
FANUC 0i-TD 系统基于伺服电动机主轴控制功能的实现
2018-06-02 06:48:29王宝平
制造技术与机床 2018年5期
王宝平
(北京发那科数控工程有限公司,北京100102)
广东某制冷设备有限公司使用的曲轴止推面磨床由国内某厂家生产,配置的是FANUC 0i-TD数控系统。硬件上主进给轴X轴和砂轮修整轴Z轴采用ai系列伺服驱动和伺服电动机,头架主轴(C轴)采用ai主轴伺服单元和串行主轴电动机,工件加工完成后采用了电气开关实现主轴定向的方式来实现头架停在一个固定的位置,定向效果不是很稳定,需要经常对主轴传动部分进行维护。为此该公司委托笔者公司进行头架主轴电气系统部分改造,解决目前机床存在的问题。
1 系统改造方案
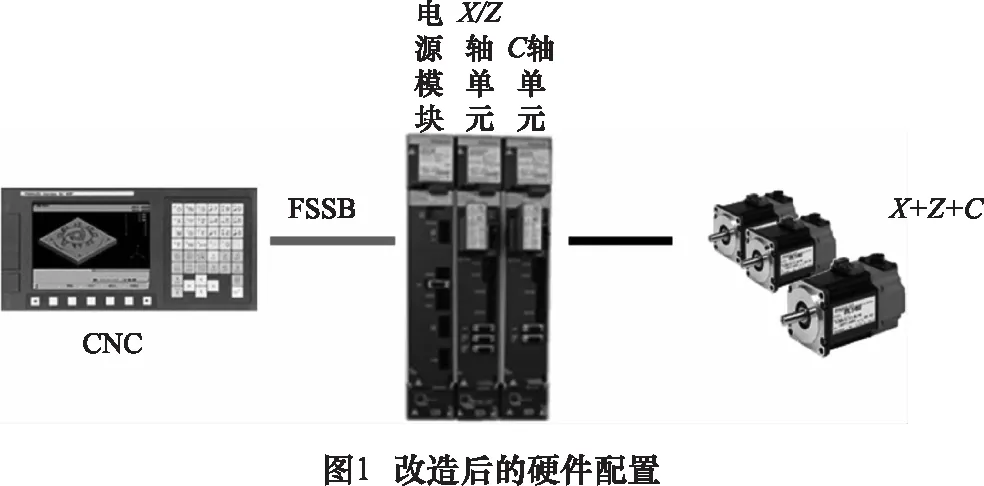
硬件上保留FANUC 0i-TD系统、主进给轴X和砂轮修整轴Z轴的ai系列伺服驱动和伺服电动机部分,头架部分采用bi伺服驱动和伺服电动机代替原ai主轴伺服单元和串行主轴电动机,改造后的硬件配置见图1;软件上系统增加伺服电动机主轴控制功能A02B-0320-J978,通过对原机床系统PMC程序和主加工程序进行合理修改来实现工件加工过程中头架旋转的速度功能和工件加工完成后头架定向的功能,从而满足加工要求。
2 头架主轴动作原理分析
2.1 头架主轴的基于伺服电动机主轴控制功能前的系统控制
头架主轴除了实现头架旋转的速度功能和定向的功能外,在实际机床操作中操作者还可以通过机床操作面板选择在系统手动方式下通过接通第3轴的正反向方向信号或者在手轮方式来通过手轮操作使头架慢速正反方向旋转,来方便更换工装或者设定头架的机床零点(参数1815对应位;机床零点就是定向的位置),这部分的系统PMC程序编制和参数设定比较简单这里就不再进行介绍了。
2.2 头架主轴的基于伺服电动机主轴控制功能
2.2.1 主轴旋转控制
主轴旋转控制,即主轴的速度控制。通过两种方式可以对伺服电动机主轴进行速度控制,执行指定主轴旋转指令的S 指令。第一种是基于程序的指令;第二种是基于信号的指令。
(1)基于程序的指令
在指令 G96.4 之后,伺服电动机主轴进入旋转控制方式。一旦指令了SV 旋转控制方式后,在解除SV 旋转控制方式之前S 指令对此伺服电动机主轴有效。要解除 SV 旋转控制方式,需要指令主轴分度指令G96.1/G96.2。
(2)基于信号的指令
通过处理 SV 旋转控制方式信号
(3)关于指令的几点说明
①主轴速度指令输出:进入 SV 旋转控制方式后,进行与通常的速度指令(S 指令)相同的设定。此外,不需要基于下列输入信号的顺序:*ESPA、MRDYA、SFRA。
②主轴速度输出的停止条件:可通过指定*SSTP 为0、指令S0 或主轴分度指令使主轴速度指令输出为0。
本机床改造中使用基于信号的指令,通过M03和M19来接通及断开G521.2来实现和取消主轴旋转控制功能。
2.2.2 主轴定向控制
(1)基于程序的指令(有R指令)
通过G96.1 进行主轴分度时,在主轴分度结束时解除SV 旋转控制方式。
格式:G96.1 P_ R_ ; 等待主轴分度结束,结束后开始下一个程序段的动作。
P :指令主轴选择。
R :停止角度[deg][0~参数(No.1260) ]。
例如: M03 S1000 ; … 在S1000 下正转。
G96.1 P0 R180. ; … 旋转在180°的位置停止。
(2)基于信号的切换指令
基于SV 旋转控制方式信号
(3)各轴的主轴分度中信号 SPP1~SPP6
[分类]输出信号。
[功能]此信号通知各轴的主轴分度正在执行中的事实。
[输出条件]主轴分度尚未完成时为‘1’;主轴分度已经完成时为‘0’。
本机床改造中使用基于信号的切换指令,在执行M03来接通G521.2实现主轴旋转控制功能前提下通过执行M19断开G521.2(‘1’→‘0’)来实现头架的定向(C轴正向返回机床零点)。
3 主加工程序用到的辅助功能代码及PMC程序
3.1 辅助功能代码
M03 S300;头架以300 r/min的速度开始正转。
M19;头架旋转停止开始定向。
3.2 PMC 梯形图
PMC梯形图见图2。
4 需要设定的参数
基本伺服参数设定见表1。

表1 基本伺服参数设定
基本主轴参数设定见表2。
基于伺服电动机主轴功能参数设定见表3。
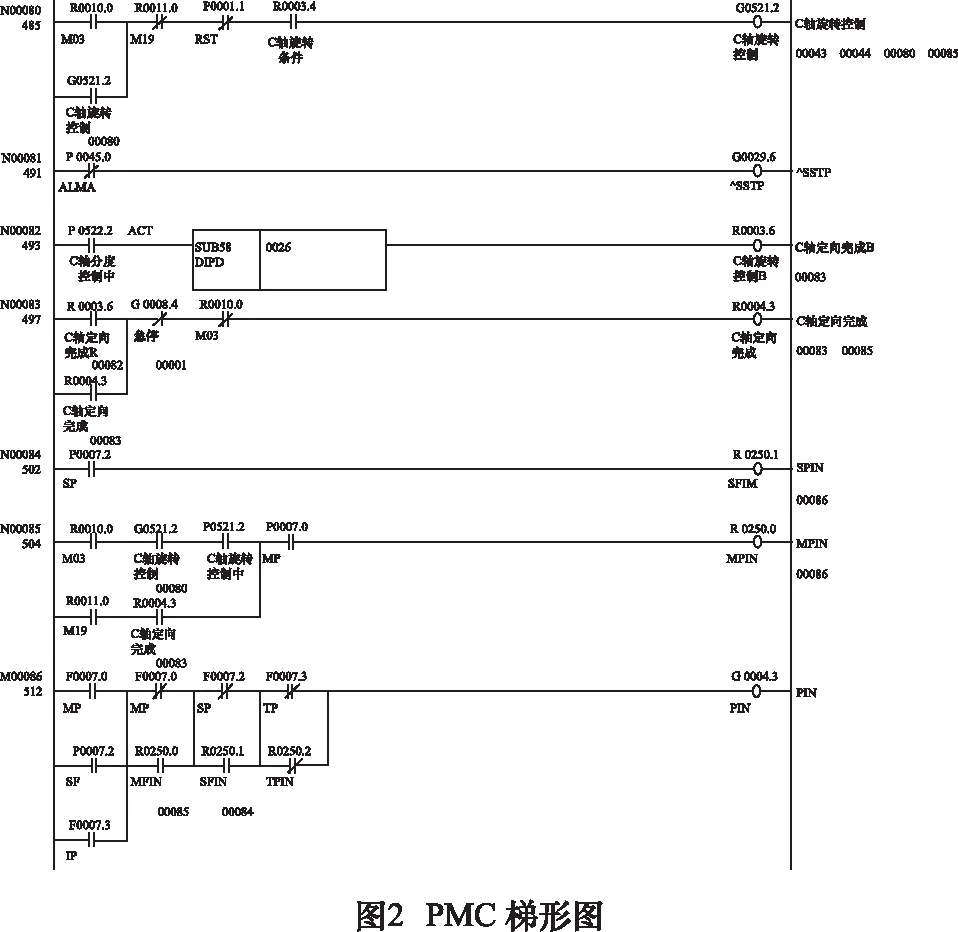
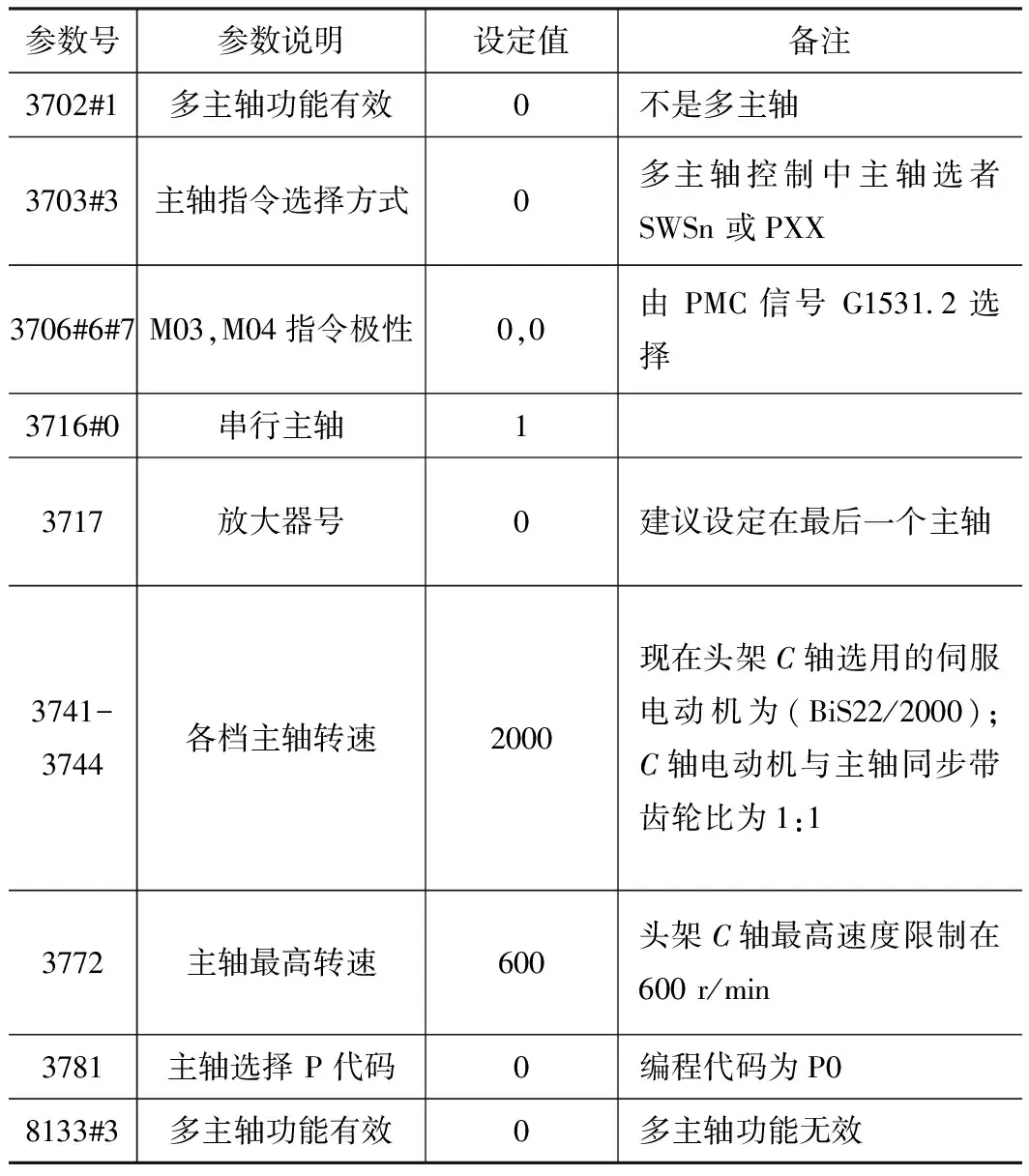
表2 基本主轴参数设定
5 结语
改造后的机床经过连续一年的使用,电气系统运行稳定,头架主轴旋转控制及定向效果良好,加工节拍和工作效率得到提升,加工工件的一次性检验,完全符合工艺要求,达到了预期的效果。本案中基于伺服电动机的主轴控制使用的是FANUC 0i-TD 系统,原理方法也适用于FANUC 0i-F、30i/31i/32i/35i系列系统。

表3 基于伺服电动机主轴功能参数设定
[1]北京发那科机电有限公司. FANUC Series 0i- MODEL D/FANUC Series0i Mate - MODEL D 连接说明书( 功能篇) B - 64303CM[S].
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
机械管理开发(2022年10期)2022-11-12 08:48:36
健康体检与管理(2022年2期)2022-04-15 01:33:37
安徽水利水电职业技术学院学报(2018年1期)2018-05-31 00:53:57
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年8期)2017-11-27 02:09:59
制造技术与机床(2017年3期)2017-06-23 08:11:33
电子器件(2015年5期)2015-12-29 08:43:16
电子工业专用设备(2015年4期)2015-05-26 09:10:40
电机与控制应用(2015年3期)2015-03-01 03:49:46
