
浅析总装工艺在商用车新车型量产前的验证重点
2018-05-31 02:28黄盛夏丁国宝陈程
时代汽车 2018年2期
黄盛夏 丁国宝 陈程
东风商用车技术中心试制部 湖北省十堰市 442001
随着我国汽车市场日趋饱和,汽车企业竞争异常激烈,如何提升整车竞争力是每个汽车工作者面临的课题。为了保证车辆的竞争力,车辆在投产前,需要进行多次的试制、试装验证,一般分为骡子车试制、工程试制和试生产等几个阶段。新车型主要通过装配验证、评审验证和实验验证等方式,暴露投产后可能出现的问题,及时进行设计更改和生产准备,确保新车型量产后达到各项目标。总装工艺主要在工程试制和试生产两个阶段进行重点验证,以尽可能提前发现并解决装配问题,并做好相应的投产生产准备。
1 工程试制阶段总装工艺验证重点
工程试制(Engineering Trial,简称ET)也称S-LOT,一般在研发的试制部门完成,是按照设计部门提供的图纸或数模将设计转化为实物,或根据产品的描述,利用现有设备制作样件、样车。商用车的整车试制主要通过简单的工装,一般采用车架正装形式进行装配,为固定式工位或小流水线。
总装工艺在此阶段的主要职责为:在整车试制验证过程中,分析问题产生的真正原因,解决通过装配工艺调整可以消除的问题;将确认的设计问题反馈给设计部门并协助对策;关注在量产时的装配工艺难点并提出改善建议等等。
1.1 整车匹配性验证
不同车型可能匹配了不同的动力总成、驾驶室、电控系统等等;底盘零件品种数量多、布置形式也不相同,所以在工程试制过程中,整车匹配性的验证十分重要。
整车是否可以按要求完成装配并开动,是验证整车匹配性的最主要标准。同时在整个装配过程中,还需对整个装配过程的细节进行验证。
1.1.1 零部件间的匹配性验证
据统计,零部件间不匹配在工程试制过程问题中所占比例最高,约占整个设计不良的半数左右。其中最主要的问题如:零部件之间安装孔位不匹配、尼龙管和线束长度不合适、多系统之间零件不匹配等等。总装工艺人员应分析问题,并快速制定临时对策,见图1。
1.1.2 干涉的验证
干涉问题为整车装配过程中的常见问题,总装工艺人员需要在整车装配过程中,分析出干涉的真正原因,能通过装配调整解决的干涉问题,可在工艺固化后消除。在装配中应关注细节,发现容易被忽视的干涉点,防止不良的流出。具体干涉情况有管线干涉、
1.1.3 可运动部件的状态验证
整车上有很多零部件是可运动的,即属于动态的零件。在这些零部件运动的过程中,和其他部件之间的相对尺寸会大幅度改变,所以在装配过程中要模拟运动部件的过程位置和极限位置,通过装配调整到最合适状态,以保证有足够的可靠性。
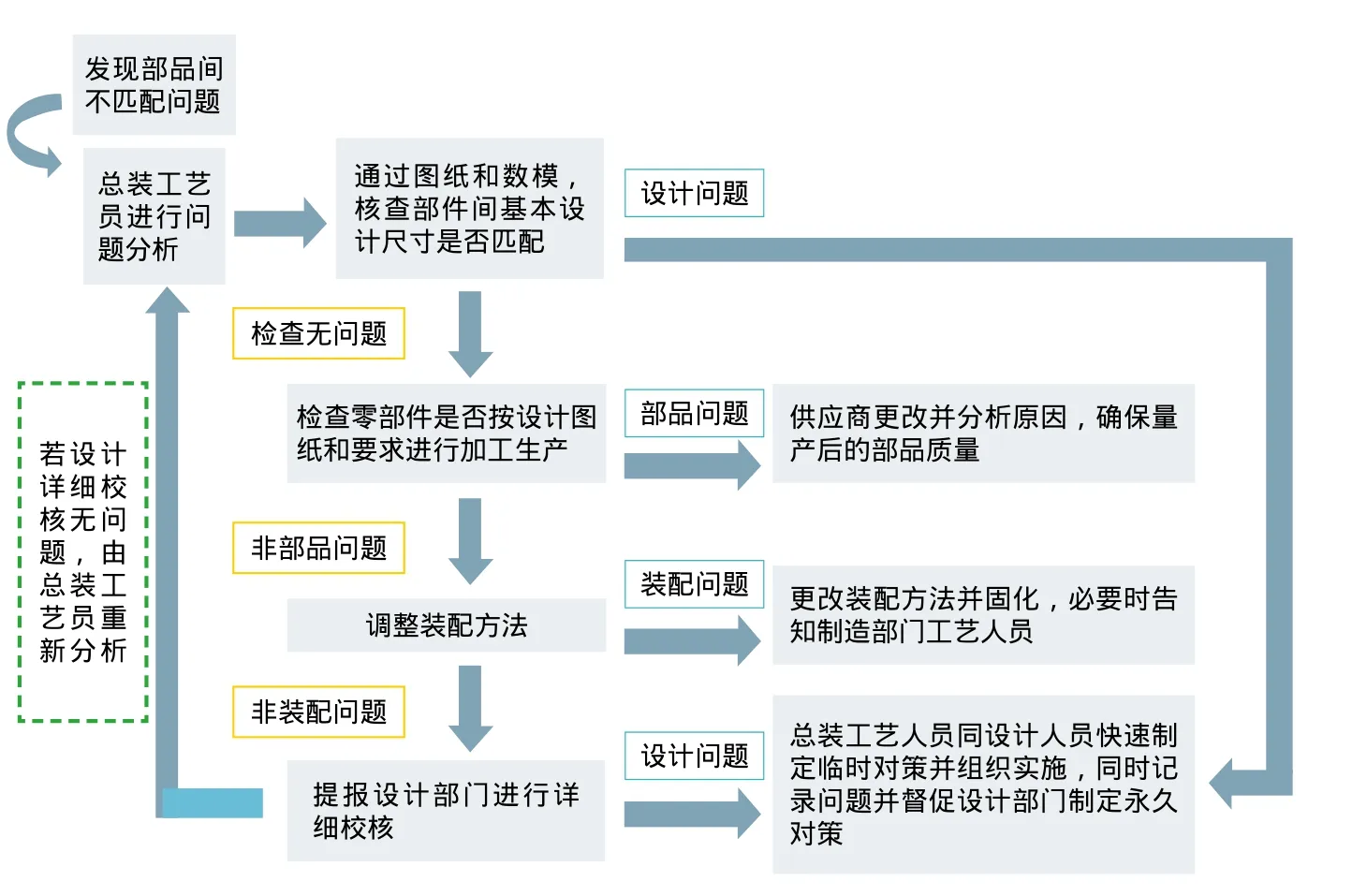
图1
(1)转向系统(包括转向拉杆、垂臂、车轮等)在汽车转向操作时,会产生较大的位移,在左极限、右极限以及在运动过程中,容易和周围零部件产生干涉。
(2)驾驶室在举升下降过程中,会有较大程度的运动,容易和周围相关零部件产生干涉,且在极限位置容易造成底盘连接驾驶室的管线紧绷等问题。
(3)悬架系统在车辆空载和重载时有不同的位置状态,所以周边零件需留有足够的间隙。
(4)动力总成及传动系统,在车辆行走时,发动机、变速箱会运行并振动、传动轴会旋转,所以周围其他部件必须要保证足够的间隙。
1.2 装配效率验证
在投产后的整车装配成本中,影响最大的就是装配效率,装配效率的降低会影响车辆交付和整车成本。一些部件虽然可以装配上,但装配花费时间较长,就会降低装配效率。所以在试制过程中,应尽量模拟工厂投产时使用的工具和装配方法,对装配的便利性进行验证,以便提早发现问题并更改。
(1)工具拧紧空间不足。包括没有使用工具或套筒的操作空间、只能用扳手或特制工具拧紧等等。
(2)人机工程困难作业。包括需要长时间深蹲、负重、弯腰、钻车底、上车架、进入车架内侧的作业等等。
(3)区分困难。包括管子无色标、多个零件外形相似、有多个装配位置但无设计防错等等。
(4)装配便利性差。包括装配过程中易与其他零件干涉、需多人配合长时间装配、调整余量小需要强行装配等等。
1.3 零部件加工精度验证
一些零件需要和多个零件组合装配,而每个零件均有制造公差,如果零件加工无法满足设计公差,或者多个零件公差累积,会出现零件无法装配的问题。这些问题分析难度大,周期长,所以必须在工程试制阶段分析清楚,与设计和供应商充分沟通,使零部件加工精度在投产时不会影响整车装配。
1.4 车型数据和图纸匹配性验证
新的车型会有很多新的数据结构和新的装配图纸,会出现数据多余或缺少、数据错误、图纸标注错误、制造路线错误等问题。这些问题在试制阶段很容易更改,而量产阶段再更改周期较长,会给生产带来一系列影响。所以在试制阶段需要严格按照数据和图纸装配,以便发现问题并准确更改。
2 试生产阶段总装工艺验证重点
试生产(Production Trial,简称PT)也称为生产线试装,一般是在总装工厂的装配流水线上进行,生产条件和投产车型一致,是新车型单台或小批量的生产阶段。
总装工艺在此阶段的主要职责为:验证新车型在装配线上的通过性,根据装配便利性和节拍调整工艺布置和装配方法、优化工具工装,制定工艺文件和工艺要求,验证工程试制后设计变更的可行性等等。
2.1 装配线通过性验证
商用车整车结构较复杂、布置形式较多,而装配线为了保证装配效率和柔性化生产,通常使用通用型的工装工具。所以在新车型投产前,需要对新车型在装配线的通过性进行验证。通过性验证通常从以下几个方面展开判断、制定判断标准并记录。
(1)吊具形式及承载能力:判断目前生产线使用的各种吊具,是否能满足新零件(通常为大总成件)的吊装需要。
(2)装配工具规格:判断目前生产线使用的各种定扭工具(拧紧机、定扭风枪等),是否可以适用于新结构的拧紧,并达到规定的力矩要求。
(3)工装尺寸:车架、驾驶室、发动机、车桥等大总成,需要用工装支撑起来进行装配,故需要判断目前生产线使用的工装,能否支撑起这些大总成件并进行高效装配。
(4)装配主线的整体通过性:由于生产线会存在一些形式的变化,比如车架翻转、提升主线以用于高位装配、零件输送自行小车辅助装配等,所以车辆在整个装配过程中,姿态是在不断变化的。在试装过程中要对车辆的各个姿态进行确认,以保证车辆能完整通过生产线。
(5)新型油辅料生产准备:现在的总装线基本都是使用定量加注机进行油辅料加注,每个定量加注机都有固定的输送管道(从油库输送),如果新车型需要新型油辅料,需要验证目前的生产线条件,能否满足多种油辅料的混流生产。
(6)其他:判断目前的标定设备、检测设备、防锈工艺等等能否满足新车型的要求。
2.2 生产节拍验证及优化
对于零件定置、装配顺序及装配方法,需要在试装时进行验证和确定。
首先应当考虑均衡装配,将装配作业分布到不同的工位和分装点,使零件能够最方便、最快捷的进行装配,同时保证装配作业的均衡性和装配效率,使每个作业点的装配时间在节拍之下。
当遇到装配作业点无法满足节拍要求,影响装配效率的时候,优先考虑工艺优化来解决,当装配工艺无法解决或工艺更改成本较大时,应与设计部门沟通进行设计变更。
2.3 工艺文件准备
在试装前,需要根据设计文件、图纸及要求编制工艺文件(管理工程图、工程作业表、制动管路图等)并下发到现场,对装配工时、辅料定额等进行确定。在试装时对工艺文件进行验证并修改,在车辆投产前定版。
3 结语
在新车型投产前的工程试制和试生产两个阶段,通过不断细化验证重点、优化验证方法,并加强各部门沟通、相互协作,才能使车辆在投产时,在质量、效率等多个方面达到最理想的状态。
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
军民两用技术与产品(2022年3期)2022-06-05
航天返回与遥感(2022年2期)2022-05-12
电力勘测设计(2022年4期)2022-04-12
汽车实用技术(2022年4期)2022-03-07
电力勘测设计(2022年1期)2022-02-16
建材发展导向(2021年12期)2021-07-22
百科探秘·航空航天(2021年12期)2021-01-15
汽车实用技术(2020年16期)2020-09-06
造纸信息(2019年6期)2019-09-10
