用于核级机箱生产的自动焊接系统
2018-06-12 01:56楼永德
自动化仪表 2018年6期
楼永德
(上海自动化仪表有限公司,上海 200245)
0 引言
中国核电事业发展迅猛,不但国内核电需求巨大,而且作为中国的新名片,核电更担负着“走出去”的重任。在核电控制系统的建设中,需要大量使用高质量的钣金机箱。
虽然钣金机箱对于核电而言并非核心生产技术,但对于保障核电安全十分重要。机箱生产在核电设备中的技术层级不高,却同样要执行核电焊接标准,生产中缺少技术过硬的焊接工人;而面对高速发展的核电事业,焊接效率也显现了疲态。对于多样化、小批量的生产需求,生产企业迫切需要可以减少人工干预、提高生产速度的自动化设备[1]。
1 手工焊接在核电机箱生产中的缺陷
手工焊接在核级机箱生产中的缺陷主要体现在质量和效率两个方面[2]。
根据核电设备焊接的相关标准要求,经过焊接工艺评定后形成的焊接工艺规程,详细规定了与焊接生产有关的大量技术参数。其中,焊接电流、电压以及焊接速度是较为关键、同时也是较难控制的技术参数。在手工焊接中,由于手势关系,电流和电压会持续波动,有时波动超出了规定范围,而焊工却不能发现;焊接速度在工艺规程中以每分钟焊接多少厘米来表示,在实际生产中也很难监控。因此,手工焊接在核级机箱生产的质量管理中存在困难。
在手工制造中,通过减慢生产速度,可以在一定程度上提升质量。由于核级机箱生产的质量要求较高,焊工在实际焊接中也是“精雕细琢”。比如不锈钢机箱的边角,由于不锈钢机箱焊接完成后不作喷漆处理,因此对边角焊接的要求格外严格,要求焊接后边角保持直角;一旦发生失误,无法补救,只能报废。因此,这类焊缝的生产效率很低。
2 自动焊接的优势和局限
2.1 自动焊接的优势
自动焊接的原理是事先设定好焊接技术参数,包括焊接时的电流、电压等[3];同时,设定好焊枪的运行轨迹及运行速度[4]。开始执行后,焊枪将严格按照设定的路径和速度进行移动,同时,电流及电压也比较稳定,得到的焊缝质量相同且外观整齐。由于机械运动可以避免手工操作中的不稳定。因此,焊接速度可以大幅提高。通常,手工焊接的速度是1.6~2 mm/s,而自动氩弧焊速度通常设定为4 mm/s,自动气保焊速度更是可以达到40 mm/s。
2.2 自动焊接的局限
自动焊接虽具有以上优势,但也具有一定的局限性。首先,由于焊枪只会严格按照设定路径运动,因此,工件尺寸必须具有较好的一致性;其次,自动焊接前必须准备合适的工装和焊接路径的编程,这需要一定的时间。因此,自动焊接通常用于大批量生产。
对于核级机箱的焊接,工件的一致性尚可保证,但一次生产完全相同规格的情况很少。核级机箱的生产特点是:总量大、品种多,同品种数量少。所以,自动焊接应用于核级机箱生产时,必须克服上述局限性。
3 机器人自动焊接系统搭建及验证
3.1 机器人自动焊接系统的设计与搭建
采用工业机器人驱动焊枪运动,可提高自动焊接系统的适应性[5]。传统的自动焊接系统一般都是框架结构,在框架上布置电机、导轨、传动系统等机械装置,焊枪在这些机械部件的带动下在三维空间中运动。这样的结构比较适合于平焊位,其他位置的焊接会使结构变得很复杂,难以满足较大工件的需求。随着工业机器人技术的日趋成熟,工业机器人不再是汽车航天的专属配置。六轴机器人的手腕活动更为灵活,能满足复杂形状的焊缝和工件的生产,同时也能适应不同位置的焊接[6]。机器人可以通过专门的编程语言对不同形状的焊缝进行快速编程,并通过示教功能来编制运动路径,缩短编程时间,提高重复精度。
采用柔性工作平台及柔性工装,可缩短不同工件在焊接前的工装准备时间。在焊接工作平台上,设有大小、间距相等的定位孔;在模块化的工装上,设置有同样的定位孔。通过定位销,可以实现工装模块的任意组合,并在工作平台上任意位置快速安装,从而避免了传统工装夹具加工时间长、功能用途单一的缺点。工装模块有多种形状,可通过类似于搭积木的方式灵活组合,以满足大部分焊件的定位需求。机器人可以360°工作,因此,将机械臂设置在工作平台的中央。这一方面可以充分利用机械臂的工作空间,另一方面可以在工作平台上放置更多种类的模块工装组合,避免工装的反复拆装,从而进一步缩短工装准备时间[7]。
设计制作PLC控制柜,可简化系统操作。六轴机械臂通常使用自带手操器中的菜单及各种命令来进行操作,对于普通工人而言,复杂程度较高;而且在整个自动焊接系统中,会有各种设备需要协同工作。为了便于控制、简化操作,可设置一台PLC控制柜。它就相当于整个系统中的指令中枢。自动焊接系统中的设备包括机器人、焊机、夹具、屏蔽门等。其均由PLC控制柜统一协同控制,并将常用的操作以按钮和指示灯的形式呈现在面板上,不但可以简化操作,同时也使整个自动焊接系统更易于控制。系统中所有设备的工作指令全部由PLC控制柜给出。其操作面板包括:电源操作、机器人操作、焊机操作、夹具操作、屏蔽门操作和急停按钮。进行机器人操作时,先在机器人中预置工作程序,然后通过PLC控制柜面板来进行选择,从而大幅降低操作工人的操作难度。夹具动作采用气动模式,PLC控制柜给出开关量电信号,控制电磁阀开闭,从而实现夹具的夹紧与松开。
采用气保焊工艺,可适度弥补工件的一致性偏差。在钣金生产过程中,偶尔也会出现加工偏差。这个偏差不一定会影响产品质量,也不会影响到手工钨极氩弧焊接,但会影响到机器人自动焊接,引起焊接质量问题。机箱生产中常用的焊接方法是钨极氩弧焊,有自熔焊和填料焊两种方式。自熔焊熔深较深,焊缝余高较小,很适合箱体侧板的焊接。但自熔焊应用于自动焊的条件是工件一致性偏差必须小于0.05 mm,这对于钣金加工的要求过高。如果采用填料焊的方式,工艺复杂程度极高,很容易产生焊丝与工件粘连的问题。为了解决这一问题,可使用气保焊。气保焊自动化程度高,其送丝速度与焊接电流关联,不容易粘丝,焊接中自动填料有一定宽度,足以覆盖加工引起的偏差。此外,气保焊焊接效率很高,其焊接速度约为钨极氩弧焊的10倍。
除了这些关键设备的配置,还需要设置保护装置,如工位围栏和防弧光屏蔽门。由于机器人在运动时动作较快,为防止机器人工作时有人误入,可在工位外围设置围栏[8]。为防止机器人以及弧光对操作工人安全的危胁,可同时在工作台周围设置防弧光屏蔽门[9]。屏蔽门通过气缸上、下运动,由PLC进行控制,焊接时强制升起。同时,还可以在工位中设置货架,用于放置工装夹具;设置钳工作业台,用于进行一些简单的手工加工等。
3.2 机器人自动焊接系统工作性能验证
通过试生产,可以对整个自动焊接系统作出实用性评估。以核级小机箱为代表,其总量大、规格多,焊缝类型包括对接焊缝、角焊缝、塞孔焊等多种常见类型。以50台小批量核级小机箱焊接为例,人工焊接不需要准备工装夹具,也无需编程,焊接总耗时12.5 h,平均每台耗时15 min。机器人自动焊接则需要准备工装夹具,耗时15 min;机器人编程耗时30 min,示教耗时20 min。这属于焊接前准备工作,完成后即可连续生产。上下料与焊接焊缝总耗时60 min,累加得出机器人自动焊接总时长为2.08 h,工作效率较人工焊接提高5倍左右。人工焊接与自动焊接操作时间比较如图1所示。
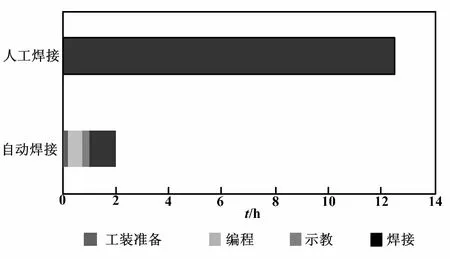
图1 人工焊接与自动焊接操作时间对比图Fig.1 Comparision of operation time of manual welding and automatic welding
效率平衡点示意图如图2所示。设人工焊接1台机箱需要15 min,机器人自动焊接前期准备时间为65 min,1台机箱焊接的时间为1.2 min。通过计算可以得出,效率平衡点为5台。也就是说,生产量大于等于5台,自动焊接即可提高生产效率。由此说明,此机器人自动焊接系统可适用于多样化、小批量的柔性生产。

图2 效率平衡点示意图Fig.2 Schematic diagram of efficiency balance points
对完成的焊件进行质量检验,目视检测余高约为1 mm,焊缝整齐,无裂纹、未焊透、密集气孔、夹杂物、咬边、塌陷等缺陷,且一致性很好。根据工艺要求,将焊缝磨平后进行渗透检验,结果完全合格。
4 结束语
本文所阐述的机器人自动焊接系统,通过工业机器人来驱动焊枪运动,通过PLC控制来简化操作,并采用柔性工作台和工装以及气保焊工艺来提升适用性,使整个自动焊接系统具有焊接效率高、焊缝质量好等优点。针对核级机箱生产总量大、品种多、同品种数量少的特点,该系统完全可以替代人工焊接。该系统为自动焊接在小批量生产领域中的应用提供了一种解决方案。
参考文献:
[1] 郑三.浅谈钣金柔性自动化生产线[J].产品与技术,2014(4):94.
[2] 苟建军.基于改进GA-BP算法的SMAW工艺参数的优化[D].包头:内蒙古科技大学,2015.
[3] 邹勇,蒋力培,薛龙,等.管道全位置焊接机器人人祝交互系统[J].电焊机,2009(4):56-58.
[4] 张撼鹏,黄鹏飞,殷树言,等.新型低能量输入电弧焊接系统的研制[J].电焊机,2007(2):37-39.
[5] 张厚宝.基于ARM的焊接机器人控制器的研究[D].南昌:南昌大学,2015.
[6] 徐鹏.3-RRRT并联机器人传动性能研究与尺度综合[D].天津:天津理工大学,2009.
[7] 侯伟.工装全生命周期管理关键技术研究与实现[D].西安:西北工业大学,2006.
[8] 胡国雨,段国强.关于焊装生产线机器人布局的研究[J].福建质量管理,2016(2):1.
[9] 欧则兵.电弧焊弧光幅射的危害与防护[J].电焊机,2011(11):51-52.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
微型计算机(2016年3期)2016-03-16
Coco薇(2015年10期)2015-10-19
组合机床与自动化加工技术(2014年12期)2014-03-01
现代计算机(2009年9期)2009-12-02