
电装缆型图设计在产品批量生产中的应用研究
2018-05-28 06:54江苏自动化研究所王东亮王奇林
电子世界 2018年10期
江苏自动化研究所 王东亮 王奇林 于 帅
0 引言
军用电子设备的批量生产没有确切的定义,其可分为批量生产和单件小批量生产。批量生产的特点是产品基本固定不变,产量大,品种少。单件小批量生产的特点是产品生产数量极少,但品种较多。其中单件小批量生产的生产过程的特征是:(1)产品品种不定;(2)产品生产数量较少;(3)工艺装备少;(4)对操作工人的技术要求较高;(5)组织管理工作复杂,无法进行流水作业;(6)工艺装备少。
针对军用电子设备,电气设计一般采用接线表、图等形式的工程图和文件,生产过程采用手工绘制“缆型图”及“手工绑扎”的方式制作线缆,电装施工必须在钳装施工结束后,配合实物进行,电气装配必须在结构装配之后才能进行,电装与钳装是一个“串行工作模式”,现在由于电子设备功能越来越多,整机内部走线及布线越来越复杂化,若采用传统的电子设备生产生产方式,势必跟不上产品进度的要求,研究和设计一套适合本所特点的批量生产的生产方案, 已经势在必行。
1 目前整机电装生产中电装缆型应用现状及实践
1.1 电装缆型图的设计
电装缆型图又叫做线缆扎线图,是按照产品的设计安装要求,将线缆结成束的图样。线缆扎线图的绘制一般采用采用结构式平板布线,其优点是布线整齐、一致性好,机内空间利用率高,装配效率高,适用于批量生产;缺点是增加了线缆扎线的工作量。
1.2 传统线缆扎线图的设计方法
1)实物样机绑扎法
不刻意追求线缆外观的整齐划一,根据设计信号的需求, 采用最有利于信号传输的布线方式,不专门设计线缆扎线图,一般先由布线扎线手艺较好的工人先生产一台样机,其他的后续产品按照样机的走线完成装配即可。
2)平板扎线法
按钳装完成后的产品实物,以1∶1比例绘制2D线缆扎线图,之后放置在平板上,然后将线缆安装扎线图捆扎。本方法的优点是布线整齐、一致性好,机内空间利用率高,装配效率高,适用于批量生产;缺点是增加了线缆扎线的工作量,灵活性相对较差。另外,平板扎线法采用串行工作模式,也即需要先制作线缆扎线图之后才能进行下一步施工,但是按照实际生产效果来看,虽牺牲一定的串行生产时间,但是相对目前采用的其它电装模式,本方法却可以提高生产效率,缩短产品装配的生产周期。
1.3 利用三维实体建模制作缆型图现状
采用三维软件实体建模完成线缆扎线图,此方法的根本目的是缩短线缆扎线图的设计周期,变串行设计为并行设计。由设计人员先建立三维模型,然后在此基础上设计立体线缆扎线图和线缆安装图,并将线缆扎线图转换成平面图形式。但是目前实际情况是,要在工程任务中采用先三维实体建模,并行完成线缆扎线图工艺设计其难度很高,且需要一系列基本条件才能实现,目前并不适用于单件小批量生产的军用电子设备。
2 军用电子设备在批量生产的前提及所需要解决的关键问题
2.1 军用电子设备批量生产的前提
一台军用电子设备需先经历了方案论证、样机试制与生产,然后进入设计定型阶段。军用电子设备设计定型后,包括电路设计定型和结构设计定型,才可以进入批量生产;如果产品设计不定型就转入批量生产,则产品批量生产将无法顺利进行,甚至可能会带来严重的经济损失。
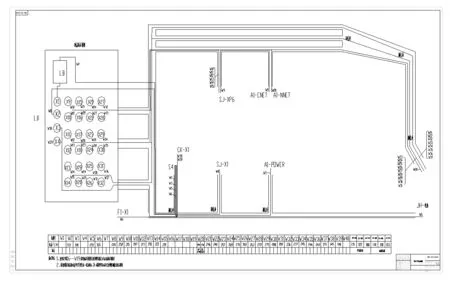
图1 电装缆型图
2.2 军用电子设备批量生产前需要解决的关键问题
将军用电子设备从实验室的科研成果迅速转化为批量生产的产品,关键是军用电子设备要有可制造性,也就是产品的生产性和工艺性,为此,必须将军用电子设备进行“二次设计”,具体为在产品完成电路功能设计和结构外形设计,并验证其性能达到了合同规定的技术指标和使用要求后,重点进行工艺性的“二次设计”,其关键是电路布线、走线可制造性设计,也就是要使军用电子设备的电路设计文件具有可制造性。
3 电装缆型图在本所产品批量生产中的应用
针对本所产品特点,产品种类多、批量少、且研制周期短,采用CAD三维实体建模完成缆型图设计的工作量巨大,不太实用。目前本所采用的电装缆型图设计综合了上机绑扎法和样板扎线法的优点:首先根据整机使用环境及电磁兼容等技术要求,由设计人员和工艺人员共同商定整机内布线、走线方案,然后由手艺较好的工人先生产一套样机,然后按总装完成的产品实物,以1∶1比例绘制2D电装缆型图,此电装缆型图不仅包括线缆走线方式,还包括线缆放置顺序、扎线部位等,比较适合电缆器材化(成品化),直接绑扎固定成型,待整机钳装结束后,直接将缆型固定在整机内,安装好所有连接器即可完成整机电装。
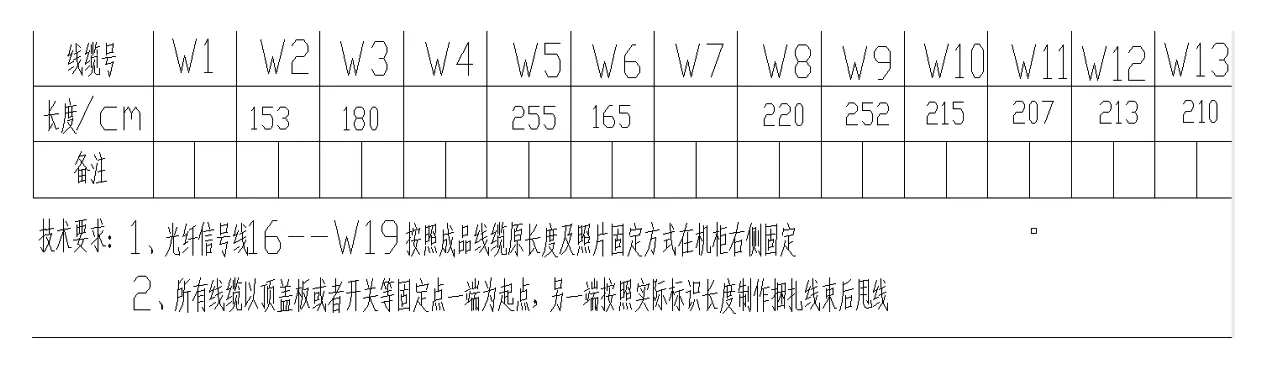
图2 电装缆型图中技术要求(部分)
例如针对XX产品,本所前期只生产了两套,后续有20套预投产,在设计定型及商定布线走线方案后,本所安排熟练工人施工,并搜集长度、照片等资料,然后按照搜集到的资料,由工艺人员按照1:1尺寸绘制电装缆型图,具体如图1、图2所示。通过调整装配工艺设计,在后续20套产品机加结构件生产的同时,电装按照缆型图可同时进行施工,在整机钳装之后,整机电装可按照首件照片将制作好的缆型直接固定在机箱内即可完成,这样可大大缩短生产周期,提高生产效率。
4 结束语
在军用电子设备的生产装配阶段,采用电装的电缆及缆型制作工序与钳工装配工序并行的方法,将传统电装与钳装“串行工作模式”,转变为“并形工作模式”,电装可提前批量预投产,尤其是可以实现流水化作业,完成缆型的制作,批产军用电子设备电装的一致性好,质量稳定性高,且大幅度缩短了制造过程中的电装时间,有效地提高了生产效率。
[1]陈正浩.电子装备电气互联系统制造技术.2006年中国电子制造技术论坛-制造业数字化技术研讨会.
猜你喜欢
国际太空(2021年11期)2022-01-19
上海理工大学学报(2021年3期)2021-07-20
现代临床医学(2021年1期)2021-01-26
供水技术(2020年6期)2020-03-17
船舶标准化工程师(2019年4期)2019-07-24
通信电源技术(2018年3期)2018-06-26
东北史地(学问)(2016年6期)2016-12-14
专用汽车(2016年5期)2016-03-01
大型铸锻件(2015年4期)2016-01-12
专用车与零部件(2015年11期)2015-09-23
