
桁架机械手在智能物料仓储中的应用
2018-05-31 09:05郑建国
机电信息 2018年15期
郑建国
(广州市嘉特斯机电制造有限公司,广东广州510850)
0 引言
随着我国制造业的崛起,物流业发展迅猛,并且逐渐受到越来越多的厂商和物流企业的重视。为了更好地促进物流业的发展,现代物流业对仓储管理提出了更高的要求,传统单一的库存管理已经无法满足当前物流业发展的需要。因此,有必要加强对仓储理论的研究,通过应用一些新技术以提高仓储管理的质量和效率,从而加快货物的流转速度,进而促进物流效益的提高。
为提高仓储管理工作的效率、加快物流运作速度,“智能仓储”的概念被提出。与传统意义上的仓储管理不同,智能仓储体系一个最大的特点就是多功能集成化,它以存在于现实中的物理仓库为平台,以网络为桥梁,通过应用物联网技术、RFID技术、信息软件技术等,进而实现了对流通中货物的检验、保管、加工、集散以及转换运输方式等功能的统一集成管理,是现代物流业发展的一个重要趋势。
工厂桁架机械手仓储智能化系统,是将物料的自动化加工、自动化检测及工厂内的物流和仓储整合在同一环境内、可进行统一调度和控制的智能制造系统。该系统基于模块化工控平台,包含了桁架机械手及其控制单元、RFID模块及其他定制的功能模块等,可实现生产过程的高度自动化,提高加工设备的利用率,同时实现对系统内物料的全程监控和高效管理。
1 桁架机械手智能仓储系统的组成
如图1所示,系统包括CNC加工单元、CMM检测单元、AGV小车(机器人)、桁架机械手、传送带、料架、检测装置、夹爪装置、伺服系统、润滑装置、气液电一体化控制系统、操作系统、防护栏、安全门等。
新技术:CNC加工单元由工控机发送命令给机器人,扫描CNC区域固定料架上的物料,通过RFID技术识别机种型号,机器人抓取物料到对应的CNC机床加工;同理,CMM检测单元由CMM检测单元的机器人扫描CMM区域固定料架上的物料,机器人上料到CMM检测平台检测,检测完成OK后再由机器人下料到传送带运到仓储区域(或回料到CMM料架,以后机器人再从CMM料架上抓取检测OK的料到传送带传送到仓储区域);仓储区域由桁架机械手自动扫描、上下料,通过AGV小车入库和出库。由于机器人、桁架机械手上下料代替了人工上下料,所以设备的整体结构得到了最大程度的简化,同时功能却得到了很大提升,节省了许多辅助时间。机器人、桁架机械手的性能得到了最大的发挥,提高了劳动生产率,使得设备结构更加紧凑、合理,操作更加简单、方便。
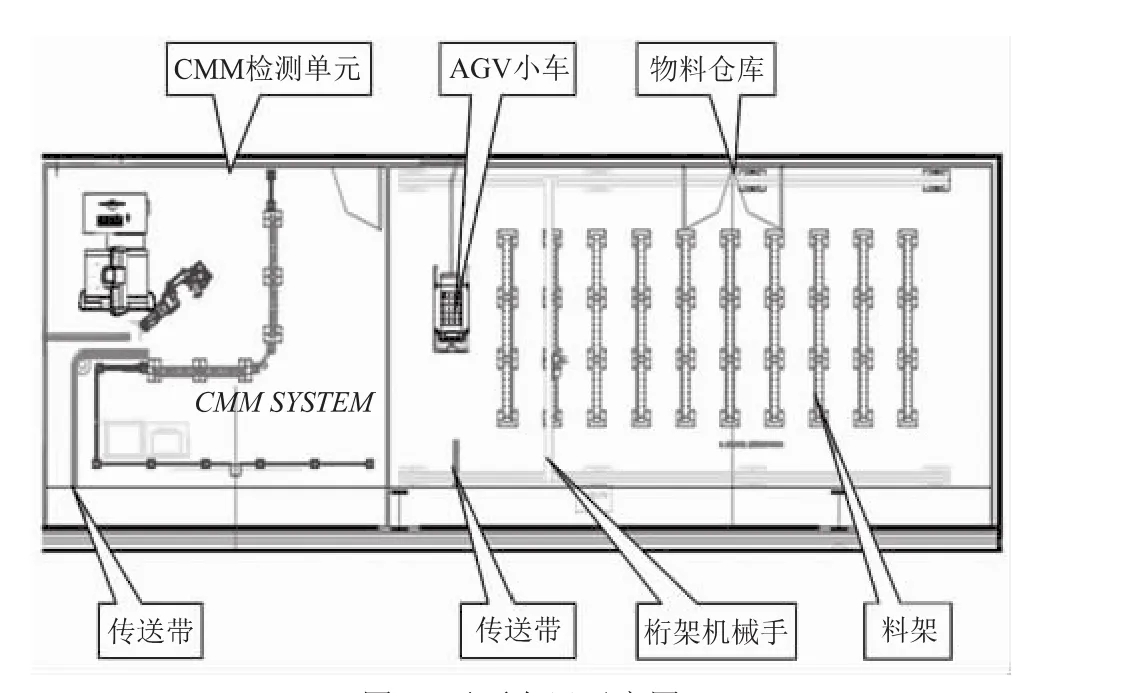
图1 平面布局示意图
1.1 桁架机械手的结构
(1)桁架机械手又叫直角坐标机器人或龙门式机器人,由主体(结构框架、X轴组件、Y轴组件、Z轴组件、气缸夹爪)、驱动系统和控制系统三个基本部分组成。X、Y、Z三个移动轴,伺服动力源:三组伺服控制器、伺服电机和高精密行星减速机,提供三个方向的运动控制。
(2)桁架机械手由Y向(前后方向)横梁与导轨、X向(左右方向)横梁与导轨、Z向(上下方向)滑枕、十字滑座、立柱、过渡连接板和基座等部分组成,Z向滑枕上固定的齿条作滚动,驱动移动部件沿导轨快速运动。齿轮-齿条:高强度的传动,为机械手的运行提供更精密的定位。
(3)直线导轨组:重载型导轨副可以使行走精度得到更有效的控制,采用独特的滚轮导轨的导向系统;横梁采用方钢型材,在横梁上安装有导轨和齿条,通过滚轮与导轨接触,整个机械手都悬挂在其上。
(4)Z轴工作端配置夹爪,进行物料的取放。移动部件为质量较轻的十字滑座和Z向滑枕,滑枕采用由铝合金拉制的型材。
(5)控制柜:其相当于桁架机械手的大脑,通过工业控制器(PLC),采集各传感器或按钮的输入信号,来发送指令给各执行元件按既定动作去执行。
(6)工作范围:X≥10 m,Y≥5 m,Z≥1.8 m;最快直线速度:1 m/s;重复定位精度:±0.2 mm。
(7)高强度焊接结构:由国标型材、板材组合焊接而成的支架,如图2所示。
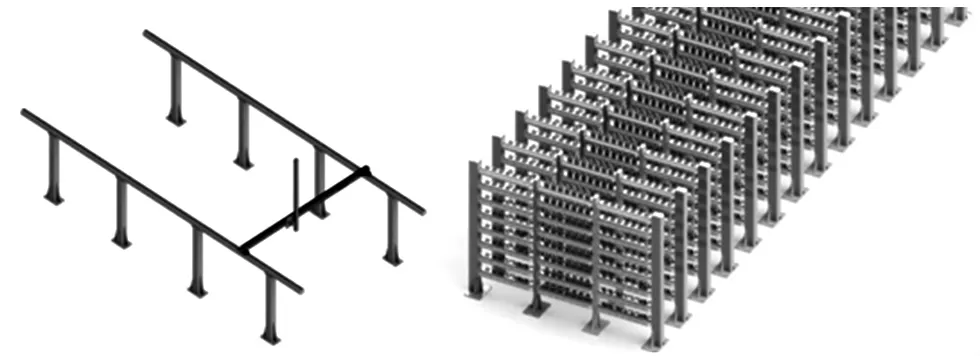
图2 仓储桁架机械手、料架示意图
1.2 桁架机械手的工作原理
由于桁架机械手输送的速度较快,加速度大,加减速时间短,当输送较重的工件时惯量大,因此,伺服驱动电机要有足够的驱动和制动能力,支撑元件也要有足够的刚度及强度。只有这样,才能使伺服电机满足桁架机械手输送的高响应、高刚度及高精度要求。
在选择合适伺服电动机的情况下,根据物料运动的距离和运行节拍,计算出伺服系统的位移和轨迹,并对驱动器PID参数进行动态调整。桁架机械手根据接收到的位移、速度指令,经变化、放大及调整处理后,传递给运动单元,通过光纤传感器对运行状态进行实时检测,在高速搬运过程中,运动部件在极短的时间内到达给定的速度,并能在高速行程中瞬间准停,通过高分辨率绝对式编码器的插补运算,控制机械误差和测量误差对运动精度的影响。
其控制核心通过工业控制器(如PLC、运动控制、单片机等)实现,能够实现自动控制、可重复编程、多功能、多自由度,运动自由度间成空间直角关系,通过控制器对各种输入(各种传感器、按钮等)信号的分析处理,做出一定的逻辑判断后,对各个输出元件(继电器、电机驱动器、指示灯等)下达执行命令,完成X、Y、Z三轴之间的联合运动,以此实现一整套的全自动作业流程。

图3 PLC控制系统通信连接图
1.3 仓储料架的结构
(1)主要构成:高强度焊接结构立柱、焊接结构横梁、物料托板等。
(2)功能:料架初始层距200 mm,层距可调,调节间距40 mm,共10排;每排有二面,每面有三小面,每面有八层,每一小面每一层有八个料位,按照这样的料位计算,每一面有192个料位,一排有384个料位,整个物料仓库可容纳3 840个物料,如图2所示。
(3)管理终端上可随时查看每个位置上存放的托盘ID编码和当前状态。
1.4 AGV小车系统
物流行业快速发展的一个重要标志就是物流自动化的进程不断加快,对于物流行业,企业厂内物流自动化升级最主要的功臣自然是AGV小车(机器人)。AGV小车(机器人)是物流装备中自动化水平最高的产品,是物流自动化系统中最具有柔性化的一个环节,几乎囊括了所有物流装备的技术。
(1)主要构成及参数:AGV小车本体按照设置路线输送物料,主要参数如表1所示。
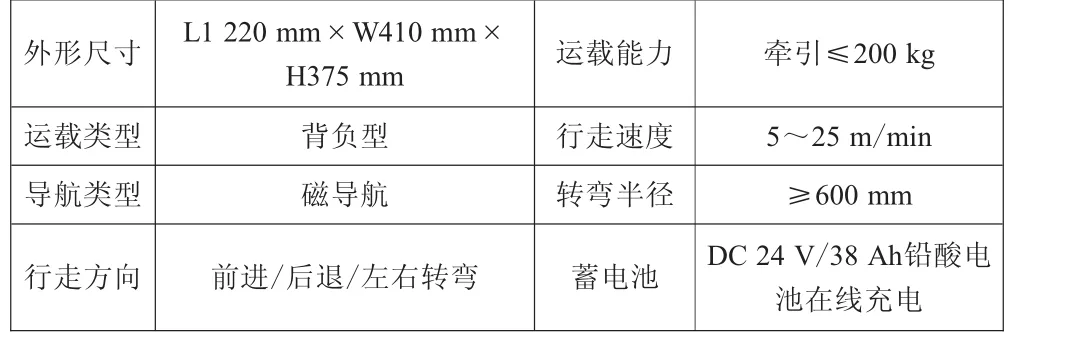
表1 AGV小车主要参数
(2)取、放料托盘:用于暂存每次要取、放的一批物料,共5块托盘,每块4个料位,托盘料位数20个。
(3)托盘二次定位机构:当AGV进入仓库确定位置时,二次定位机构针对AGV背负的物料(托盘)进行定位,以供高精度的桁架机器人取、放置物料。
2 电气控制系统架构
PLC控制系统通信连接如图3所示。
2.1 系统架构说明
(1)系统采用三菱PLC,上位工控机PC管理生产线的运行、停止,并实现参数设定、计数显示、信息提示等;并负责生产线所有单元之间动作协调及各单元工作状况的汇集、处理,故障信息及帮助菜单的显示。
(2)通信:PLC与机器人之间以I/O方式连接,PLC与工控机、HMI以以太网方式连接,桁架机械手的三个轴X、Y、Z采用三菱运动模块与三菱伺服控制器通过光纤方式连接。主要交互信号包括:加工零件状态、启动、暂停、上料请求、下料请求、故障等。
(3)人机交互界面:人机界面采用威纶通触摸屏,本系统在正常工作状态下,所有操作均可通过HMI触摸屏及带灯按钮盒完成;操作面板功能按钮包括急停按钮、上料请求等;HMI触摸屏除了有启动、复位按钮外,还能监控系统加工状态,提供完善的报警信息提示和生产过程中的操作引导提示;三色灯:红色错误(系统故障、安全回路异常)、黄色警告(料架工件加工完或没工件)、绿色正常。
2.2 运行模式
2.2.1 自动模式
自动运行条件满足时,可启动自动运行,工控机调度整个生产系统按照设置流程自动运行。自动运行条件包括:安全门关闭、急停按钮未按下、传感器信号处于初始状态等。
2.2.2 停止模式
全线共有三种停止模式。
(1)紧急停止:设置在主控站、操作员面板、机器人示教面板,在发生事故时使用紧急停止按钮,使生产机器人的所有动作立即停止。紧急停止切断自动化系统动力回路(电、气、液),所有电柜及控制台中断工作并报警。
(2)立即停止:其作用等同于紧急停止,但不切断运行回路,仅限于需立即停止的单元。
(3)循环停止:是一种正常的生产停止模式,设备回到等待位置。
3 桁架机械手智能仓储的工作过程
第一,从传送带扫描。
机器人将从CMC检测单元出来的料放到传送带上的工装模具上,仓储区域传送带末端的传感器感应到料后停运传送带,定位夹紧气缸夹紧工装模具,同时发信号给工控机,等待工控机发命令给桁架机械手,PLC收到工控机发去传送带扫描的命令后,桁架机械手执行去传送带扫描,扫描结束后反馈信号回给工控机,等待工控机发下一命令。
第二,从传送带取料。
PLC收到工控机发去传送带取料的命令后,桁架机械手的夹爪旋转180°后去传送带上取料,取完料后反馈信号回给工控机,等待工控机发下一命令,同时传送带上的夹紧气缸松开工装模具,传送带继续运行。
第三,从传送带入库上料到仓储料架。
PLC收到工控机发到仓储料架上料和料架料位号命令后,桁架机械手执行命令,将从传送带取到的料放到仓储料架指定的料架料位号上,放料结束后反馈信号回给工控机,等待工控机发下一命令。
第四,从AGV小车扫描。
PLC收到工控机发去AGV小车扫描和AGV小车料位号的命令后,桁架机械手执行去AGV小车扫描,扫描完后反馈信号回给工控机,等待工控机发下一命令。
第五,从仓储料架下料。
PLC收到工控机发到仓储料架下料和料架料位号后,桁架机械手执行去仓储料架指定的料架料位号取料,取完料后反馈信号回给工控机,等待工控机发下一命令。
第六,从料架出库上料到AGV小车。
PLC收到工控机发到AGV小车上料和AGV小车的料位号命令后,桁架机械手执行命令,将从仓储料架取到的料放到AGV小车指定的料架料位号上,放料结束后反馈信号回给工控机,等待工控机发下一命令。
第七,从AGV小车取料。
PLC收到工控机发去AGV小车取料的命令后,桁架机械手的夹爪旋转180°后去AGV小车取料,取完料后反馈信号回给工控机,等待工控机发下一命令。
第八,从AGV小车入库上料到仓储料架。
PLC收到工控机发到仓储料架上料和料架料位号命令后,桁架机械手执行命令,将从AGV小车取到的料放到仓储料架指定的料架料位号上,放料结束后反馈信号回给工控机,等待工控机发下一命令。
新技术:整个仓储料架有3 840个料位,物料与料位的间隔只有2~3 mm,所以用桁架机械手示教料位时每个料位都要单独示教,以保证物料与料位的精度,这就要求PLC能做到控制3 840个料位的程序,以确保收到工控机命令时桁架机械手能准确到达每个料位的位置。桁架机械手去仓储料架上、下料时,首先要扫描该料位有没有物料,然后气缸夹爪旋转180°后再去放、取料,完成后退回原位。取一个料或者放一个料大约在40 s内完成。
4 结语
综上所述,桁架机械手在智能仓储中的应用除了靠电气控制系统保证各动作顺序的严密互锁关系和程序的精准控制,还需要软件、数据信息进行管理和监控。整个工过程就是自动化和信息化不断融合的过程。
在未来,多元宇宙将在虚拟世界成为现实,一个现实的世界将对应无数个虚拟世界。改变现实世界,虚拟世界会改变;改变虚拟世界,现实世界也会改变。一切都在基于数据的精确控制当中,人类的大部分体力劳动和脑力劳动都将被机器和人工智能所取代,未来的工厂除了具备交期、成本、品质、服务等优势外,更要具备自动化、智能化的核心竞争力。同时,在“中国制造2025”的战略目标前,发展智能制造工厂是走出制造行业困境的必经之路。
[1]工业机器人坐标系和运动命名原则:GB/T 16977—2005/ISO 9787:1999.
[2]周昱晗.桁架机械手自动加工生产线上的应用[J].科学与财富,2015,7(10):196-197.
[3]张荣.机械原理[M].武汉:华中科技大学出版社,2015.
[4]柳洪义,宋伟刚.机器人技术基础[M].北京:冶金工业出版社,2002.
猜你喜欢
中学生数理化·高一版(2021年1期)2021-03-19
装备制造技术(2020年4期)2020-12-25
——“模型类”相关试题选登
教学考试(高考物理)(2020年4期)2020-11-16
铁道通信信号(2020年12期)2020-03-29
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
中学教学参考·理科版(2016年11期)2017-06-08
通信电源技术(2016年1期)2016-04-16
自动化博览(2014年6期)2014-02-28
