无机填料改性聚丙烯的力学性能研究
2018-05-18 18:16豆高雅
橡塑技术与装备 2018年10期
豆高雅
(榆林市新科技开发有限公司, 陕西 榆林 718100)
聚丙烯(PP)是目前用量最大的通用塑料之一,被广泛的应用于化工、机械、汽车,日用品等各个领域,在制品领域中所占的市场份额越来越大。其具有密度小,价格低,无毒性,加工性能优良,耐腐蚀,透明性好,耐用力龟裂及耐化学药品性较佳;由于结晶度较高,这种材料的表面刚度和抗划痕特性很好;PP不存在环境应力开裂问题;缺点是抗冲击性能差,聚丙烯力学性能的绝对值在塑料材料中仍属于偏低的品种,其拉伸强度仅可达到30 MPa或稍高的水平。等规指数较大的聚丙烯具有较高的拉伸强度,但随等规指数的提高,材料的冲击强度有所下降,但下降至某一数值后不再变化。但在室温和低温下,由于本身的分子结构规整度高,所以抗冲击强度较差。聚丙烯最突出的性能就是抗弯曲疲劳性,俗称百折胶。但PP材料的缺点是收缩率大,韧性差,耐磨性差,低温时脆性更大,作为结构件材料,存在许多不足。这就大大限制了PP的进一步推广应用,为此,在保证其他性能不降低的基础上,提高PP的韧性,提高综合性能,可以产生可观的经济效应,更可拓宽聚丙烯的应用范围。目前,PP 的共混改性具有耗资少,生产周期短的特点[1]。PP共混改性近年来成为PP增韧改性的重点,而无机填料增韧PP因为改性效果明显而成为目前研究比较多的一类方法,无机填料不同,用于增韧PP的效果也有差异。
无机填料便宜易得,但却可以大幅度降低模塑料及其制品的成本和提高塑料性能。一般填料的填充量较大,有时甚至可达几百份(以树脂100份计算),因此填料是塑料产业重要的、不可缺少的辅助材料。从总体上讲,世界范围内填料的消耗量要占塑料总量的10%左右,可见其消耗量是巨大的[2~3]。无机填料增强聚丙烯的目的是提供一种既有显著增韧效果,复合物制成的制品表面光洁度好,又能保持良好刚性或高流动性的无机填料填充聚丙烯复合物及其制备方法。
填充重质碳酸钙可增加塑料产品体积,降低成本,减小塑料制品的收缩率,提高尺寸稳定性;改进塑料的加工性能、提高其耐热性、改进塑料的散光性、抗擦伤性、平滑度;同时对缺口抗冲击强度的增韧效果及混炼过程中的黏流性等方面都具有明显的效果。
填充硫酸钙后,由于硫酸钙的硬度大,会提高塑料制品的硬度和刚度,力学性能增强;制品的抗拉强度和抗弯强度得到改进,并使塑料制品的弹性模量显著提高。
填充高岭土可提高塑料的几项指标,如拉伸强度、钢球压痕强度、缺口抗冲击强度、黏流性、耐热性等;但同时会降低它的几项韧性指标,如断裂延伸率、快速开裂、简支梁冲击强度等。
本论文选择了碳酸钙(CaCO3)、硫酸钙(CaSO4)和高岭土作为无机填料,利用填充改性法,以期获得综合性能较好的复合材料。
1 实验部分
1.1 实验仪器与药品
1.1.1 实验药品
实验药品见表1。

表1 实验药品
1.1.2 实验仪器
实验仪器见表2。
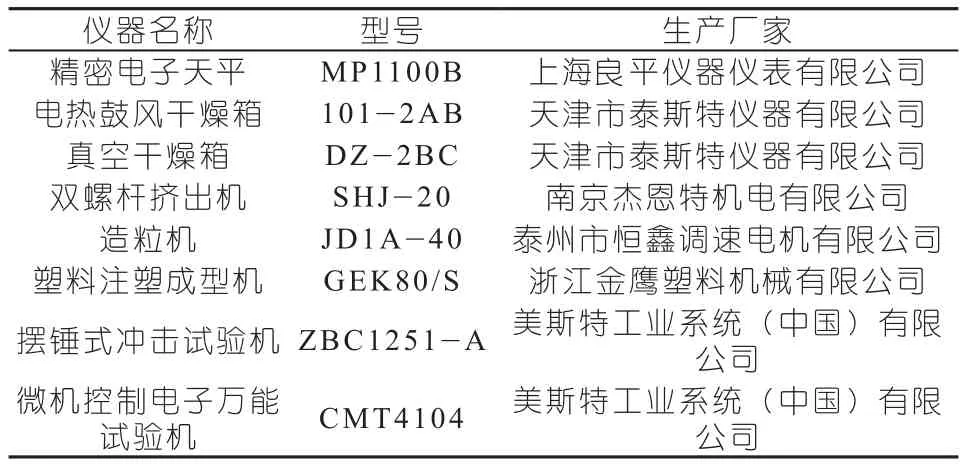
表2 实验仪器
1.2 实验步骤
1.2.1 实验容器和药品烘干
将要盛放药品的烧杯洗净置于烘干箱烘干备用。将PP,无机填料按配方比例用电子天平称量后放在电热鼓风干燥箱里干燥,并不时的搅拌,温度设置为70℃,干燥时间为3 h。
1.2.2 挤出造粒
双螺杆挤出机分为进料段,压缩段,均化段三部分,物料由加料口进入双螺杆挤出机后,随着螺杆的前进,被螺纹强制向前推进,在这个过程中物料受到各段温度的加热,以及螺杆的剪切作用开始熔融,塑化,最终达到熔融共混。在挤出的过程中要根据物料的混合比例以及各自的熔融特性调整好各段的加热温度,以及喂料速度和挤出速度,以便物料能够塑化均匀,顺利挤出。挤出的共混物料经过冷却之后直接放在切粒机中进行切粒,同时要控制好切粒的速度,得到长短适中的物料。在挤出的过程中,喂料机的速度为4.0 r/min,螺杆的转速为10.5 r/min,各段的温度设置见表3。

表3 挤出工艺参数 ℃
1.2.3 共混物料烘干
由于在挤出过程中,将挤出的共混物料放在冷水中进行冷却,然后切粒,导致切粒之后物料里含有大量的水分。为了防止注塑制得的样条中含有大量的气泡,斑纹,造成力学性能下降,影响后面的力学性能测试,因此要对共混物料进行干燥,将物料放在电热鼓风干燥箱干燥24 h,温度设置为80℃[4]。
1.2.4 注塑成型
注塑成型是通过高速高压将高聚物熔体注入到已闭合的模具型腔内,经过冷却定型,得到与模腔相对应的制品。注塑的过程可以分为物料加热预塑化、闭模和锁紧、注射、保压、制品冷却成型、注射装置后退和开模顶出制品这几个部分。在注塑的过程中,注塑机各段的温度,压力,时间对制得的样条的力学性能的影响较大,因此要根据物料的组成成分,以及熔点,分解温度等熔融特性选择合适的温度,压力,以及时间。注塑的主要参数见表4。
1.3 性能测试
1.3.1 拉伸试验条件以及参数
拉伸试验是在规定的试验速率、试验温度,和湿度的情况下,对标准试样在其纵向方向上施加一定的拉伸载荷,直到试验断裂。由绘制的应力-应变曲线中得到材料的各项拉伸性能指标,研究材料的力学性能。注塑制备的样条根据国标GB 1040—92在万能拉伸试验机上进行测试,拉伸速率为50 mm/min[5],记录在电脑上记录拉伸强度,弹性模量,断裂伸长率等重要参数,研究无机填料含量对PP力学性能的影响。
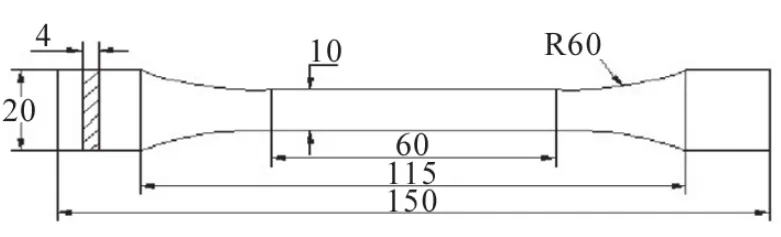
图1 拉伸实验样条

表4 注塑工艺参数
1.3.2 弯曲试验条件以及参数
(如图2)弯曲性能主要用来检测材料在经受弯曲负荷作用时的性能。塑料的静弯曲强度是用三点加载简支梁法将试样放在两个支点上,在两支点的试样上施加集中负荷,使试样变形直至破坏的强度。根据国标GB/T 9341—2008要求,在万能拉伸机上测试,弯曲速率为2 mm/min,跨距为64 mm[5]。每一比例测试两根根样条,记录弯曲强度等重要参数。

图2 弯曲实验样条
1.3.3 冲击试验条件以及参数
如图3冲击强度是高聚物材料的一个非常重要的力学指标,它是测定材料制品在高速冲击状态下的韧性或对断裂的抵抗能力,也称材料的韧性。测量材料冲击强度有摆锤式冲击试验和落球式冲击试验两种,但前者更为常见。摆锤式试验又可以分为简支梁实验和悬臂梁冲击试验两种,本研究采用简支梁实验测试冲击强度,在冲击过程中应选用合适的摆锤,使得试样断裂所需的能量在摆锤总能量的10%~20%区间内,本实验选用25 J的摆锤[5],根据国标GB/T 1843—2008进行冲击试验测试。记录断裂所需的能量根据公式计算冲击强度。

图3 冲击实验样条
1.4 实验配方
实验配方见表5。
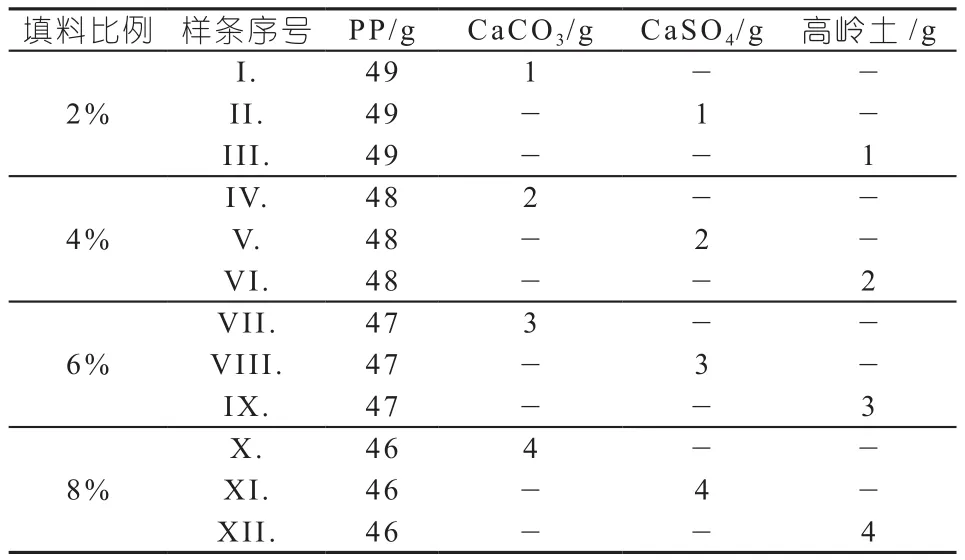
表5 实验配方
2 实验结果与讨论
2.1 无机填料用量对PP复合材料缺口冲击强度的影响
图4为不同含量的无机填料/PP复合材料缺口冲击强度测试结果。测试结果如图4所示,加入不同比例的CaSO4对PP冲击性能的提高明显优于加入高岭土和CaCO3。随着3种无机填料添加比例的提高,PP复合材料冲击性能都是先增加后下降。当CaSO4添加比例为8%时,材料的冲击强度达到最大值5.91 kJ/m2。这是因为无机刚性粒子的存在,受到外力冲击时,易于激发填料周围基体树脂产生银纹或微裂纹,为了阻止裂纹的扩展, CaSO4发生断裂而吸收了一部分能量,不会发展成破坏性的裂纹,从而使基体韧性提高[6],进而提高了PP/ CaSO4的缺口冲击强度[7]。过多填料的加入,无机粒子间距过于接近,引发微裂纹之间贯穿,形成较大的裂纹,导致体系冲击强度下降[8]。

图4 无机填料用量对PP缺口冲击强度的影响
2.2 无机填料用量对PP复合材料拉伸性能的影响
图5为不同含量的无机填料/PP复合材料拉伸强度测试结果。测试结果如图5所示,在PP中加入一定量的无机填料,均可以起到承载作用,起到了增强的效果[9];填料填充量在8份之前时,呈现的3种PP复合材料拉伸强度的变化曲线是一致的,都是随着CaCO3、CaSO4、高岭土用量的增加,PP复合材料的拉伸性能先上升到最大值后急剧下降。当3种无机填料含量均为6份时,填料对PP的拉伸强度增强效果最好,PP/CaCO3、PP/高岭土和PP/CaSO4复合材料的拉伸强度达到最大值31.4 MPa、32.8 MPa和33.4 MPa;在填料大于6份后,3种PP复合材料的拉伸强度开始剧降,说明过多填料的加入,降低了PP的拉伸强度,这是由于刚性无机粒子的引入使得复合材料体系内部增加了大量界面和应力集中点,导致材料容易断裂,拉伸性能下降[10]。
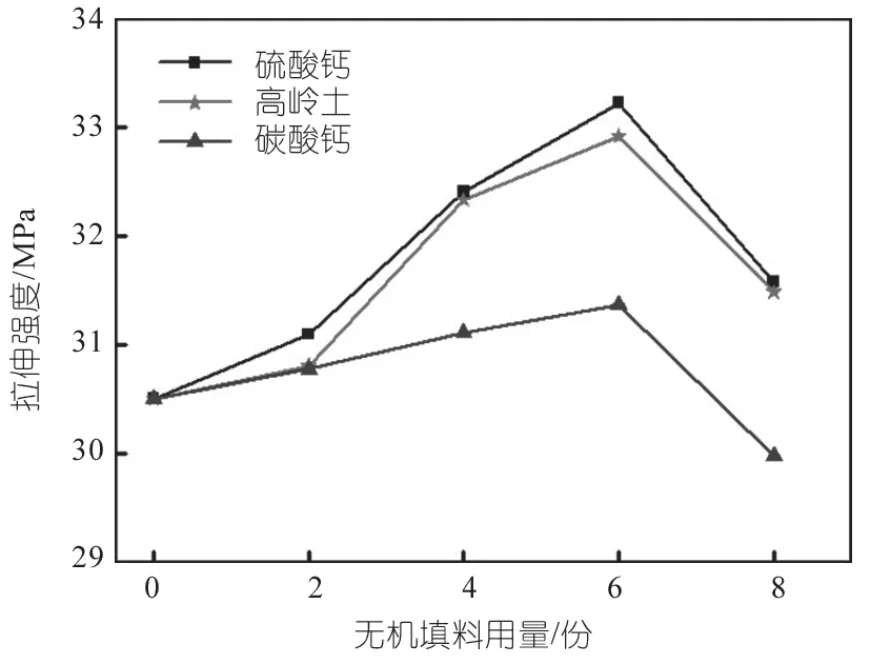
图5 无机填料用量对PP复合材料拉伸性能的影响
2.3 无机填料用量对PP复合材料弯曲强度的影响
图6为不同含量的无机填料/PP复合材料弯曲强度测试结果。测试结果如图6所示,3种无机填料无论以何种比例对PP复合材料弯曲性能影响规律趋于一致,都是随着CaCO3、CaSO4、高岭土用量的增加,PP复合材料的弯曲强度先上升到最大值后趋于平缓。当无机填料含量为4%时,PP复合材料的弯曲强度达到最大值,但随着份数的继续增加,对弯曲强度影响不明显。当填料比例在0~4%区间时,无机填料/PP体系表现出弯曲强度急剧增加,这是因为随着无机填料含量的增加,填充体系中大分子链段的滑移受阻,导致复合材料由韧性转为脆性,填充体系的强度和硬度增加,所以弯曲强度急剧增加;材料结晶度及晶型的变化,对这种晶体的影响起到了积极的协同作用,所以材料的弯曲强度得到大幅度提高[11]。

图6 无机填料用量对PP弯曲性能的影响
3 结论
(1)无机填料的种类和比例对聚丙烯力学性能有不同程度的影响。
(2)随着3种无机填料添加比例的提高,PP复合材料冲击性能都是先增加后下降。加入CaSO4对PP冲击性能的提高明显优于加入高岭土和CaCO3,CaSO4含量为8份时,材料的冲击性能达到最高值5.91 kJ/m2。
(3)填料比例在8%之前时,3种PP复合材料拉伸强度的变化规律是一致的,都是随着填料比例的增加,PP复合材料的拉伸性能先上升到最大值后急剧下降。
(4)3种无机填料无论以何种比例对PP复合材料弯曲性能影响规律趋于一致,都是随着填充量的增加,PP复合材料的弯曲强度先上升到最大值后趋于平缓。当无机填料含量为4%时,PP复合材料的弯曲强度达到最大值,但随着份数的继续增加,对弯曲强度影响不明显。
参考文献:
[1]郭涛,王炼石. 碳酸钙填充改性聚丙烯复合材料[J].合成材料老化与应用,2003, 32(4):46~49.
[2]佟妍,桑红源. 碳酸钙聚丙烯复合材料的力学性能对比研究[J].无机盐工业, 2008, 40(9):48~50.
[3]许高强,高俊强,等. 无机填料/PP复合材料的力学性能和加工性能 [J].塑料, 2010, 39(3):66~68.
[4]周健,唐己强. 聚丙烯/硫酸钙晶须复合材料的研究[J].工程塑料应用,2008, 17(12):19~22.
[5]王鉴,李红伶. 聚丙烯/高岭土复合材料的结构与性能[J].塑料工业,2015, 43(1):71~74
[6]杨旸,邬素华. 聚丙烯/碳酸钙复合材料的性能研究[J].塑料,2007, 36(6):5~ 7.
[7]尚文宇,刘庆,陈寿田.碳酸钙晶须填充改性PP的研究[J].工程塑料应用,1999, 27(10):7~9.
[8]杨宁,贵大勇,田军.晶须增强尼龙66及其合金力学性能研究[J].塑料,2006, 35(1):14~17.
[9]沈惠玲,赵梓年,倪丽琴.界面改性剂及硫酸钙晶须对PP复合材料结晶性能的影响[J].塑料,2001, 30(4):59~62.
[10]王晓丽,朱一民,韩跃新,等.表面处理剂对硫酸钙晶须/聚丙烯复合材料的增韧[J].东北大学学报,2008, 29(10):1494~1497.
[11]陈尔凡,陈东.晶须增强增韧聚合物基复合材料机理研究进展[J]. 高分子材料科学与工程, 2006, 22(2):20~24.
[12]魏玉坤,王浩江,庞纯,等.不同晶须改性聚丙烯的性能研究[J].合成材料老化与应用,2006, 35(1):12~15.
猜你喜欢
石材(2020年9期)2021-01-07
中国盐业(2018年20期)2019-01-14
--先进无机材料论坛例记(Ⅰ)
中国材料进展(2016年10期)2016-12-26
中国塑料(2016年10期)2016-06-27
中国塑料(2016年3期)2016-06-15
浙江农业科学(2016年11期)2016-05-04
山东青年(2016年2期)2016-02-28
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
岩土工程技术(2015年4期)2015-11-11