
光束扫描对5A06铝合金激光焊缝组织的影响
2018-05-30 09:02杜俊杰蒋海涛步贤政曲宏韬韩维群
新技术新工艺 2018年5期
单 莹,杜俊杰,蒋海涛,步贤政,曲宏韬,韩维群
(1.海军驻北京二三九厂军事代表室,北京 100010;2.北京航星机器制造有限公司,北京 100010)
铝合金具有密度小、无磁性、强度高、低温性能好和耐腐蚀性能高的特点,拥有其他金属无法相比的物理化学特性和力学性能。铝及铝合金结构已经成为军用和民用产品的重要组成部分[1-3]。
5A06铝合金是一种Al-Mg系铝合金,属于变形强化铝合金,其具有较高的强度和耐腐蚀性能,广泛应用于航空航天、船舶制造和武器装备等领域。然而,5A06铝合金在焊接过程中存在诸多问题,如传统的铝合金TIG电弧焊和MIG电弧焊存在热输入高、焊接变形大和焊接接头性能损失大的问题;电子束焊接存在设备成本和工艺成本高,且难以实现柔性化的问题;搅拌摩擦焊接对产品结构要求较为严格,对于部分空间狭小,难以设置支承的结构,焊接起来较为困难。
激光焊接具有热输入小、焊接变形小、焊后接头性能损伤较轻、设备成本相对较低以及易于实现柔性化生产的特点,受到越来越多的关注[4-6]。光束扫描焊接是一种新型的激光焊接工艺方法,其采用光学振镜或机械振镜,使光束在二维方向上以某种特定的形式在焊接过程中进行摆动,起到搅拌熔池、细化焊缝组织和提高焊缝力学性能的作用。采用该方法可以有效地提高激光焊缝的搭桥能力,降低焊前装配精度要求,提高焊缝成型质量。本文主要分析研究光束扫描方式对5A06铝合金锁底对接焊缝微观组织及力学性能的影响。
1 试验材料及方法
试验材料为5A06铝合金板材,材料热处理状态为H112,其化学成分见表1。焊接设备采用IPG-6000光纤激光器。

表1 5A06合金化学成分(质量分数) (%)
5A06铝合金试板焊前经过酸洗并烘干,机械打磨后用丙酮擦拭干净,垂直于轧制方向进行焊接。激光焊接头采用IPG D50 wobble,通过安装在准直透镜和聚焦透镜之间的扫描模块实现激光光斑的二维运动。光束扫描模式包括“︱”“○”“8”和“∞”等4种。
在光束扫描焊接中,激光功率、焊接速度和气体保护等工艺参数与常规激光焊接过程一致,新增了光束扫描模式、光束振幅和光束振动频率等3个工艺参数。
本文讨论在“︱”“○”“8”和“∞”等4种不同的光束扫描模式下,5A06铝合金激光焊接过程,分析光束扫描模式对焊缝成形、内部组织和力学性能的影响规律。
2 结果与分析
2.1 光束扫描对5A06铝合金激光焊缝成形的影响
试验采用在7 mm厚度的5A06铝合金试板上进行激光自熔焊接。基本焊接工艺参数如下:激光焊接功率为4 000 W,激光焊接速度为1 800 mm/min,光斑直径为0.4 mm,焊接离焦量为0,扫描幅值为2 mm,扫描频率为200 Hz。焊接过程中采用99.99%的高纯氩气进行侧吹保护,气体流量为15~18 L/min。在无光束扫描模式和“︱”“○”“8”“∞”等4种不同的光束扫描下,5A06铝合金激光焊缝的成形情况分别如图1~图5所示。

图1 无光束扫描模式激光焊缝

图2 “︱”光束扫描模式激光焊缝

图3 “○”光束扫描模式激光焊缝

图4 “∞”光束扫描模式激光焊缝

图5 “8”光束扫描模式激光焊缝
由图1~图5可以看出,在无光束扫描模式下,焊缝表面成形较差,存在一定的凹陷,这是由于铝合金常规激光焊接过程中存在大量飞溅,部分液态金属以飞溅的形式损失所造成的,且焊缝横截面呈现出“钉头形”,为典型的高能束焊缝截面形状,同时可以看到明显的激光焊工艺气孔;在“︱”光束扫描模式下,焊缝宽度略有增加,焊缝成形略有改善,但仍存在局部凹陷的情况,而焊缝横截面与常规激光焊接类似,但焊缝熔深明显降低;在“○”光束扫描模式下,焊缝鱼鳞纹较为细腻,焊缝宽度与“︱”光束扫描模式相比变化不大,但焊缝横截面形状由原有的“钉头形”转变为“酒杯形”,焊缝熔深也有所减小;在“∞”光束扫描模式下,焊缝成形最好,表面呈现出均匀的鱼鳞纹,焊缝表面不存在咬边、飞溅等缺陷,焊缝横截面呈现出“倒梯形”,这是由于光束在垂直于焊缝的振幅方向上停留时间加长所导致的;“8”光束扫描模式与“∞”光束扫描模式类似,但“8”光束扫描模式所得到的焊缝熔深最小,这是由于该模式下激光更多的作用在垂直于焊缝两侧,对焊接熔池的重熔效果变差所导致的。
2.2 光束扫描对5A06铝合金激光焊缝微观组织的影响
在5A06铝合金激光焊接过程中,焊接熔池中的液态金属过冷度较大,形核率较高,同时焊缝中心部位散热较为均匀;因此,5A06铝合金激光焊缝中心组织多表现为等轴树枝晶。
无光束扫描模式下5A06常规激光焊缝内部组织如图6所示。由图6可以看出,焊缝内部树枝晶较为粗大,骨骼状的β相分布在α相基体上。

图6 无光束扫描模式下铝合金激光焊缝内部组织
在光束扫描焊接模式下,激光热源按照不同的扫描模式在焊接熔池内周期性的摆动,由此产生熔池内较大温度梯度的变化,从而影响熔池的表面张力,起到搅拌熔池、细化晶粒的作用[7];同时,光束周期性扫描过程中会对已经凝固的焊缝起到重熔作用,从而达到晶粒细化的作用。不同光束扫描模式下5A06铝合金激光焊缝内部组织形貌如图7所示。由图7可以看出,随着光束扫描的加入,焊缝内部晶粒均不同程度的细化,粗大的骨胳状β相变得更加细小均匀,但“丨”光束扫描模式焊接情况下,焊缝内部组织细化效果较差,焊缝内部β相组织不均匀;“○”光束扫描模式比“丨”光束扫描模式晶粒细化效果好,但仍存在部分二次枝晶;“8”光束扫描模式和“∞”光束扫描模式条件下焊缝组织细化效果最好,焊缝内部组织为均匀的一次等轴枝晶[8-10]。

图7 不同光束扫描模式下铝合金激光焊缝内部组织
从上述分析可以看出,采用光束扫描激光焊接工艺可以有效改善铝合金激光焊缝外观,细化焊缝组织,其中,“∞”光束扫描模式改善效果最优,可以得到外观成形均匀,焊缝组织细小的焊接接头。
2.3 光束扫描对5A06铝合金激光焊缝力学性能的影响
本论文采用“∞”光束扫描模式进行4 mm锁底对接焊缝焊接,焊接工艺参数如下:焊接功率为4 800 W,焊接速度为1 500 mm/min,扫描幅度为2 mm,频率为200 Hz,焊接离焦量为0。焊接过程中采用99.99%的高纯氩气进行侧吹保护,气体流量为15~18 L/min,所得到的焊缝成形如图8所示。由图8可以看出,在该焊接模式下,焊缝成形良好,鱼鳞纹细腻,无焊接咬边、飞溅等缺陷,焊缝横截面上未发现未焊透缺陷。

图8 5A06铝合金锁底对接接头扫描焊接成形
“∞”光束扫描模式下所得到的5A06铝合金激光焊接接头力学性能见表2。由表2可以看出,该焊接模式下所得到的激光焊接接头力学性能较稳定,焊缝抗拉强度平均可达326 MPa,平均断后延伸率可达11.8%,分别为母材的95.4%和54%。
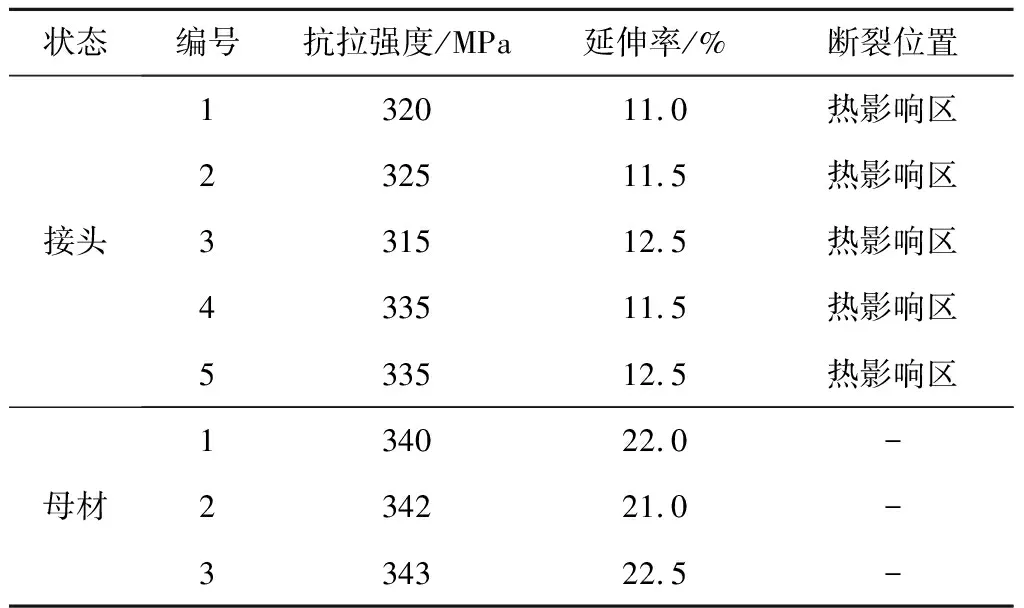
表2 5A06铝合金扫描激光焊缝力学性能
“∞”光束扫描模式下铝合金激光焊接接头端口形貌如图9所示。由图9可以看出,在焊接接头拉伸端口上分布着大小均匀且深度较大的韧窝,在韧窝之间分布着大量的强化相质点,说明断裂形式为韧性断裂。
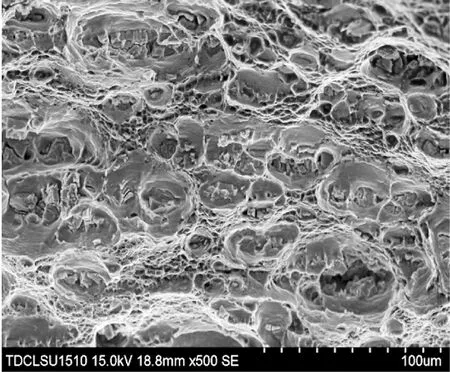
图9 激光扫描焊接接头断口形貌
3 结语
本文研究了光束扫描对5A06铝合金激光焊接接头焊缝成形和微观组织的影响,以及“∞”光束扫描模式下激光焊接接头的力学性能,得到如下结论。
1)光束扫描焊接可以有效地改善5A06铝合金激光焊缝成形,随着光束扫描的加入,激光焊缝的熔深略有下降,其中,“8”光束扫描模式熔深最小,“∞”光束扫描模式下可以得到焊缝成形美观、熔深适当的焊缝。
2)光束扫描的加入可以搅拌焊接熔池,并不断重熔已凝固的焊缝,可以有效地细化焊缝组织,其中,“8” 和“∞”光束扫描模式下晶粒细化效果最好,“丨”光束扫描模式细化效果最差。
3)采用“∞”光束扫描激光焊接所得到的焊接接头抗拉强度可达到母材的95.4%,接头断后延伸率可达11.8%,焊缝断口为韧性断裂。
[1] 曹景竹,王祝堂.铝合金在航空航天器中的应用[J].轻合金加工技术,2013, 41(3):1-5.
[2] 陈俐,巩水利.铝合金激光焊接技术的应用与发展[J].航空制造技术,2011(11):46-49.
[3] 刘春宁,胡文浩,高明,等.高速列车用6082铝合金激光焊接工艺方法研究[J].军民两用技术与产品,2013(1):91-94.
[4] Grupp M.Laser beam welding with scanner[J].Proceedings of the Second International WLT-Conference on Lasers in Manufacturing,2003(6):211-222.
[5] Therge H.扫描式激光远程焊接在大众汽车的使用[J].汽车与配件,2007,16(8):38-39.
[6] 杨永强,王迪,杨斌,等.激光扫描焊接的研究现状与应用前景[J].焊接技术,2010,39(9):13-17.
[7] 包刚,彭云,陈武柱,等.超细晶粒钢光束摆动激光焊接的研究[J].应用激光,2002,22(2):203-205.
[8] 黎长邹.高功率光纤激光非熔透焊接5A06铝合金[M].长沙:湖南大学,2015.
[9] 余阳春,王春明,余圣甫.5A06铝合金的激光填丝焊接接头组织和性能[J].激光技术,2010,34(1):34-36.
[10] 许飞,陈俐,巩水利,等.5A06铝合金激光填丝焊接接头组织性能分析[J].应用激光,2009,29(2):83-86.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
上海金属(2022年3期)2022-06-01
焊接(2020年9期)2020-12-28
东北大学学报(自然科学版)(2020年10期)2020-10-19
电子制作(2019年10期)2019-06-17
物理学报(2019年4期)2019-03-16
中国医学装备(2017年6期)2017-06-21
科技与创新(2015年22期)2015-12-02
中国科技纵横(2014年7期)2014-12-07
中国医学科学院学报(2010年6期)2010-03-25
