空间内两平行轴装配工装的设计
2018-05-29 08:31:14□李强□赵陨□吕艳
机械制造 2018年10期
□ 李 强 □ 赵 陨 □ 吕 艳
沈阳仪表科学研究院 沈阳 110043
1 两平行轴装配结构特点
机械制造业中,两轴平行与否对机械运动性能影响极大,因此两轴平行度的要求严格。机械装配成机后,两轴平行度是否达到设计规定的要求,需要检测验证[1]。
笔者所分析的两轴结构,主要应用在管道检测仪器中,包括两个运动部件和与之相对应的两组传动机构。两组运动部件之间的间隔形成开口,通过两组传动机构分别独立控制两个运动部件的运动,从而可以无级调整两组运动部件之间开口的大小。
这一结构需要将两个运动部件和两组传动机构分别组装于箱体内,而箱体内的安装空间较小,且需要保持两个运动部件之间的平行度不大于0.03 mm,以及运动部件与检测器的Z向对准。因此,这一结构较难组装和拆卸,且较难实现运动装置与检测器在Z向的精确对准。
因为各个部件都采用螺钉固定在箱体上,在装配时要反复调整,费时费力,所以装配效率不高,而且一旦两根直线光轴平行度不良,整个机构在反复多次运转后,两组运动部件间开口的平行度会发生变化。经过试验检测发现,主要问题出在两根直线光轴的装配上。笔者经过研究和实践,总结出一种装配方法,并设计了专用工装。两轴机构装配简图如图1所示。
2 工装介绍
两轴机构的结构特点为,轴A和运动部件C紧密连接,轴B和运动部件D紧密连接。以往的装配方法是先紧固固定支撑部件E,将两根直线光轴穿插到安装孔内,然后安装两个运动部件及固定支撑部件F。调整间距时,通过增加垫片来保证两个运动部件开合运动时的平行度等指标。这种方法不仅费时,而且装配质量也不高,常常是调整好开口的平行度后,经过多次试运行平行度又发生了变化,无法保证重复精度。
经过现场分析,只要保证两根直线光轴的平行度在合理范围内,就可以保证两个运动部件在开合过程中的平行度在0.03 mm的要求内。为此,改变装配工艺,先将两根直线光轴和两个运动部件装配好,保证两轴的平行度。再在此基础上装配并调整其它部件,达到以两直线光轴为主,其它部件为辅助调整的目的[2-4]。

▲图1两轴机构装配简图
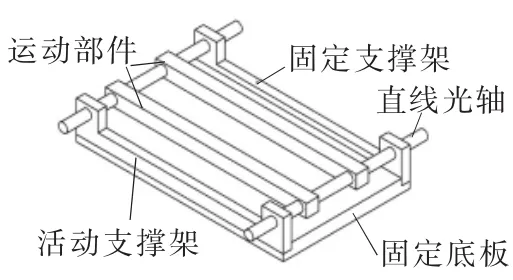
在装配两直线光轴时,需要通过工装来快速完成装配,为此设计一个固定底板,厚度为30 mm,采用铸铁材质,上下两平面精磨,平面度控制在0.005 mm以内,这样可以保证底板的稳固[5-6]。在底板两侧加工安装槽,用于安装固定支撑架和活动支撑架,保证两侧安装槽的高度一致。同时在活动支撑架一侧加工T形槽,用于定位和限位。
支撑架采用45号钢进行调质处理,保证良好的机械性能。在两侧加工直线光轴安装孔,并经淬火处理,增加耐磨性。对直线光轴安装孔采用精密设备一次加工,与直线光轴过渡配合。直线光轴两侧安装孔精加工后需保证两孔轴线的平行度不大于0.005 mm,便于批量生产时保证装配精度[7-10]。支撑架两侧面经精磨加工,保证直线光轴安装孔与平面的垂直度。固定支撑架锁紧在底板上,活动支撑架在装配完成后放松紧固螺钉,便于拆卸直线光轴机构。同时活动支撑架底面加工定位卡槽,与底板上的T形槽配合,保证活动支撑架的重复定位精度。全部零件装配完成后,由三坐标测量仪进行检测,两直线光轴的轴线平行度控制在0.01 mm以内,符合使用精度要求。所设计的工装如图2所示。
3 装配方法
在模拟装配时,先将直线光轴固定到运动部件中。将直线光轴装入直线轴承,放松固定端螺钉,松开活动支撑架。将两直线光轴及运动部件安装在工装固定支撑架上,调整好两直线光轴的位置。将工装活动支撑架锁紧,这样可以保证两轴的平行度在要求的范围内。然后调整运动部件与两直线光轴的安装间隙,并锁紧。这样两轴与运动部件就组成了一个刚体,在运动部件的开合运动中能够保持两轴的平行度,满足运动的平稳连续。模拟装配简图如图3所示。

▲图2 平行轴装配工装
▲图3 模拟装配简图
固定好运动部件后,将工装上的活动支撑架松开,取出由两轴所组成的机构,安装在图1所示两个固定支撑部件中。由于固定支撑部件E是固定的,因此调整固定支撑部件F的左右位置来适应两根直线光轴,保证两轴能够良好运行,同时运动部件间的开口平行度不大于0.03 mm。调整好后,锁紧固定螺钉。
4 结论
通过三台两轴机构的装配实践,证明采用这一平行轴装配工装能够简单快捷地确定两直线光轴的平行度,进而高质量地完成整个机构的装配。相比较原有的装配工艺,这一空间内两平行轴装配工装能够提高装配效率和质量,适合批量生产现场的装配工作。