电子电路的安装与焊接技术
2018-06-04 03:41王世成郭锐沈阳工学院信息与控制学院刘文宇国网辽宁省电力有限公司检修分公司
数码世界 2018年5期
王世成 郭锐* 沈阳工学院 信息与控制学院 刘文宇 国网辽宁省电力有限公司检修分公司
电子元器件的安装
1 元器件引线成型
为了使元器件排列整齐、美观,需要对元器件的引线进行加工,元器件引线成型的各种元器件引线成型应注意以下几点:
⑴ 所有元器件引线均不得从根部弯曲,根部容易折断,一般应留1.5mm以上。
⑵ 弯曲一般不要成死角,成圆弧状。
⑶ 要将元器件上有字符面置于容易观察的位置。
1.1 元器件插装
元器件插装有卧式插装法和立式插装法两种。
卧式插装法是将元器件紧贴印刷电路板插装。卧式插装法的优点是稳定性好,比较牢固。建议使用卧式插装法。
1.2 焊接工具和材料
1.2.1 电烙铁
电烙铁是焊接电子元器件的重要工具,直接影响着焊接的质量。电烙铁从结构上分为外热式和内热式两种,常用的有75W、45W、25W、20W等。选择电烙铁要根据焊接任务的不同,选用不同功率的电烙铁。一般焊接半导体元器件选用20W电烙铁即可。
新的电烙铁使用前要进行“上锡”。首先将烙铁头锉干净,然后把电烙铁通电加热,预热一会儿后将烙铁头粘上松香,再用烙铁头将焊锡丝熔化,使烙铁头上薄薄的镀上一层锡。防止电烙铁长时间加热因氧化使烙铁头被“烧死”,不再“吃锡”。
1.2.2 焊料
焊料是将被焊物体牢固的焊接到电路板上。焊料熔点比被焊物熔点低很多,否则容易和被焊物连在一起。
一般的电子元件用焊料是锡铅比例为3:2的焊锡,其低熔点仅为180摄氏度左右,用25W-30W的电烙铁就可以熔化。焊锡通常制作成管状焊锡丝,内芯有松香做助焊剂。
1.2.3 助焊剂
助焊剂的作用是去除焊件表面的氧化物,加热时防氧化,帮助焊料流动,减少表面张力,提高焊接质量。一般用松香(固态)或松香水(松香加酒精做的液态助燃剂)。
2 手工焊接方法
2.1 焊接的手法
焊接的手法为左手食指中指夹住焊锡丝,右手拿住电烙铁,烙铁头随着锡丝走。
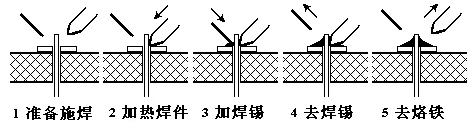
2.2 五步焊接法
正确的焊接方法是五步焊接法:准备施焊、加热焊件、加焊锡、去焊锡和去烙铁。
① 准备施焊:准备好焊锡丝,预热好电烙铁。
② 加热焊件:将烙铁头接触焊接点,使被焊引线和焊盘加热。
③ 加焊锡:当焊件加热到一定温度后,放上焊锡丝,焊锡丝能够立即沾附到被焊件上。
④ 加焊锡:当熔化一定量的焊锡后,将焊锡丝移开。
⑤ 去烙铁:当焊锡完全湿润焊点后,朝大约45°方向迅速移开电烙铁。
2.3 焊接要注意的事项
(1)对焊件要先进行表面处理
一般焊件表面都被氧化,需要表面处理,去除表面污迹,氧化膜等。采用机械刮磨或酒精清洗。
(2) 对元件引脚进行镀锡,对导线、引脚的焊接部位要进行焊锡润滑,也称上锡。
(3)焊料量的控制
焊点的焊锡量要适量,不可过多或过少。

(4)焊点的质量
焊接质量的好坏以焊点圆滑、光亮为好。
焊接前对线路板及元件的清洁除污:在对于一些较细线包引线、漆包线引线、纱包线引线等的焊接时,我们对引线绝缘漆层若采用削刮擦方法,则很容易将细引线削刮断或损坏引线。为此我们可将待需焊接的细引线头平放在一块玻璃板上,然后烙铁头沾少许松香,即可压在线头上来回压拖动,由于热量和松香的作用,其线头的绝缘层很快被擦去并能快速上好锡。在焊接多股纱包线引线时,往往是先用细砂纸将线外面包裹的纱层打磨掉才能上锡,但由于纱包线径很细打磨时易将线磨断。最好的方法是把纱包线头放在打火机先瞬间烧一下速度要快,然后放在玻璃板上再用烙铁头沾松香朝线头处拖拉上锡,这样就能保证多股线头不断股又能充分保证上锡的均匀光洁。
[1]魏艳.电焊工操作入门与提高[J].中国铁道出版社,2016
[2]刘伯鸿,李国宁,.电焊工操作入门与提高[J].西南交通大学出版社,2011
猜你喜欢
发明与创新·中学生(2021年5期)2021-11-08
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
Annals of Applied Mathematics(2020年4期)2021-01-19
电子制作(2018年19期)2018-11-14
科技风(2018年31期)2018-07-09
卷宗(2017年8期)2017-07-07
有色金属材料与工程(2015年2期)2015-12-18
科技与创新(2015年9期)2015-06-02
中学科技(2013年1期)2013-03-11
农村百事通(2009年4期)2009-03-02