浅谈邯钢邯宝炼钢厂钢包湿法喷补工艺的应用
2018-06-11 10:07张征辉
丝路视野 2018年32期
张征辉
【摘要】文章以湿法喷注技术机理为根据,讨论了该类型喷注方法的技术改进和施工流程,根据钢包现状提出优化方案后选取相应的方案,从而获得较好的使用效果。
【关键词】湿法喷注;技术改进;施工流程
邯钢邯宝炼钢厂钢包公称容量为250t,总数为26个。钢包承受的钢种多而复杂,截止目前,已冶炼钢种有200多个,其中优钢比达90%,钢包内衬所承受的出钢温度波动在1640℃,出钢温度在1640℃以上的钢种占48.21%,如700梁钢出钢温度达1670℃,个别情况下甚至高达1710℃。钢水在钢包内停留时间长,每包钢水均需经吹氩合金化处理,耗时15min左右,按50%钢水需经LF炉处理,耗时45min;还有95%钢水需经RH炉真空脱气处理,耗时45min不等。铸机浇注时间为40min,从转炉出钢至连铸浇钢完毕钢水在钢包内停留时间平均在180min,最长停留时间(需RH炉处理)达240min。
对钢包的一个包役而言,其包底与渣线工作层均可以进行多次更换和维护,而包壁的更换意味着该钢包包役寿命的终结。鉴于包壁工作层的寿命是制约钢包寿命的关键因素,对包壁采取修补维护措施,延长包壁工作层的寿命对提高钢包的寿命十分关键。
邯宝250吨钢包渣线正常使用寿命46~48炉,包底在70炉左右进行修补,包壁在90炉左右第二次换渣线时对包壁上部进行涂抹修补,115炉左右换透气砖时用高铝砖对包壁进行贴补维护,钢包总寿命在137炉左右。
采用高铝砖贴补包壁虽然具有施工简单,不需要专门设备的优点,但贴补高铝砖的使用效果较差,使用十多炉后,贴补的部分高铝砖陆续从包壁上剥离下来,而部分高铝砖在钢包整体下线时,仍然保持较多的残厚,且与包壁结合紧密。由于贴补高铝砖部分剥落,部分保留下来,将保留下来的高铝砖从包壁上剥离也是很困难的,因此包壁采用高铝砖贴补维护办法,在一个包役内无法实施二次贴补施工,只能实施一次。包壁贴补高铝砖这种修补维护方法,限制了邯宝钢包整体寿命的提高。
一、湿法喷注产品介绍
(一)湿法喷注技术及优缺点
耐火材料的湿法喷注技术是指先将耐火浇注料与水混合搅拌成可泵送的泥料,然后通过泵送设备及软管的输送,再借助压缩空气和促凝剂的作用,使泥料附着到受喷衬体上的一种新型施工方法。相对于半干法和其它施工方式,湿法喷注技术具有以下优点:(1)喷注设备体积小,对施工场地面积无特殊要求。(2)加水量少且可以控制,不产生粉尘,施工场所的环保性能大大提高。(3)喷注料的附着率高,物料浪费少;喷注料的附着率大于等于95%,比半干法喷补料的附着率高10%以上。(4)包壁变质层无需清除,只需对清理包壁砖表面的残钢、残渣即可,节约喷注维护材料量。(5)施工效率高,喷注三至四吨料耗时仅1小时左右。(6)喷注形成的新衬体均匀致密、不分层,其物理性能及使用性能可与振动成型浇注料相媲美。(7)通过对包壁进行喷注修补维护,使包壁的侵蚀达到均衡侵蚀,提高钢包寿命,有利于降低钢包的吨钢耐材消耗。
(二)湿法喷注产品理化指标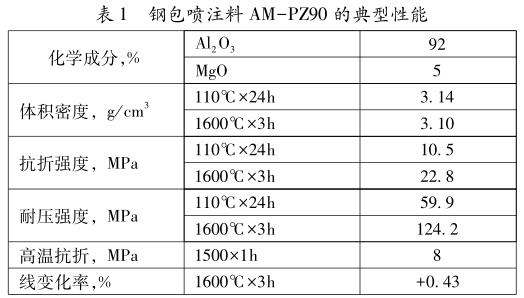
二、噴注施工工艺规程
(一)钢包湿法喷注料对生产现场的要求
首先,施工现场必须有压缩空气,要求压缩空气压力大于0.4Mpa。其次,施工现场必须有380V电源,电源功率大于10KW。最后,施工现场有水源,可以满足搅拌泥料的生产用水即可。
(二)钢包包壁喷注施工流程
(1)清理干净钢包包壁工作层表面浮渣、冷钢和清理钢包包底各种杂物。(2)联接喷注机、促凝剂泵和搅拌机需要的压缩空气和电源,准备好输料管等。(3)准备好润滑剂,倒入输料管,润滑管道,然后连接好输料管。(4)把喷注料倒入搅拌机内,加约6%的水搅拌均匀,倒入喷注机,开启喷注机和促凝剂泵,等到泥料到达喷嘴处时,先把润滑剂喷出去,再开启压缩空气喷注,然后根据泥料的硬化速度调节促凝剂泵的流量,即可持续喷注。(5)喷注时,喷枪手手持喷枪垂直于受喷面,距离为0.5~1米,来回移动喷注,尽量保证受喷面的平整,喷涂厚度可以根据现场要求进行施工,一般在100毫米左右。(6)施工完成后依次关闭喷注机、促凝剂泵和压缩空气,停止施工。(7)喷注结束后,先冲洗喷注设备内部,设备内部冲洗干净后,在料斗内加水,启动泵,泵水冲洗管道,若无法用泵冲洗管道,则需要使用细水管冲洗管道。管道要尽快冲洗干净,防止泥料在管道内硬化。(8)施工作业结束后,对包底回弹的部分料进行清理(正常情况下反弹料不超过2%),然后静置养护12小时以上即可烘包;钢包喷注料的烘烤可以按后面提供的曲线,也可以按生产现场包底和工作层浇注时的烘烤曲线进行。
参考文献
[1]吴义坤.钢包干式喷补方法研究[J].华东冶金学院学报,1999(03).
猜你喜欢
卷宗(2016年10期)2017-01-21
卷宗(2016年10期)2017-01-21
物联网技术(2016年12期)2017-01-21
中华建设科技(2016年11期)2017-01-06
科学家(2016年3期)2016-12-30
中国高新技术企业(2016年31期)2016-12-22
科技视界(2016年21期)2016-10-17