
高炉鼓风机自动拨风系统设计
2018-05-31 09:05李敏
机电信息 2018年15期
李 敏
(江苏联合职业技术学院常州铁道分院,江苏常州213000)
0 引言
随着国内冶炼技术的发展,高炉容积不断扩大,顶压不断提高,高炉冶炼强度不断增强,保障高炉的稳定运行变得异常重要。通常高炉都是一台风机直供一台高炉使用,一旦由于种种不可预知的因素导致鼓风机异常都将直接作用于高炉。钢铁厂由于各种原因致使鼓风机跳电,导致高炉紧急休风、风口灌渣、坐料等严重事故,直接经济损失动辄几十万元,生产危害巨大。
部分炼铁厂为避免鼓风机跳闸设置的事故拨风装置早已有之,但基本上都是通过人工手动来完成操作。高炉拔风系统单台单机的形式直接造成了系统可靠性能差、故障时间长、经济损失大的问题。
1 技改目标
某钢铁厂1#、4#、5#、6#高炉的拔风控制系统原来是相互独立的,送风管线也各不相干,但4#、5#高炉鼓风机在一个厂房内,和1#、6#风机距离相对较近,基本具备相互拨风的条件,因此计划实现4座高炉鼓风机拨风互保。
该项目实际投资40多万元,如按每年使用一次计算,1座高炉平均16个风口,全堵的话直接损失50万元左右,再加全部更换需要3 h以上,产量损失按照利润200元/吨铁计算,间接经济损失也达20多万元。项目的实施可以为炼铁厂创造巨大的经济效益,改善生产工作环境,提高工艺操作水平。
2 设计方案
2.1 设备部分
(1)在原送风管路(送风阀前)上开孔,加装拨风管道,连通各个用风设备。
(2)在拨风管路上与放风阀中间加装一台电动调节阀,正常生产时这台调节阀都是开到位的。
(3)在调节阀之前加装一台快开慢关气动阀,正常生产时这台气动阀是关到位的。
(4)在现场安装一只电气操作箱,设手/自动选择开关,开关按钮指示灯若干,电气主、控制回路都在其中。主回路、控制回路电源由PLC柜提供,给定反馈信号进入PLC系统。
(5)设计一个PLC柜,内装电源、CPU、通信、数字量、模拟量模块若干,PLC输出继电器、空气开关、断路器、接线端子、熔断器和隔离器若干。
(6)设一个操作员站,工控机一套。
2.2 软件部分
(1)组态画面采用WONDERWARE INTOUCH9.0,如图1所示。
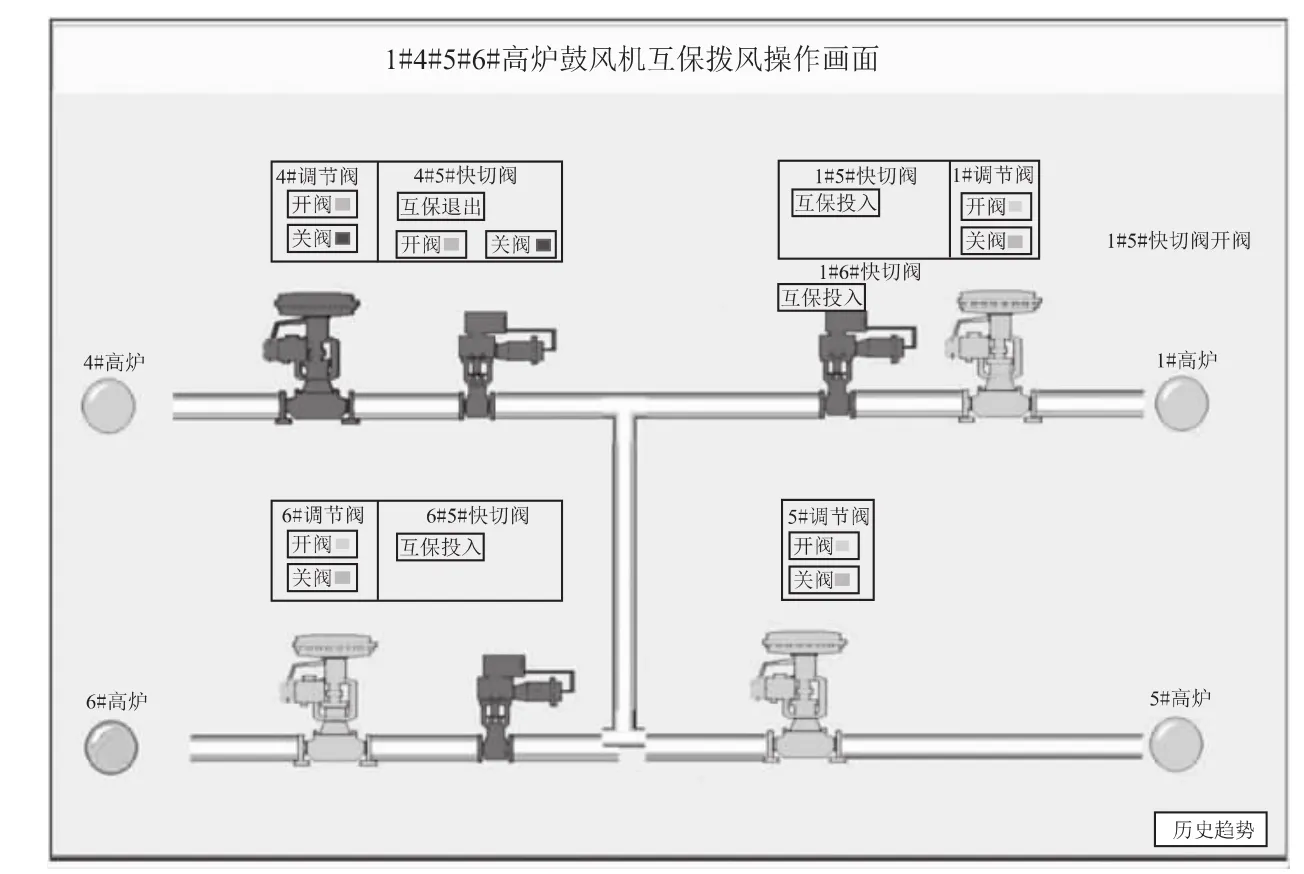
图1 高炉鼓风机互保拔风操作
(2)编程软件为施耐德UNIYY PRO4.1。
(3)系统为WINDOWS XP SP3专业版。
(4)通信模式采用工控机以太网接口直接连接PLC通信模块的MEBNET IOSERVER架构。
3 工艺要求
首先,画面设实验窗口,可以对拨风系统进行模拟实验;设主监控画面,同时满足监控和操作的要求,各阀门手动控制时均有信息提示,可以避免误操作;设模拟量趋势画面,实时跟踪采样现场仪器仪表数据,方便分析系统运行概况;设报警画面,任何外部电气、内部变量、程序输出的结果都能够实时作出反应。
其次,在风机各自高压柜里取故障跳闸信号(这副点为无源干接点),低压操作箱里取紧急停机信号(这副点为有源直流信号,需外加直流220 V中间继电器),PLC系统里取安全运行信号,将这三副干接点连接至风机PLC柜,再由风机PLC柜连接送至拨风系统PLC柜,电源由拨风PLC柜提供,当风机故障动作时,其任意一点发出信号,同时将原风机系统出口压力信号经过一入两出隔离器,一路仍然给风机,另一路发送给拨风系统,两组条件串联,共同作用方可触发拨风系统阀门动作。
第三,各支路上的电动调节阀都是常开状态,保证气源压力已经送至用户所在的管路最可靠位置(调节阀一侧与送风管道连通,因此流经调节阀的风压就是正常的送风压力)。
第四,气动阀为快开慢关阀,开动作全过程为0.5 s左右,因为高炉从断风塌料开始到堵住风口的全过程为1 s左右,加上管路压力的迟滞性,因此气动阀的开动作时间直接决定了拨风系统的使用效果。一旦高炉发生险情,快开阀能以最快速度打开,实现风压的及时补充,这样就保证了高炉炉料不至于因断风而陡然下落,堵住风口,从而使损失降至最少。而在高炉采取相应的措施之后,将气动阀门关上,保证其他高炉的正常送风。这种气动阀门拥有很好的密闭性,也是拨风得以实现的重要条件。
最后,由于每台风机装机容量不一样,提供的压力不一样,而管道所能承受的压力有限,最重要的是高炉承受的压力有限。如果一旦拨风阀组动作,两股风压甚至几股风压同时作用于同一台高炉,后果将不堪设想。因此,如果任何一台风机出现问题,应确定由哪台风机给它提供风压。经过了解,1#、4#高炉的正常风压为130 kPa,5#高炉为180 kPa,6#高炉为150 kPa。任何两座高炉的风压差值都小于单座高炉实际风压需求量的一半,也就是说,就算将参与实际拨风的那部分风压平均供应,也不会对供应方高炉产生大的副作用。
4 结语
该套系统投入运行以来,已经多次对高炉因故跳机实现了紧急避险。1#高炉风机房由于插座短路导致不间断电源UPS跳停,风机跳闸。因为有了拨风系统,快开阀得以快速动作,将4#炉鼓风压力及时补充给了1#高炉。虽然通过趋势图观测到实际供给的压力只有60 kPa多一点,但这足以保证高炉炉料不会塌陷了。另外,这次事故又验证了之前的一个担心是多余的,那就是一旦某台风机要为另一座高炉提供风能,其自身依靠剩余的风压无法保障短时生产需求。实际上,只要高炉或者风机房操作人员及时发现、及时调整,控制住炉况就可以了。
1#、4#、5#、6#高炉鼓风机自动拨风系统运行取得了圆满成功,整个过程风压稳定,保证了后续高炉没有灌渣事故的再次发生,整个拨风过程准确、可靠,在为高炉提供了预防保卫功能的同时,直接降低了高炉非正常休风所带来的损失,也可以说间接为公司创造了效益。
[1]杨凌波,马有会,康旭.高炉风机拨风系统的PLC控制应用[J].电工技术,2010(7):40-41.
[2] 秦萍.高炉自动拨风系统[J].黑龙江冶金,2015,35(2):37-38.
[3]张伟.浅析快速拨风系统在高炉鼓风机站中的应用[J].科技风,2014(10):111.
[4]张立明,周勇生,祝刚.MM440变频器在加热炉板坯定位控制中的应用[J].电工技术,2011(2):45-46.
[5]李明河,杨明.PLC在钢坯定位中的应用[J].中国仪器仪表,2009(11):68-70.
猜你喜欢
煤炭与化工(2022年5期)2022-06-17
商品与质量(2021年27期)2021-06-28
科学与财富(2021年33期)2021-05-10
防爆电机(2020年5期)2020-12-14
商品与质量(2019年40期)2019-11-28
中国设备工程(2019年6期)2019-04-26
汽车维修技师(2016年5期)2016-11-16
汽车维护与修理(2016年10期)2016-07-10
科技与创新(2015年4期)2015-03-31
汽车维护与修理(2015年7期)2015-02-28
