位置2距齿根约250 mm,位置3距齿根约400 mm,位置4为法兰盘边缘。
片体升温前,先检测初始状态应力情况,随着片体的升温,每间隔10℃左右检测一次片体的应力值并观察片体刚性变化情况。

图8 测温点位置
4 试验结果
高档原始预加应力的锯片,初始应力范围+0.60~+0.80 mm,片体温度20℃,升温过程检测记录见表2。

表2 高档应力值锯片升温过程检测记录

表3 中档应力值锯片升温过程检测记录
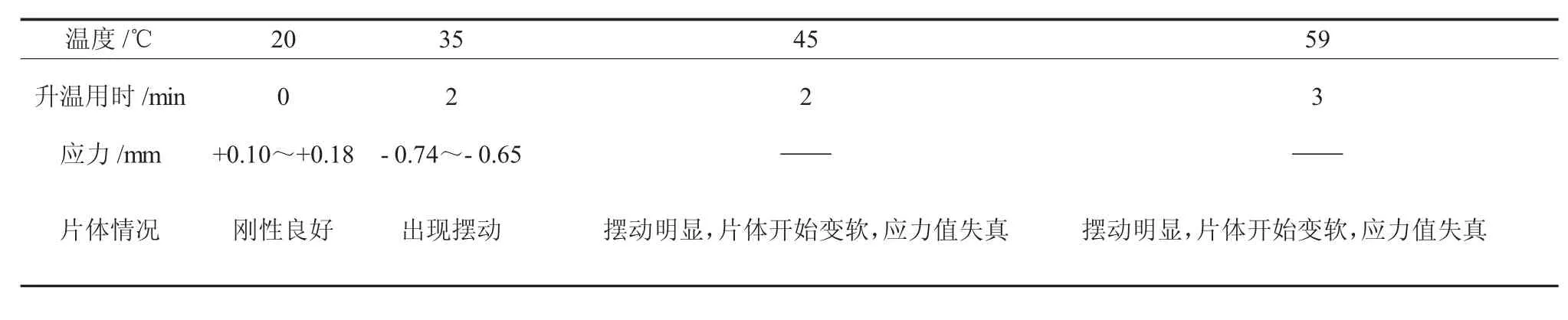
表4 低档应力值锯片升温过程检测记录
中档原始预加应力的锯片,初始应力范围+0.30~+0.50 mm,片体温度20℃,升温过程检测记录见表3。
低档原始预加应力的锯片,初始应力范围+0.10~+0.25 mm,片体温度20℃,升温过程检测记录见表4。
5 分析与结论
(1)在片体厚度、外径等参数相同的情况下,初始应力越大,片体升温越慢,抵抗变形的时间越长,对锯切是有利的。
(2)初始应力不同,片体出现变形的温度不同,即初始应力范围为+0.10~+0.25 mm时,当片体温度达到45℃后就开始变软瓢曲,而初始应力范围为+0.60~+0.80 mm时,当片体温度达到60℃后才开始变软瓢曲。
(3)对锯切寿命来说,大的初始应力是有利的,但考虑到锯片加工过程中的难度,不能单单依靠增大应力来延长锯切寿命,还应从片体厚度、片体材质、齿形、冷却条件等方面考虑解决难加工材料或高温工件的锯切难题。
[1]韩会杰,郭继富,张艳龙,郭颖.金属热切圆锯片裂纹产生原因分析及预防[J].机电设备,2008(1):35-36
[2]李黎,习宝田,杨永福.圆锯片横向变形与加工表面锯痕高度[J].北京林业大学学报,2007(1):141-145
猜你喜欢
船海工程(2023年4期)2023-08-18 05:42:14
石材(2022年4期)2022-06-15 08:55:26
天天爱科学(2021年10期)2021-10-11 13:14:17
广东造船(2020年2期)2020-05-25 02:49:16
装备制造技术(2018年6期)2018-08-04 07:19:58
重型机械(2016年1期)2016-03-01 03:42:06
精密制造与自动化(2015年4期)2015-11-27 03:37:28
焊接(2015年12期)2015-07-18 11:13:04
船舶与海洋工程(2015年3期)2015-01-01 02:23:00
意林·少年版(2009年7期)2009-07-08 09:28:36
