某船发电柴油机主轴瓦孔现场电刷镀及研磨修复
2018-06-11 05:47:58朱新河
中国修船 2018年3期
刘 勇,朱新河
(大连海事大学,辽宁 大连 116026)
船舶柴油机在长期运转后或经机损事故后,会产生主轴瓦孔尺寸超差、中心线直线度超标等现象。如不及时恢复主轴瓦孔尺寸和中心线直线度,会为后期运行带来安全隐患。欲将变形的主轴瓦孔恢复至标准尺寸,需要在孔内表面涂覆足够厚度的覆层后再加工至要求尺寸。目前获得覆层的方法有堆焊法、热喷涂法、激光戎覆法、等离子熔覆法、电火花沉积法和电刷镀法等[1],加工方法有车间内镗床加工法和便携式工具现场加工法。现场电刷镀并利用假轴研磨轴孔可以快速、经济地修复损坏后的主轴瓦孔。
1 概述
2016年10月,某船在华南某船厂修理,其No.2发电动机主轴烧瓦,机座主轴瓦孔变形需要修理。该发电动机为卧式直列机,具体参数如下:型号,YANMAR 6M200L-UN;额定转速750 r/min;行程260 mm;缸径200 mm;主轴瓦孔内径170.000 mm,公差0.000~+0.025 mm:主轴瓦盖螺栓扭紧力矩500 N·m。
某公司以低价中标此单工程后,用假轴研磨的方法在机舱内现场修理主轴瓦孔,但交付后装配曲轴时,服务工程师对曲轴主轴颈与主轴瓦内表面接触情况用着色方法检查时发现:2#、5#主轴下瓦局部与对应主轴颈呈三角形接触;3#、4#主轴下瓦基本与对应主轴颈不接触。多次返工无果后,船东联系笔者重新对该机体进行检测并修复。
2 检测
技术人员携带磁粉探伤仪、激光自准仪、内径量表等量具达到现场后重新检查发现如下问题。
1)探伤没有发现裂纹等缺陷。
2)瓦盖与机体是齿面啮合,齿面着色检测发现呈局部接触,接触率不足50%,需要重新研磨齿面。
3)主轴瓦孔中心线直线度见表1和图1,主轴瓦孔内径检测数据表2。表2中A1、A2、B1、B2分别代表距离瓦盖搭口上下各20 mm处的测量点,C1、C2代表重直于瓦盖搭口方向的测量点。
4)机座上平面度检测数据见表3。

表1 YANMAR 6M200L-UN主轴瓦孔修前中心线直线度 mm

表2 YANMAR 6M200L-UN主轴瓦孔修前内径测量结果 mm

图1 YANMAR 6M200L-UN主轴瓦孔修前中心线曲线图

表3 YANMAR 6M200L-UN 机座上平面的平面度 mm
3 修理方案
根据CB/T3499-1993《船用柴油机机座修理技术要求》[2]规定:修复后机座全部主轴瓦孔同轴度不大于0.04 mm,相邻座孔同轴度不大于0.02 mm;机座上平面的平面度在1 000 mm×1 000 mm范围内不大于0.05 mm,全平面内不大于0.25 mm。[2]由以上检测数据可以发现如下问题。
1)瓦盖齿面没有处理,接触率不符合规范要求,装机后主轴瓦孔尺寸会在短期内产生变形,有安全隐患。
2)主轴瓦孔尺寸轻微超出标准要求。
3)主轴瓦孔中心线直线度超标较严重,轴线中间段下沉,这也是主轴瓦与曲轴着色不好的主要原因。
4)机座支撑面平面度在允许范围内。
经与船东及轮机管理人员交谈得知:前期修理时用的直轴较短仅可以跨4道轴孔,然后分多次逐孔研磨。在机座受损轴线本已下沉的情况下,短轴不能跨过全部主轴瓦孔,只能顺着原弯曲的孔心6线研磨,也就不能恢复主轴瓦孔的直线度了。
鉴于以上因素且在船东坚持继续使用假轴研磨修理的情况下,经慎重考虑后拟定如下修复方案:电刷镀主轴瓦孔内表面后用一条足够长的假轴研磨轴孔,并用激光自准仪复查主轴瓦孔中心线直线度。
4 修理过程
根据检测结果和修复方案,对该机体实施了如下修复过程。
1)根据机座长度、主轴瓦孔跨距、主轴瓦孔标准尺寸预先在车间内用厚壁无缝钢管磨削加工一条直轴。要求直轴长度足以跨过全部主轴瓦孔,且轴径分为169.83~169.85 mm与169.98~170.00 mm,这两个尺寸相互间隔交替。
2)机舱内现场研磨主轴瓦盖啮合齿面,直至齿面接触率达80%以上。
3)对下沉的主轴瓦孔现场电刷镀,要求镀层厚度比下沉量高0.03~0.05 mm。
4)用直轴轴颈为169.83~169.85 mm段配合用研磨砂和机油研磨瓦孔。
5)用直轴轴颈为169.98~170.00 mm段着色检查瓦孔内表面。
6)重复4)和5)程序直至全部瓦孔的均匀着色。如果有局部低点不能接触则应局部电刷镀处理,直至合格。
7)安装轴瓦盖并按标准力矩扭紧螺栓,再次测量主轴瓦孔内径。测量时应注意密集多点测量。
8)根据测量结果,孔径大的则电刷镀上轴瓦盖内表面,孔径小的则研磨上轴瓦盖,可以将轴瓦盖拆下扣在直轴上研磨,直至安装后测量合格。
9)自检合格后主轴瓦孔内表面刷镀快镍硬化层。
10)成品中心线直线度要求。全部轴瓦孔同轴度不大于0.02 mm,相邻轴瓦孔同轴度不大于0.01 mm。修复过程图片见图2。

(a)假轴着色检查主轴瓦孔 (b)假轴研磨主轴瓦孔图2 假轴研磨修复主轴瓦孔过程
5 成品检测
成品后松开轴瓦盖螺栓,清洁后重新安装并按标准力矩扭紧螺栓,用激光自准仪检测主轴瓦孔中心线直线度见表4和图3,主轴瓦孔成品检测数据见表5。
服务工程师再次着色检查主轴瓦外圆与主轴瓦孔内表面、主轴瓦内圆与曲轴主轴颈外表面的接触情况:着色均匀,轴颈与轴瓦均匀接触,验收合格。

表4 YANMAR 6M200L-UN主轴瓦孔修后中心线直线度 mm

表5 YANMAR 6M200L-UN主轴瓦孔修后内径测量结果 mm
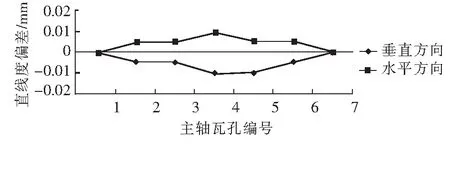
图3 YANMAR 6M200L-UN主轴瓦孔修后中心线曲线图
6 结束语
用假轴研磨修复主轴瓦孔有很多局限性,一般仅适用于小型机器且损伤不严重时的修理,而且效率低下、精度很难控制、对操作人员的手工技能要求很高。在受客观条件限制必须使用假轴研磨时,应注意以下3点。
1)直轴长度尽可能跨总瓦孔数量的2/3以上,如能跨全部瓦孔更好。
2)直轴要尽可能轻便的同时要有足够的刚度,保证其在加工、运输和使用过程中不会产生变形。
3)在条件允许的情况下尽量使用激光设备检测主轴孔中心线直线度以保证修复后的质量。
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
防爆电机(2021年2期)2021-06-09 08:14:44
工业加热(2020年8期)2020-09-14 09:03:08
电镀与环保(2018年1期)2018-04-04 05:21:18
制造技术与机床(2017年6期)2018-01-19 02:41:19
电镀与环保(2016年3期)2017-01-20 08:15:28
凿岩机械气动工具(2016年3期)2016-03-01 04:00:23
重型机械(2016年1期)2016-03-01 03:42:06
时代农机(2015年3期)2015-11-14 01:14:59
设备管理与维修(2015年10期)2015-01-06 07:47:52