
电解铜箔后处理机的安装调试
2018-05-18 07:17陆小蕊杨东海闫阳天邵向京李学雷
锻压装备与制造技术 2018年2期
陆 林,陆小蕊,杨东海,闫阳天,邵向京,李学雷
(西安航天动力机械有限公司,陕西 西安 710025)
目前,国内外生产的铜箔后处理机在安装过程中,通常要进行单机调试和联动调试,其目的是验证设备工作的可靠性,在试机过程中常常要面对许多意想不到的问题,只有对实际安装过程中出现的问题逐个分析和排查,才能使后处理机在安装完成后正常工作。
1 后处理机的结构组成
后处理机主要由开卷机构、主处理机列、烘干装置、收卷机构、控制系统、操作平台、辅助装置等组成,如图1所示。

图1 后处理机结构示意图
2 后处理机安装内容
后处理机的各零部件在加工完成后运输至施工地点,借助一些工具和仪器,通过必要的施工,将各零部件正确地安装在预定位置上,并通过调试运转达到使用条件。一条后处理机能否正常投入生产,处理出合格的铜箔产品,取决于安装的精度。
安装前,首先对工作表面进行打磨清理,按图纸明细表清理出所需要的标准件,并确定零部组件的安装顺序。
2.1 基础支架的安装
基础支架总长26000mm,两端中心线宽2200mm,由三段支架组成,每段之间用连接板连接。基础支架安装在7组水泥混合柱之上,基础支架与地基支架有绝缘要求。分段将支架安装在水泥混合柱之上,并进行连接,找平支架两侧水平度在2mm以内,支架两侧平行度在2mm以内。找正之后,与地基进行固定。
2.2 开卷机构的安装
开卷机构主要由开卷机构驱动系统和开卷机构支架两部分组成。机架安装在基础支架之上,机架与中间架之间用直线导轨连接,支撑架1和支撑架2安装在中间支架之上。开卷辊安装在支撑架1和支撑架2之上。安装时应调整支撑架1和支撑架2的高度,保证开卷辊的水平度在0.02mm以内;中间架在直线导轨上运动灵活、平稳;开卷辊与传动轴之间用离合器连接,安装时要保证开卷辊与传动轴之间的同轴度在0.05mm以内。传动轴与驱动电机之间用同步齿形带连接,安装时应调整传动轴与驱动电机主轴之间的平行度。如图2所示为开卷机构示意图。

图2 开卷机构示意图
2.3 主处理机列的安装
主处理机列是电子铜箔表面后处理机的核心部分,毛箔的酸洗、粗化、固化、灰化、防氧化、水洗等物理、化学处理在这里完成。主处理机列中共有63组辊系,其中液下辊12组,导电辊5组,传动辊19组,挤液辊8组,下压辊9组,张力辊7组,导辊3组;PVC功能槽13个,槽间接液盘11件;导电装置10套;阳极板16块。
2.3.1 主处理机列支架的安装
主处理机列支架总长20000mm,高1300mm,主要作为导电装置、张力辊、传动轴等部件的安装基础;主处理机列支架安装在基础支架之上,与基础机架之间有绝缘要求。安装主处理机列支架时,要保证机列支架两侧上表面水平度在0.5mm以内,支架两侧上表面中心线平行度保证在1mm以内。
2.3.2 PVC功能槽体的安装
主处理机列13个PVC功能槽工艺流程先后顺序如下:
酸洗(Pic)- 粗化 1(Cu1-1)- 粗化 2(Cu1-2)-固化 1(Cu2-1)- 固化 2(Cu2-2)- 弱粗化(Cu3)- 水洗(R1)-灰化(Zn)-水洗(R2)-防氧化(Cr)-水洗(R3)- 水洗(R4)- 漂洗(Si)。
槽体安装时,先安装槽体放置台,槽体放置台与基础支架连接,安装槽体前,应将放置台上表面打磨清理;槽体安装在放置台上,如存在间隙,应用斜铁、垫片等物件进行处理。保证槽体底面与放置台之间贴合紧密。
在 R1、R2、R3、R4四个水洗槽内均设置清洗系统。清洗系统在液下辊安装完成后进行安装。清洗系统稳压管固定在机列支架上,清洗系统上液管可根据现场情况配作。喷嘴的安装有角度要求,保证每根喷水管上的喷嘴角度一致,喷嘴与喷水管连接处要进行密封处理。
在粗化 1槽(Cu1-1)、粗化2槽(Cu1-2)、固化 1槽(Cu2-1)、固化 2槽(Cu2-2)、弱粗化槽(Cu3)、灰化槽(Zn)、防氧化槽(Cr)7个功能槽中均设置阳极,粗化、固化仅在铜箔毛面设置阳极,灰化、防氧化在铜箔的两面设置阳极,共计16块阳极板。
阳极板在液下辊安装完成后可进行安装。阳极板安装时先安装好槽体内阳极板支架,再进行阳极板安装,安装时要对其进行防护,所有连接均为钛螺栓。
2.3.3 辊系的安装
(1)挤液辊和上压辊通过导轴与主处理机架连接,均相对独立。安装时应对其压紧装置进行调整,压紧装置应调整灵活。
(2)导电辊和传动辊在槽体安装完成后进行安装。先与相配的轴承座进行装配,装配后转动灵活方可在主处理机列支架上进行装配。另外,导电辊上主处理机列支架之前,应将与其相连的换向器安装好。
(3)张力辊轴承座安装在张力传感器之上,通过软轴与传动轴连接。安装时应保证张力辊与传动轴的同轴度在0.02mm以内。
(4)液下辊装配时先应将法兰内侧的密封圈套装在液下辊上后将其从PVC槽体一端的法兰孔中穿过(为了便于调整,可将液下辊用软绳悬挂在槽体上),然后调整两端距离至均匀,再依次装配密封法兰盖、带座轴承、平皮带轮等。图3为液下辊传动方式示意图。

图3 液下辊传动方式示意图
(5)每组辊系均配有左右调节块,另外,应备0.1~0.5厚度不同的铜皮,对辊系进行高低调整。辊系在安装时应对其表面进行防护。辊系安装完成后,用水平仪、千分尺、专用测量工装等工具对其进行调整,保证辊系之间的平行度在0.02mm以内,每组辊系的水平度在0.02mm以内。
2.4 烘干装置的安装
烘干装置主要由烘干箱体、高压耐热风机、红外线加热系统、排风系统,送风系统、专用风刀等部分组成。红外线加热系统与烘干箱体装配,装配好后整体装在主机列支架上,抽风管、送风管与风机的接口现场配接。
2.5 收卷机构的安装
收卷机构主要由收卷机构驱动系统和收卷机构支架两部分组成。收卷机构支架主要由底架、支撑架、气缸安装架和3组导辊、1组气动辊等部分组成。收卷机构安装与放卷机构安装相似,不同之处在于气动辊的装配。气动辊两侧由两组气缸带动,安装时应保证两侧气缸的平行度,在气缸动作过程中,气动辊在任何位置上的水平度和相邻辊之间的平行度应在0.02mm以内。图4为收卷机构示意图。

图4 收卷机构示意图
2.6 操作平台的安装
操作平台是后处理机的辅助部分,现场安装完成后应与地基用地脚螺栓固定,保证其稳定性。
2.7 驱动系统的安装
该处理机设置10台电动机驱动,电动机直连减速器,通过齿形带轮用同步齿形带带动驱动辊,再通过平皮带带动液下辊和张力辊。驱动辊带动液下辊时要经过一次换向。
2.8 保护罩的安装
保护罩是由不锈钢角钢骨架和透明有机玻璃板组成。防护罩装配在主处理机列上,有机玻璃板与PVC槽体的加强筋现场配置孔安装。防护罩在后处理机调试完成、设备能正常运行后安装。
3 安装调试问题及解决方法
在铜箔处理过程中,主要问题是铜箔表面经常打皱,经总结原因有以下两类:
3.1 辊系本身精度问题
后处理机主要零部件是几十根直径不同的不锈钢辊和液下辊,各辊子的圆度和直线度精度为0.01mm,在实际调试中发现个别辊子之间铜箔打皱,反复调试均无法解决问题,后拆下辊子测量,圆度和直线度分别为0.05mm和0.07mm,经返修合格后,装机使用,问题解决。
3.2 调试精度问题
后处理机是由多个辊子和各种零部件组装成,总长度达十余米,各个辊子的水平度和平行度要求达到0.02mm,精度极高,如果安装精度超差,在处理12μm厚度铜箔时,极易打折,产生废品。要想解决这个问题,首先要有高精度的测量工具,如果测量工具精度都达不到0.02mm,则肯定无法保证安装质量。后经多次试验,自制了带百分表的测量工具,解决了安装精度问题。经多次使用,安装精度百分百合格。图5为自制测量工具示意图。
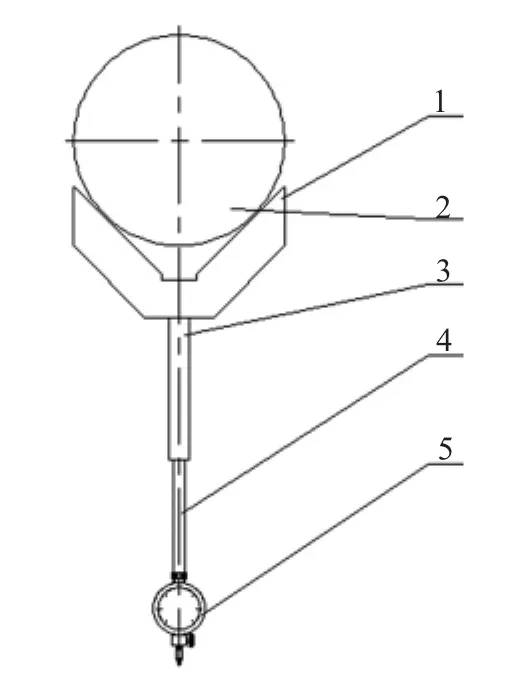
图5 自制测量工装示意图
4 后处理机维护保养
定期检查各传动机构、减速机和轴承、皮带,定期保养,以确保设备正常运行。如图6所示为安装现场图片。

图6 安装现场图片
参考文献:
[1] 金荣涛.电解铜箔生产[M].长沙:中南大学出版社,2010:103-116.
[2] 成大先,等.机械设计手册[M].北京:化学工业出版社,2002.
[3] 赵如福.金属机械加工工艺人员手册[M].上海:上海科学技术出版社,1990.
猜你喜欢
橡塑技术与装备(2021年12期)2021-06-24
冶金设备(2021年1期)2021-06-09
机电工程(2021年3期)2021-03-23
河北农机(2020年10期)2020-12-14
计量学报(2020年7期)2020-08-07
广东第二师范学院学报(2020年3期)2020-06-28
文化产业(2019年6期)2019-09-11
电子制作(2016年1期)2016-11-07
文体用品与科技(2016年7期)2016-06-15
中国机械工程(2015年13期)2015-12-16
