
铝合金脉冲MIG焊焊接工艺的设计分析
2018-05-26 03:06:39刘新新
中国设备工程 2018年10期
刘新新
(湘潭电机股份有限公司结构件事业部,湖南 湘潭 411101)
铝合金是现阶段工业生产常用的金属材料,不仅强度与钢相当,而且密度远低于钢。然而,铝合金可焊性一般较差,采用常规焊接方法难以保证焊接效果与质量,所以铝合金焊接越来越多的采用双脉冲MIG焊工艺,而想要达到预期效果,需以正确规范的工艺设计为前提。
1 铝合金综合性能与双脉冲MIG焊
1.1 铝合金综合性能
铝是呈银白色金属光泽的轻金属,有着很高的导电率,只比金、银、铜差,排在所有金属的第四位,而且对于纯铝,且热导率可以达到钢的2倍以上,而且铝的密度还很小。铝合金虽然密度较低,但强度很高,与优质钢十分接近,具有良好塑性,能通过加工制成多种型材,抗蚀性、导电性及导热性均良好,在当代工业领域得到广泛应用,实际用量仅次于钢。除此之外,还有一些铝合金能通过热处理得到符合要求的抗腐蚀性能、机械性能与物理性能。铝、铝合金主要物理性能如表1所示。
1.2 焊接性
焊接性即金属对于焊接的适应性,也可称之为可焊性。可焊性能充分反映出某种金属在焊接过程中获得理想焊接接头的难易性。可焊性还可细分成工艺焊接性与使用焊接性。一般对金属可焊性会造成影响的常见因素包括以下几种。
(1)金属材料类型、性质与特点。
(2)设计方面的因素。
(3)工艺方面的因素。
(4)环境因素。
在对金属可焊性进行分析时,碳当量是一项十分重要的分析指标,一般采用以下公式计算得出:
式(1)中,表示碳当量;C表示碳元素含量;Mn表示锰元素含量;Ni表示镍元素含量;Cr表示铬元素含量;Cu表示铜元素含量;V表示钒元素含量。
根据LY19(2219)各项性质与特征,采用式(1)对其碳当量进行计算,结果为0.48%,说明其可焊性相对较差,对焊接方式有较高要求,必须选择正确焊接方式,只有这样才可以有效保证质量。
1.3 焊接方法
对双脉冲MIG焊而言,它除了能得到鱼鳞状外观,还能大幅提高实际生产率,对减小气孔率及改善焊缝组织等均有重要作用。同时,考虑到LY19(2219)的碳当量只有0.48%,对焊接方式有着极高的要求,为保证焊接质量,达到理想的效果,应采用双脉冲MIG焊。

2 基于双脉冲MIG焊的铝合金焊接工艺设计
2.1 试验材料与方法
采用基于试验的方法验证这种焊接方式对铝合金焊缝造成的影响,从而完成工艺设计,以达到理想的焊接效果。本次试验主要采用LY19(2219)作为母材,其厚度为8mm,将热处理状态确定为T6态,分别进行固溶处理与时效处理。试验材料的焊接主要使用由德国CLOOS公司研制的Qunito 503MIG焊机,焊丝选用ER2319,其直径为1.6mm,将氩气作为保护气体,纯度为99%。试验材料各化学成分的质量分数为:Cu—6.28%、Mn—0.30%、Ti—0.048%、Zr—0.12%、V—0.07%、Fe—0.22%、Si—0.08%;焊丝各化学成分的质量分数为:Cu—5.96%、Mn—0.30%、Ti—0.17%、Zr—0.12%、V—0.06%、Fe—0.14%、Si—0.04%。

表1 铝、铝合金主要物理性能
在焊接过程中,先在试验材料的表面进行堆焊,期间观察焊缝与硬度实际变化,以此选定适宜的工艺参数。然后以正确工艺参数进行焊接,将坡口形式确定为“X”形,呈80°。焊接后使用光学显微镜对焊缝进行仔细观察,再检测焊缝实际硬度,将荷载确定为10kg,借助AG-250KNE电子拉伸实验仪对接头进行拉伸试验。
2.2 结果与分析
2.2.1 试验结果
经试验发现,双脉冲MIG焊过程中,如果低频脉冲参数发生变化,则焊缝的组织与成型均会受到影响。基于此,分别将低频脉冲的时间与频率,以及高、低频脉冲的峰值电压实际差值视作进行正交试验分析的元素,用于明确焊缝性能与组织受脉冲参数及其变化的影响。因焊缝晶粒大小对焊缝整体机械性能有直接影响,同时硬度还能真实反映出机械性能情况,所以将硬度视作判断焊缝性能能够达到要求的标准。以正交表的既定排序规律作为依据,确定正确的试验顺序及表头,如表2所示。
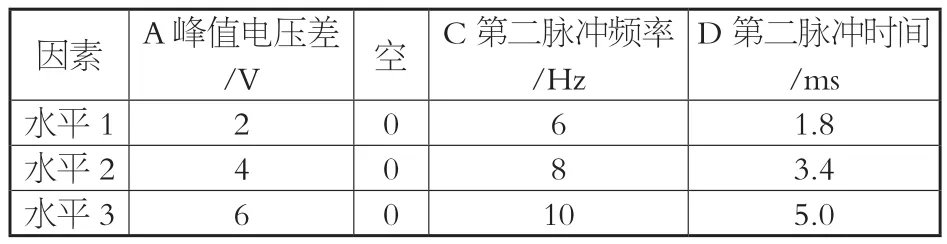
表2 正交试验水平表
双脉冲MIG焊过程中,使高频脉冲参数始终保持不变,具体的脉冲参数包括:
(1)脉冲频率f为210Hz。
(2)脉冲时间t为2ms。
(3)基值电流为80A。
(4)峰值电压为29.8V。
(5)送丝速度为5.2m/min。
试验结果为:
(1)峰值电压实际差值为3V。
(2)第二脉冲频率为6Hz。
(3)第二脉冲时间为3ms。
(4)硬度为128.4HV。
接头拉伸试验结果为:
(1)单脉冲工艺条件下:①抗拉强度为296.4MPa;②屈服强度为191MPa;③延伸率为4.7%;④断面收缩率为19.7%。
(2)双脉冲工艺条件下:①抗拉强度为298.8MPa;②屈服强度为193.9MPa;③延伸率为5.0%;④断面收缩率为23.8%。
其中,延伸率的计算公式为:

上式中,ΔL 表示材料拉伸断裂后标距段总变形;L表示原标距长度。
2.2.2 结果分析与讨论
对以上试验结果进行分析,可得以下结果。
(1)经正交试验,可确定采用双脉冲MIG焊对LY19(2219)进行焊接时,应将各项工艺参数确定如下:①峰值电压实际差值—3V;②第二脉冲频率—6Hz;③第二脉冲时间—3ms。(2)在进行双脉冲焊接的过程中,峰值电压发生的具有一定周期性的实际变化,会为熔池液体提供搅拌作用,使焊缝组织被细化,从而增强焊缝强度与塑性。
3 结语
综上所述,采用双脉冲MIG焊对LY19(2219)进行焊接是可行的,只要工艺参数正确,即可达到理想的焊接效果,焊缝组织良好、强度大,接头各项指标符合设计要求。
参考文献:
[1]罗怡,谢小健,朱洋,万瑞,胡绍裘.铝合金脉冲MIG焊接熔滴过渡行为的声发射信号时频域表征[J].焊接学报,2015,36(04):83-86,91,117.
[2]张刚,黄健康,石玗,樊丁,卢立晖,樊佳伟.基于脉冲电流参数的铝合金脉冲MIG焊过程控制[J].焊接学报,2013,34(12):59-62,4.
[3]黄健康,张刚,樊丁,石玗.基于动态模糊神经网络的铝合金脉冲MIG焊接过程解耦控制分析[J].焊接学报,2013,34(09):43-47,115.
猜你喜欢
中学生数理化·八年级物理人教版(2023年11期)2023-12-26 07:50:10
少先队活动(2022年9期)2022-11-23 06:55:52
数学物理学报(2022年3期)2022-05-25 13:33:28
中成药(2017年12期)2018-01-19 02:06:54
通信电源技术(2016年6期)2016-04-20 06:21:16
通信电源技术(2016年5期)2016-03-22 01:09:44
焊接(2016年1期)2016-02-27 12:59:14
焊接(2015年8期)2015-07-18 10:59:14
汽车维护与修理(2015年6期)2015-02-28 12:17:29
表面工程与再制造(2014年2期)2014-02-27 06:46:12
