
核电厂涡流检测的现状及展望
2018-05-28 01:28,
无损检测 2018年5期
,
(中核武汉核电运行技术股份有限公司,武汉 430223)
1 核电厂涡流检测技术的主要特点
核电厂有各种热交换器和承压设备,这些核安全设备在投入运行前及正式运行后都必须按照相应规范进行无损检测,即役前检查(PSI)和在役检查(ISI)。由于核电厂自身的特点,这些设备有的在放射性条件下运行,有的承受高温高压,因此对这些设备进行定期检测的周期较频繁,其检测规范和其他相关要求也更加严格。
涡流检测技术在核电厂主要被应用在蒸汽发生器传热管、冷凝器钛管、高压加热器、低压加热器、设备冷却水热交换器和汽水分离再热器换热管等,以及反应堆中子通量测量指套管、反应堆压力容器接管焊缝内表面及近表面、反应堆压力容器主螺栓/主螺母、反应堆压力容器顶部贯穿件、控制棒束组件(RCCA)、底封头贯穿件、控制棒驱动机构(CRDM)密封焊缝等组件的检测中。
核电厂设备及部件的涡流检验技术主要有以下一些特点:
(1) 采用多频率涡流检测技术。根据被检对象的实际情况,通常会使用两种或多种检测频率,各种频率都有其定位或检测方面的用途。在常见蒸汽发生器传热管的涡流检测中,一般采用5种频率,共10个检测通道进行数据采集。在数据分析过程中,还将对不同频率(通道)的信号加以综合处理,用于某些特定的用途。
(2) 要求对缺陷进行定位、定性和定量检测。常规的涡流检测对检测出的缺陷只做“合格”、“不合格”判别,而民用核安全设备的涡流检测必须对所报告的所有信号显示进行定性判定,即明确指出该显示所处的位置和性质,如果属于材料损失性质的缺陷信号,还应给出某种当量信息用以描述材料的损失量。
(3) 可用于蒸汽发生器二次侧泥渣高度、外来物及管子之间接近距离的探测。对于核电厂的涡流检测(尤其是核电厂蒸汽发生器传热管的涡流检测),会要求检测一些“非缺陷类”的参数,如泥渣沉积高度测量、外来物检测和接近管检测等。由于涡流检测具有非接触性和快速的特点,在检测这些“非缺陷类”参数时具有很大的优势,但这终究属于间接测量方法,其测量的精确性仍然无法比拟传统的直接测量方法。
(4) 核电厂涡流检测处于放射性工作环境。显而易见,放射性工作环境对从事涡流检测工作的人员及设备的要求都很高,对于重复使用的设备或部件,还存在清洗去污、安全运输及储存的特殊工艺要求。
(5) 远程控制的自动涡流检测。以蒸汽发生器传热管检查为例,传热管属于一回路压力边界,并处于非常高的放射性环境,具有20~30 m的长度和U型或异型结构,并且管子支承结构复杂,一般采用远程操控自动化设备对涡流探头进行定位和输送,并同时配合多频涡流检测仪进行数据采集。
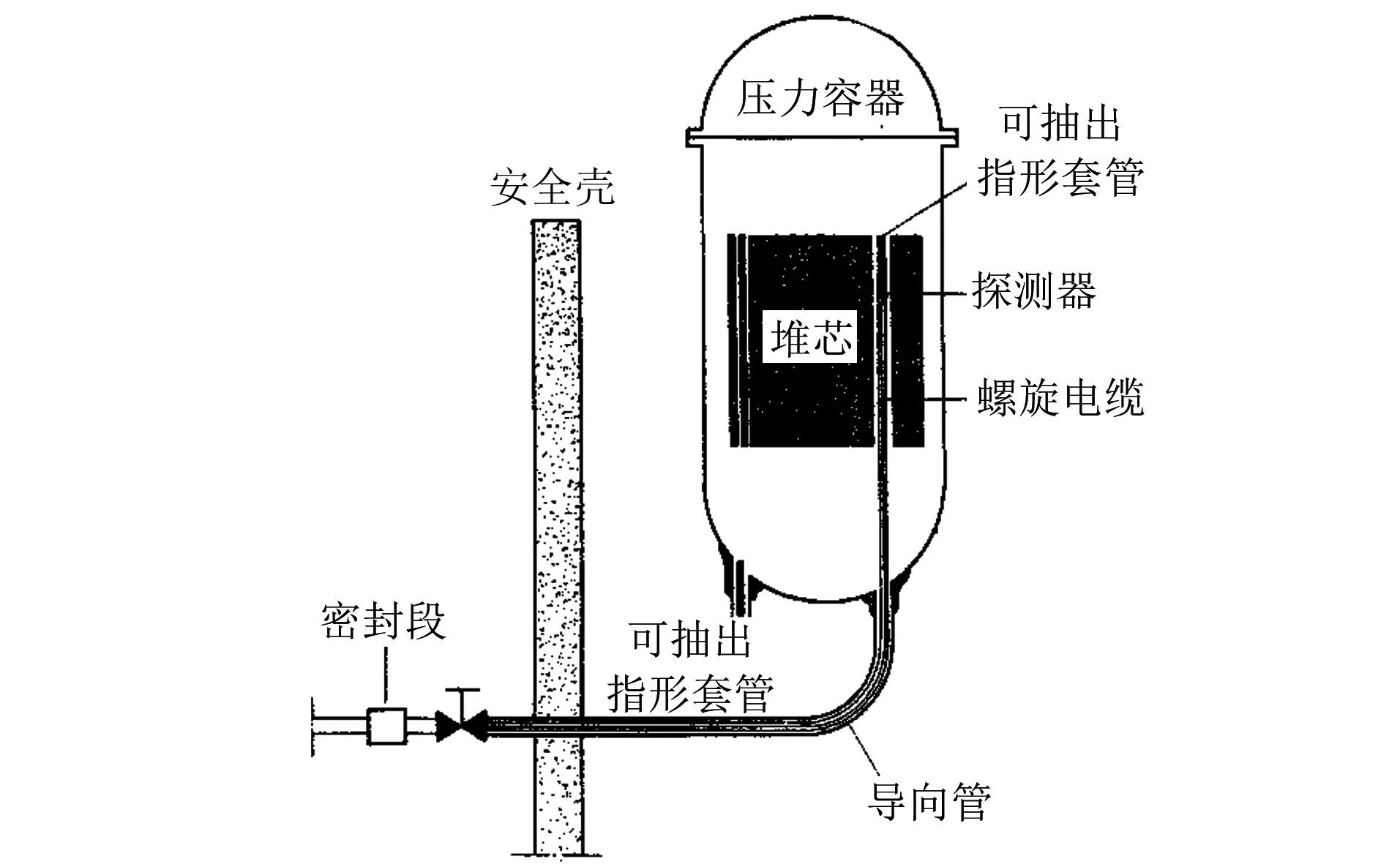
图1 堆芯中子通量测量导向管及指套管布置示意
2 核电厂涡流检测应用现状
2.1 反应堆堆芯中子通量测量指套管检测
除第三代核电外,反应堆堆芯中子通量测量探头是通过穿过反应堆压力容器底部的内嵌有指套管的导向管伸入堆芯中进行测量的(见图1)。指套管的材料一般为316不锈钢,根据核电厂堆型的不同,其数量和尺寸有所不同,一般内径约为5.2 mm,数量约几十根,指套管全长范围一般为14~17 m。在运行期间,一回路流体诱发振动,使指套管与导向管管口之间产生摩擦,进而发生磨损乃至破损。目前对指套管磨损状态监督的有效方法是停堆期间(中子通量测量器抽出后)的内穿式涡流检测,检测时通常选用A.188-T Bobbin探头(外径为4.775 mm,长度为31.75 m),其填充系数可达84.3%,采用单边磨损标定管,对指套管磨损深度的分析方法为幅值判伤法(见图2)。

图2 指套管中磨损的涡流检测信号
由流体诱发振动引起的指套管磨损,多发生在其外部导向管的内径产生变化处,具体部位有堆芯下栅格板、堆芯支撑板、仪表导管固定板和反应堆压力容器底封头贯穿件等。
检测实践表明,指套管的磨损现象普遍存在,不同的核电厂其磨损程度有所不同。通常要求,如果磨损深度达到了50%T(T为壁厚),需要进行拔管移位处理;如果超过了65%T,则需要堵管或换管。
2.2 控制棒束组件的检测
核电厂反应堆控制棒束组件(Rod Cluster Control Assembly,以下简称RCCA)是控制核反应堆功率的重要装置之一。RCCA在长期运行的工况下,会产生肿胀、磨损及裂纹等缺陷。RCCA种类较多,如17×17型RCCA(见图3),但结构大体相似。控制棒的检测主要是针对不锈钢包壳采用的涡流和超声检测。以17×17型RCCA为例,包壳的材料为AISI 316L 不锈钢(渗氮),其外径为9.7 mm,内径为8.75 mm,壁厚为0.475 mm。涡流检测方法能有效检测出控制棒包壳的外表面裂纹和肿胀,可测量出裂纹轴向长度和位置。涡流检测采用外穿式探头,利用幅值分析方法判定裂纹显示(见图4),通过数据的点数测量出裂纹的轴向长度,可通过相位角度来判定是否产生肿胀。

图3 17×17型RCCA外观

图4 典型RCCA裂纹缺陷显示涡流信号
2.3 蒸汽发生器传热管的涡流检测
在压水堆核电厂中,蒸汽发生器传热管是反应堆冷却剂(一回路)系统的压力边界,其面积占一回路压力边界的70%以上,是防止放射性裂变产物逸出的第三道安全屏障。核电机组堆型不同,蒸汽发生器传热管的材料、尺寸和数量也不尽相同(见表1)。

表1 不同核电厂蒸汽发生器传热管的主要参数
蒸汽发生器传热管的降质主要发生在弯管区、胀管过渡区和支撑板处,以及传热管与防振条的微振磨损处等(见表2)。在涡流检测中,对于防振条上的微振磨损类缺陷,一般选用磨损标定管,并采用幅值分析法进行检测(见图5);对于类似点蚀的缺陷选用ASME(美国机械工程师协会)或RSE-M规范的标定管(带通孔和平底孔),并采用相位分析法进行检测(见图6)。

表2 蒸汽发生器传热管的缺陷类型和位置

图5 防振条上的微振磨损涡流信号

图6 支撑板上的应力腐蚀裂纹涡流信号
在核电厂蒸汽发生器传热管的检测实践中,通常采用Bobbin 探头对传热管进行全长检验,然后对所发现的缺陷显示采用旋转探头(MRPC)对存在异常的不确定显示进行补充检验,以实现对缺陷显示的定性。涡流检测不仅可以对传热管缺陷进行分析,还可以对传热管进行胀管轮廓测量、二次侧泥渣高度测量等。在Bobbin 探头信号的分析中,对胀管过渡段缺陷的分析存在一定的困难,可采用阵列探头(Array)获得较理想的分析结果。
检测实践中发现,少量蒸汽发生器传热管有接近堵管或达到堵管准则的缺陷显示。堵管的主要原因有:① 在防振条位置上产生了微振磨损,磨损深度接近堵管准则;② 在支撑板位置上发生了应力腐蚀,缺陷深度达到堵管准则;③ 在管板上方(约50 mm位置上)产生了撞击坑(运行过程中,二次侧异物反复撞击传热管),坑的深度接近堵管准则;④ 存在探头不能通过的管子也进行了堵管。
2.4 反应堆压力容器主螺栓或主螺母检测
核电厂较大直径的承压螺栓主要包括核反应堆压力容器主螺栓和主泵主螺栓等,一般为双头螺栓,其直径为90~160 mm,长度范围为1~2 m。涡流检测范围是螺纹区的表面和近表面区域,在螺栓或螺母螺纹区的检测中,涡流检测具有灵敏度高,重复性好,检测速度快等优点,其目的是为了发现螺纹区的材料缺损(如腐蚀)和螺纹根部的裂纹。

图7 标定螺栓涡流信号
标定螺栓或螺母上刻有深度分别为0.5,1.0,2.0 mm的3种不同的人工切槽。其中,深度为1.0 mm的人工切槽的涡流信号用于对反应堆压力容器主螺栓或主螺母的涡流检测系统进行标定;深度为0.5 mm的人工切槽的涡流信号用于设置检验记录标准(见图7)。采用差分连接频率约为300 kHz的笔式涡流点探头,并采用单频幅值分析法对螺栓或螺母进行涡流检测。
由于涡流检测的局限性,对于缺陷的定性和定量比较困难,可根据需要,采用其他检测方法进行补充与验证。在检测实践中,螺栓或螺母上的缺齿、齿面磨损等显示,需要通过目视检测进行补充检测。
2.5 其他设备的涡流检测
其他设备的涡流检测主要有内穿式涡流检测和表面阵列涡流检测,如余热排出热交换器、凝汽器换热管、蒸汽发生器排污冷却器、高压加热器、低压加热器、设备冷却水热交换器、汽水分离再热器、工业水冷却器等的传热管均采用内穿式涡流检测技术;反应堆顶盖贯穿件内外表面、控制棒驱动机构耐压壳耐压管的内表面等均采用表面阵列涡流检测技术。
3 核电厂涡流检测技术发展展望
3.1 拓展应用范围
由于涡流检测具有检测速度快、不需要耦合剂和易实现自动化、可进行表面和近表面检测的特点,其在表面检测上有了较大的应用空间,如压力容器内表面、管道焊缝的外表面和法兰密封面等。为了达到一定的覆盖面积,表面检测需要采用柔性阵列涡流检测技术,同时借助探头提离干扰的抑制技术,以适应被检对象的表面形状。现在阵列涡流仪已进入实用阶段,但柔性阵列涡流探头技术仍未大幅度应用在表面检测上。
3.2 进一步提高检测灵敏度
为了提高核电厂换热管的可达性,通常需要在换热管的小弯管区采用柔性较好的专用Bobbin探头,但是该种探头的填充系数较小,检测灵敏度相对较低,同时Bobbin探头比旋转探头或阵列探头的检测灵敏度低。
旋转探头的检测速度慢,实用性较差,而阵列探头不仅检测灵敏度高,而且可对缺陷进行定性检测,因此在进一步提高阵列探头的可靠性后,阵列检测技术将有良好的应用前景。
3.3 自动化分析和可视化3D显示
在数据分析方面,目前还需要持有分析资质和有一定实践经验的分析人员进行手动分析。核电厂传热管数量多,检测工期长,而自动分析可减少人员数量,给检测工作提供极大的便利,同时可缩短检测工期。
借助于小波变换技术、人工神经网络技术、大数据和信息化技术等,可视化3D显示将给缺陷的直观识别带来极大的便利。
3.4 涡流检测新技术
随着现代化步伐的加快,对检测技术的要求越来越高。在物理、机械、电子、材料学科和计算机技术、换能器技术、信号处理技术、缺陷识别技术的发展与融入等方面,涡流检测技术正在不断得到新的发展、新的应用,这大大促进了现代检测技术的发展,也必将使核电厂检测技术水平不断提高。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
设备管理与维修(2022年21期)2022-12-28
核安全(2022年3期)2022-06-29
中国特种设备安全(2022年1期)2022-04-26
装备制造技术(2020年11期)2021-01-26
通信电源技术(2018年5期)2018-08-23
——数字反应堆
中国核电(2018年2期)2018-01-14
中国核电(2017年1期)2017-05-17
中国核电(2017年1期)2017-05-17
载人航天(2016年4期)2016-12-01
