曳引机永磁体粘接工艺改进
2018-06-08 01:40:20,
防爆电机 2018年3期
,
(1沈阳华誉地源热泵供热有限公司,辽宁沈阳 110000;2沈阳蓝光驱动技术有限公司,辽宁沈阳 110180)
0 引言
外转子曳引机的永磁体固定,一般采用机械夹紧和胶粘接的组合方式,固定在制动轮内表面上。永磁体装配过程中,先人工混合卡夫特K9001环氧A、B胶,重量比例1:1,混合均匀后涂在制动轮内侧,刮均匀,将隔磁块用十字槽沉头螺钉预安装在制动轮内圆周的相应等分位置,然后将预充磁的永磁体沿着制动轮内侧圆弧面,在两个隔磁块之间,从上至下推至与制动轮上端面平齐,N极与S极交替粘接,全部粘接完毕后,依次拧紧螺钉,固定永磁体,然后清理多余残胶,完成粘接,静置固化。本文根据曳引机永磁体粘接工艺的特点加以改进,论述了改进后的可行性。
1 永磁体粘接工艺优化方向
转子永磁体粘接工序完全靠人工混胶,涂胶,粘接,平均10~15分钟完成一台转子的永磁体粘接工序,效率偏低,并且,通过实测五台使用时间为一年的转子永磁体静态粘接强度,强度值非常离散,远低于此环氧胶的理论抗剪切强度,如图1所示。
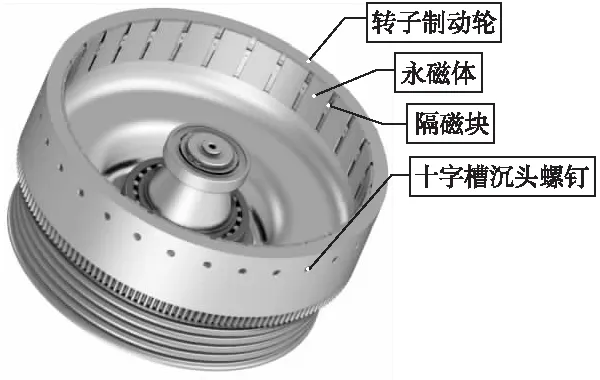
图1 转子永磁体粘接工序
工艺优化前,通过分析以上存在的问题,结合环氧A、B胶的特性和使用方法,确定以下优化方向:(1)胶的使用方法精益化、规范化;(2)更改永磁体固定方式,取消隔磁块,完全用胶粘接固定。
2 工艺优化可行性分析
2.1 胶的使用方法精益化、规范化
双组分环氧胶具有固化温度低,对外壳镀层损伤小等优点,但同时存在着需要严格按比例配胶、适用期短、不易实施机器施胶等缺陷[1]。因此,环氧A、B需完全按照重量1∶1的比例混合,才能达到最佳的固化及粘接效果。
永磁体及制动轮粘接面的清洁程度,也将极大地影响粘接效果,尤其是油脂类杂质。所以表面处理如何,在一定意义上说,决定了粘接质量[2]。
此外,预充磁的永磁体在粘接过程中,会出现刮胶现象。刮胶的后果是粘接的胶水量不可控及胶水量比预期的少,导致粘接强度不够[3]。在一定条件下,涂胶量越大,强度愈大。
在粘接完成后,为了加快胶水凝固,保证凝固的效果,在磁瓦与机壳之间施加一定的压力[4]。在胶水凝固的过程中,除了需要控制给磁瓦和机壳施加的压力外,还必须控制压力施加的时间也就是胶水的初固时间[5]。常温静置固化24h以上,温度越高,固化越快,固化时间不足将影响粘接强度。
使用过程中,可从以上四个方面,混胶比例,清洁度,涂胶量及固化时间优化粘胶工艺。
2.2 优化永磁体固定方式
目前永磁体固定方式多为机械固定和粘接相结合,操作繁琐,效率偏低,且机械固定对于永磁体抗剪切强度的贡献很小,如取消隔磁块和螺钉,用增强聚苯塑料隔磁条完成定位和隔磁,将简化粘胶操作流程,如图2所示。

图2 优化永磁体定位安装方式
3 试验验证
为验证优化效果,设计试验,对比优化前后的粘胶效率和粘接强度。对比实验由同一工人在同一时间段操作,具备验证条件后,由同一工人进行强度验证。
原工艺中,工人先在制动轮外圆周20个螺孔拧入十字槽沉头螺钉,然后分别取环氧A、B胶,目测比例1:1,初步混合均匀,简单擦拭制动轮粘接面后,在粘接面上均匀刮涂一层胶,然后将永磁体沿着制动轮上端面推入两个隔磁块之间,直到永磁体端面与制动轮端面齐平为止,固化时间为6小时。
新工艺中,工人仔细擦干净制动轮粘接面,用电子秤等量量取环氧A、B胶,搅拌胶体,翻滚5次,搅拌5次交替进行,使胶体混合均匀,均匀刮涂两层胶体,隔磁条与永磁体交替推到设计位置,全部粘接完成后,静置固化24小时以上。
新工艺中改进的要点在于混胶比例严格,粘接面清洁度高,涂胶量充足和固化时间足够,以及用隔磁条代替隔磁块和螺钉,简化了操作流程。
对比试验中用新工艺和原有工艺各粘接五台份转子,在粘接过程中,统计每台份的平均操作时间,分别固化完成后,利用工装采用吊拉的方式,使永磁体沿粘接面受拉力,测试常温静态下的永磁体抗剪切强度,得到对比数据见表1。
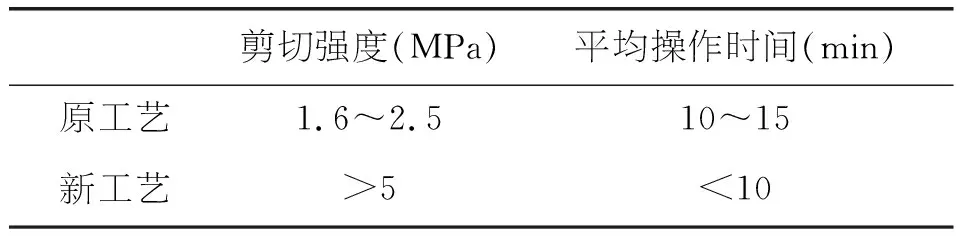
表1 新工艺常温常温静态下的永磁体抗剪切强度对比数据
4 结语
通过对曳引机永磁体粘接工艺进行优化,得出以下结论
(1)分析永磁体粘接工艺,影响效率的主要因素在于永磁体的固定方式,该新工艺在保证粘接强度的基础上,简化了固定方式,减少了该工序的操作时间;
(2)研究双组份环氧胶的粘接机理,只有精益化和规范化的使用才能达到最佳粘接效果,严格执行混胶比例、清洁度、涂胶量及固化时间等要求,获得了稳定的胶层抗剪切强度。
[1] 杨家明.起动电机永磁体粘接技术[J].中国粘胶剂,2009,9(4):36-37.
[2] 颜世明.永磁微电机磁瓦粘接的一些体会[J].微特电机,1996(2):34-35.
[3] 卢克,梁军虎,夏茹程.步进电机控制的磁瓦粘接机构设计[J].科技与企业,2012(17):345-346.
[4] 牛志钧.永磁电机制造关键工艺浅议[J].电机控制与应用,2007,34(4):59-60.
[5] 张传林,胡文静.稀土永磁材料的发展及在电机中的应用[J].微电机,2003,36(1):38-39.
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19 05:08:00
中国特种设备安全(2021年7期)2022-01-19 05:07:34
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
中国特种设备安全(2021年8期)2021-02-10 06:04:04
微特电机(2021年1期)2021-01-25 03:23:14
航空制造技术(2020年14期)2020-09-06 07:36:40
仪表技术与传感器(2020年5期)2020-06-11 07:01:10
中国特种设备安全(2018年11期)2019-01-08 02:08:42