
高速注塑机上电气连接器的选择
2018-05-18 18:16:40金敬明张益波
橡塑技术与装备 2018年10期
金敬明,张益波
(德马格塑料机械(宁波)有限公司,浙江 宁波 315800)
随着控制系统以及驱动元件性能的不断提升,注塑机的运行速度在不断提高,单位注塑成型产品的生产时间在不断缩短。特别是一些包装类注塑成型产品,生产时循环时间很短,如4 s以下。这就要求机器各个轴向移动需要很大的加速度和制动速度。特别是模具开合移动时,快速启动和快速刹车,就会产生非常大的振动。如何保证注塑机所配的电气设备在剧烈振动的环境中正常、安全、稳定的运行,将是电气设计者重点考虑的问题。电气连接器和导线是各个电气设备传递能量和信号的途径。电气连接器包含电气设备上的接线端子、独立的接线端子、接插件、插头和插座等。
但是在现实中,电气连接器往往不太被重视。电气设计者往往把接线的可靠性排在功能之后。 形成这种现象的原因可能是,导线连接松动一般不会对注塑机本身产生损伤,且是较容易修复,基本不需要更换零件。 但是这种连接问题的查找时间较长,如有频繁发生,将严重影响生产。另外碰到导线的连接问题,管理者一般会在安装工人的角度考虑, 通过对工人的严格要求寻求导线连接的可靠性。而本文将以电气连接器的结构分类,从功能性、可靠性、操作性、维护性的角度出发,探讨几种电气连接器的特点和优缺点,及其在注塑机上的应用。
1 螺钉式连接
1.1 螺钉式连接的优缺点
螺钉式连接是目前最通用最广为接受的导线连接方式。特别是大电流(>100 A)导线的连接,螺钉式连接基本处于垄断地位。螺钉式连接的结构如图1所示。

图1 螺钉连接结构
1.1.1 螺钉式连接端子的优点
(1)适用的导线规格范围广;
(2)不用专用的工具;
(3)若有需要的话,单孔可同时接两根线。
1.1.2 螺钉式连接的缺点
(1)为确保可靠,需要定期重新紧固;
(2)安装较费时;
(3)不耐振动。
对于高速注塑机来说,不耐振动是这种连接方式的主要缺点。螺钉式连接是机械上最基本的连接方式,那么为什么说它不耐振动呢?螺钉连接是通过螺纹之间的摩擦和螺纹的变形来实现紧固的,使螺纹变形的力来自螺钉拧紧后的反作用力。在电气连接中,导线的基本材料是铜丝,铜较软,所以提供的反作用力比钢与钢连接的小。同时当导线通电时会产生热量,而且产生的热量随着导线电流的变化而变化,这些热量会改变连接处的机械特性。更糟糕的是,一旦螺钉式连接松动,只会越来越松,使故障扩大化。
1.2 保证螺钉式连接可靠性的方法
机械上为了提高螺钉式连接的可靠性,螺钉帽的槽型有好几次升级。从最初的“一”字螺钉,发展到后面的“十”字、“米”字、内六角等,目的是为了使螺丝刀与槽口结合更紧密,使螺丝刀不易滑落,使槽口不容易被破坏,从而提高螺钉拧紧时的扭矩。
国际著名品牌低压电气产品制造商如ABB、西门子等都非常重视螺钉槽型。在小电流的螺钉连接中都选用米字型螺钉槽型,但依然有许多品牌还是采用十字槽型。
除了在螺钉槽型上下功夫外,在螺钉连接的附件冷压头上同样有防振动设计。在强烈振动的应用场合的设计,一般会用O型冷压端头,其目的可以防止螺纹松动后产生的二次危害,但是使用O型冷压端头比较费时。
接线安装时,要求电气连接螺钉需要二次拧紧。在后续的运行中,需要定期维护。一般规定普通的使用场合每6个月需要重新紧固一下电气螺钉。
1.3 螺钉式连接在高速注塑机上的应用
在高速注塑机中小电流导线连接较多,特别是信号线,螺钉式连接不是一种好的选择。但是在有些方面,如大电流导线的连接上,螺钉式连接的端子是不可避免的。这就需要设计者在元器件选型时注意观察螺钉式连接的结构,在元器件排布时,把螺钉式连接的元器件放在容易操作和容易二次维护的位置上。另外在接线安装时,螺钉连接的端子都需要二次拧紧,并做好标记。
2 焊接式连接
2.1 焊接式连接的优缺点
焊接是目前公认的最为可靠的电气连接方式。焊接式连接的结构如图2所示。
焊接式连接的优点:
(1)适用的导线规格范围广;
(2)不用专用的工具;
(3)适用于振动场合;
(4)密度高。

图2 焊接连接结构图
2.1.2 焊接式连接的缺点
(1)安装较费时;
(2)对焊接技术要求较高。
2.2 保证焊接式连接可靠的方法
焊接式连接是很可靠的,但是焊接工艺要求较高,焊的时间、温度、焊丝的材料等都将影响焊接的品质和可靠性。印刷电路板一般都采用全自动的波峰焊机来控制焊接的质量。如采用人工焊,那么焊接工具必须每天校准设定温度。此外焊接时还需要留意焊接体表面的情况,如果被焊物体表面氧化需要做除氧化处理。正因为焊接的品质不好把控,所以焊接操作需要有恒温恒湿的工作间、要有专用工作台,并要求焊接完成后对线束做好测试,尽量避免在机器现场进行焊接操作。
2.3 焊接式连接高速注塑机上的应用
正因焊接连接在抗振动方面的优势,在高速注塑机上有些振动较大的终端执行器件和测量器件应尽量选用焊接连接。 如压力传感器、比例阀插头、伺服阀插头等都应焊接连接;带引出导线的电气件其实也是焊接连接的一种,只是带引出导线的电气件的焊接连接是由制造商完成的。
3 冷压式连接
3.1 冷压式连接的优缺点
冷压连接的可靠性仅次于焊接式连接。冷压连接的结构如图3所示。
3.1.1 冷压式连接的优点
(1)适用于振动场合;
(2)密度高;
(3)可实现线束预先装配。
(1)对客户而言,产品多(插针),料号多;
(2)需要专用的工具;
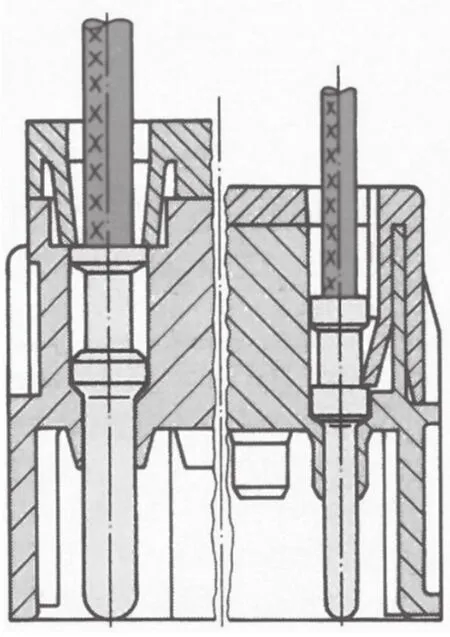
图3 冷压连接结构图
(3)同一规格针,适用导线规格较窄;
(4)不适用硬线场合;
(5)物料只能一次性使用。
3.2 冷压式连接保证可靠性的方法
首先需要保证的是冷压端子的产品质量,其包括冷压端子的材料、壁厚和表面镀层等。其次导线的截面要与冷压端子规格相符;导线质量本身一般没有问题,但是需要注意,导线剥线时不要损伤导线芯线使导线的截面减少,从而影响压接质量。最后最重要的还是冷压工具;一般冷压端子都需要专用的冷压工具,来保证冷压端子固定的最佳冷压形状、压紧力和防拔倒刺等。但是从冷压端子外观上并不能直接判定其需要哪种专用工具,而且其他普通钳子也可以基本的压紧。这就为冷压式连接的使用留下了安全隐患。
3.3 冷压式连接在高速注塑机上的应用
虽然冷压式连接的抗振性能很好、 操作上便利,工艺要求也不高,但是冷压连接需要专用工具。注塑机都需要现场维修,而且顾客的分布很广。维修人员除了本公司的售后外,还有客户自己的设备维修人员和其他维修机构。给这些维修人员配备各种型号的冷压针和专用工具不现实。
又由于冷压连接方式的连接密度高,所以在高速注塑机中冷压连接一般用于成熟的高插针密度的标准接口,如欧洲橡胶塑料机械制造商协会Euromap标准中,就大量使用了高密度的冷压式连接的重载插头。
4 弹性体连接
4.1 弹性体连接的优缺点
弹性体连接是比较适合高速注塑机的一种连接方式。弹性体连接的结构如图4所示。
为了验证阳离子电荷数对TSR反应生成H 2 S的影响,在不同的硫酸盐-正辛烷反应体系中加入一定量的AlCl3,测定其H 2 S生成量,如表4所示。
4.1.1 弹性体连接的优点
(1)适用于振动场合;
(2)适用的导线规格范围广;
(3)软线无需预处理;
(4)不用专用的工具,安装方便,省时;
(5)由于本身带插针,对客户而言,物料少,便于管理。
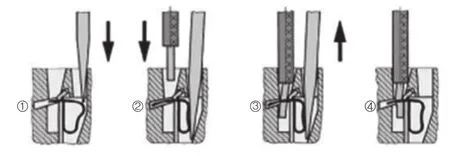
图4 弹性体连接结构图
4.1.2 弹性体连接的缺点
(1)每个接线位只能接一根导线;
(2)由于结构限制,插针的密度有限;
弹性体连接的操作非常方便, 用标准的螺丝一字刀打开弹簧,将导线插入接线口,移除螺丝刀,即完成接线。且无需预处理导线,软线可直接插入。
4.2 保证弹性体连接的可靠方法
弹性体连接是利用弹性钢片金属的回弹力来夹紧导线。弹性体连接的可靠性是由弹性钢片金属和弹性体连接器的绝缘框架决定的,弹性体连接的夹紧力不受人为、应用环境条件的影响,始终在导线上施加相同的力,所以振动和导线发热后的变形都不会使连接松动。只要选择的弹性体连接器质量可靠且质量连续稳定,弹性体连接是相当可靠的。弹性体连接器是免维护的,与上文所说的一旦松动后只会越来越松的螺钉连接器对比,弹性体连接器对导线的夹紧力始终相同,保证连接的连续性。
4.3 弹性体连接在高速注塑机上的应用
弹性体连接的所有优点都是高速注塑机所需要的。首先,在强烈振动环境的高可靠性正是高速注塑机最重视的;其次,对导线规格范围广且软、硬线都可以,特别适合高速注塑机这种多种类传感器和多种类执行器的机械设备;再次,无需特殊工具、操作方便和物料管理上的方便,非常适合高速注塑机制造商的生产和管理,另外在售后的维护服务和改装服务上无后顾之忧。
虽然弹性体连接器的安装密度有限,但是只要合理设计和排布,在高速注塑机的不算紧凑的配电箱内完全可以避免安装空间的拥挤。
4.4 新型弹性体连接器
在普通弹性连接的基础上,目前出现了一种直插式弹性连接端子,其结构如图5所示。它的最大特点是连接导线时不需要工具,可将刚性导线或带冷压头的柔性软线可直接插入接线位。需要松开时,用标准的螺丝刀按压操作杆即可。相比普通的弹簧连接, 其少了一步用螺丝刀顶开弹簧的步骤,但是多了一道柔性线冷压的步骤。
从可靠性的角度分析,柔性导线冷压更容易出现质量隐患。但好在柔性导线冷压头可以用专用设备自动来完成,这专用设备可自动剥线、套冷压头和压紧。专用设备的参与可提高安装速度的同时也保证了冷压连接的可靠性。不过这专用设备价格较高,使用单位需要在人工和设备投入上做取舍。
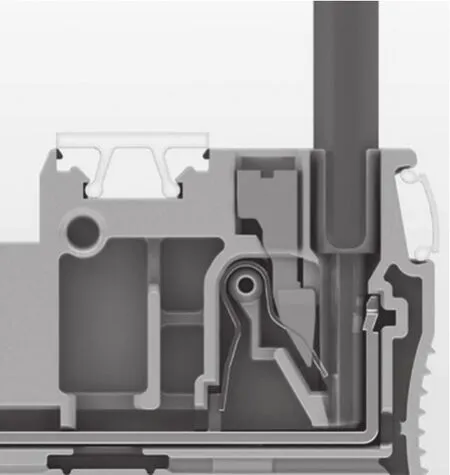
图5 直插式弹性连接结构图
上述四种结构的连接器的选择比较可以用表1 充分体现。

表1 四种结构的连接器比较
5 结束语
通过对以上几种电线连接方式的分析,优缺点一目了然。在高速注塑机的电气设计中,多数电线连接应该是弹片连接。当然,由于注塑机电缆型号较多,用于不同部位、不同元件,可采用以上几种组合连接。
参考文献:
[1]周博. 端子压接工艺在高速动车组中的应用[J]. 第八届中国智能交通年会,2013.
[2]刘建军,胡鹏, 张建国,等. 继电保护柜接线端子安装紧固扭矩试验研究[J]. 电力工程技术,2016, 35(2):79~83.
[3]柏延平. 端子压接工艺分析及应用[J]. 电子世界,2014(12):279~280.
[4]董钊, 郝丽娜. 回拉式弹簧端子静接点组设计及测试[J]. 铁道技术监督,2014, 42(12):47~48.
猜你喜欢
弹性体(2021年6期)2021-02-14 05:39:00
装备制造技术(2020年3期)2020-12-25 05:21:56
制造技术与机床(2019年6期)2019-06-25 10:17:46
超硬材料工程(2018年2期)2018-05-24 08:59:49
时代农机(2017年8期)2017-10-18 04:58:48
材料科学与工程学报(2016年1期)2017-01-15 13:34:10
超硬材料工程(2016年1期)2016-02-28 22:20:01
中国塑料(2015年11期)2015-10-14 01:14:23
橡胶工业(2015年3期)2015-07-29 08:24:16
河南科技(2015年2期)2015-02-27 14:20:27
