基于PLC的高强钢筋定长切断机控制系统设计
2018-05-16 07:11宋佳秋贾婉君
机械 2018年4期
宋佳秋,贾婉君
基于PLC的高强钢筋定长切断机控制系统设计
宋佳秋,贾婉君
(燕山大学 工程训练中心,河北 秦皇岛 066004)
设计了高强钢筋切断机的整体结构,对其定长系统和切断系统的设计方案进行了详细介绍,包括各部分的功能及工作原理,确定了切断机构液压系统的工作参数。从技术需求出发,设计了切断机的控制系统,规划了控制流程,完成了电路元器件的选型和PLC程序的编制。实现了钢筋自动定长切断,可设定实时牵引速度显示,故障报警、自动换刀等多种功能,自动化程度高。在理论和设计计算的基础上,进行了样机的试制,该样机实现了机电液一体化,改善了传统牵引速度慢、定尺精度误差大等缺点。
PLC控制;定长切断机;高强钢筋
高强钢筋作为节材节能环保产品,在水泥预制构件厂、轨枕厂等领域广泛应用,原料经盘料架等设备导入切断机,通过定长切断后厂家可直接使用。定长切断是指根据生产需要,设定某一特定长度尺寸,进行切断[1]。市场上现有的高强钢筋切断设备的运行速度较慢,定长尺寸大时,切断误差较大。随着建筑业的不断发展,对高强钢筋切断机的性能、生产效率和自动化程序均提出了较高的要求,而定长切断机电气控制系统是该设备的关键所在[2]。
本文设计的高强钢筋定长切断机自动化生产线,采用江苏信捷XPG3-30一体机控制,有效实现了高效率、高精度控制,具有良好的人机界面显示。
1 高强钢筋定长切断机总体结构设计
高强钢筋定长切断机的总体结构如图1所示,包括机座、导入装置、预调机构、送料箱、液压剪切机构、落料架、液压站和电控系统。切断机允许的剪切钢筋直径为6~10 mm,切断长度为2~14 m,切断误差≤±1 mm,牵引速度可达100 m/min。在设备上料前,根据钢筋直径选择适当槽宽的压辊,当钢筋穿入压辊后,在上、下压辊间应有3 mm以内的间隙。预调机构由四个水平辊组成,可通过调整手轮调整两个上辊的上下位置,然后锁紧手轮,保证平稳送料。切断机的定尺机构是采用钢筋推动定尺板移动,使接近开关发信号,电磁阀执行动作,控制液压油推动活塞杆带动上切刀剪断钢筋。液压泵站配套完成切断机的剪切及料架开合装置,能够准确可靠地完成液压定尺切断要求,具有液位、油温显示、系统的冷却及过载保护等功能。
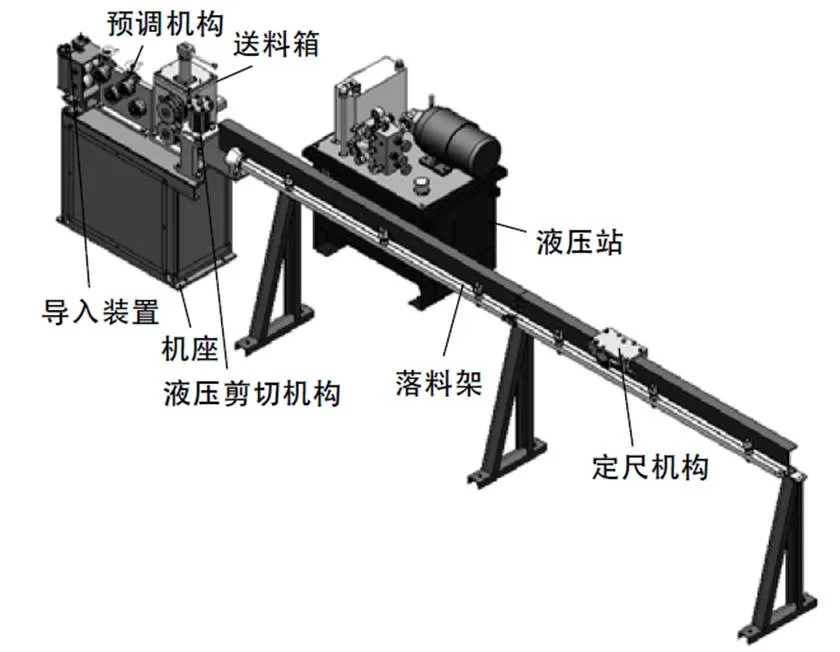
图1 高强钢筋切断机机械结构图
切断机的工作流程为:钢筋进入导入装置,经过预调机构和送料箱,沿着落料架,撞击定尺机构,推动定尺板移动,接近开关发出电信号,电磁阀动作,马达停转,继而控制液压油推动活塞杆动作执行剪切和开关落料架的任务,完成一根的剪切任务后,马达重新开始工作,进行下一根的剪切,直到人为停止设备工作或者达到预先设定的切断数量。
2 控制系统的设计
2.1 设计要求和难点
(1)马达。在液压泵站运行后,启动马达,工作结束后停止,在工作过程中当发生过载、短路等故障时可自动停机;在工作过程中,由控制系统决定马达的启停,系统控制器为PLC,根据切断要求,接收到剪切控制信号后,马达停转,剪切过程结束后恢复工作状态。
(2)剪切落料。当定尺机构受到钢筋撞击,接近开关产生信号,经PLC处理后,发送给液压站上的电磁阀信号,控制切刀出刀,落料架开合,剪切落料完毕后,电磁线圈复位,同时马达恢复运行。
(3)定尺板位置调整。定尺机构设计安装在料槽中,当切断长度发生变化,定尺机构位置需要适时调整。设计时要避免在此环节发生误动作。设计一带灯按钮,指示灯亮起做警示,此时料架开门,其余动作都不能启动,可保证操作人员的安全,当定尺板更换完毕后,需手动按下按钮恢复,方可继续其他工作。
(4)人机界面。以触摸屏为上位机,以PLC为下位机,通过触摸屏对PLC进行控制和参数设置,以及显示系统运行的一些重要参数。
系统控制的难点主要在对切断精度的保证,钢筋在料架中高速运行,当撞击到定尺板时钢筋由于惯性产生一个回弹现象,会造成一定弯曲误差,由于电磁阀执行机构也存在一定的延时误差,影响设备的精度,为保证精度而下调速度则会影响设备的运行效率,所以在电气控制系统设计中,利用PLC时间继电器对剪切时序进行精准设计,可以高速度、高精度地实现钢筋的定长切断。
2.2 控制系统硬件
控制系统的硬件结构设计如下:空气开关、PLC、开关电源、固态继电器等安装在电气控制柜内;接近开关安装在定尺机构内部,电磁阀等安装在液压泵站。
控制原理如下:启动液压站及其冷却装置,启动送料,钢筋进入设备,当到达定尺装置时,接近开关发出信号,传输给PLC,PLC内部程序控制马达停转,输出驱动固态继电器SSR4、SSR5、SSR6、SSR7线圈得电,完成出刀、回刀电磁阀,料门开、关电磁阀的时序动作,完成剪切后,马达复位重新开始运行牵引过程。
控制系统PLC硬件结构如图2所示。
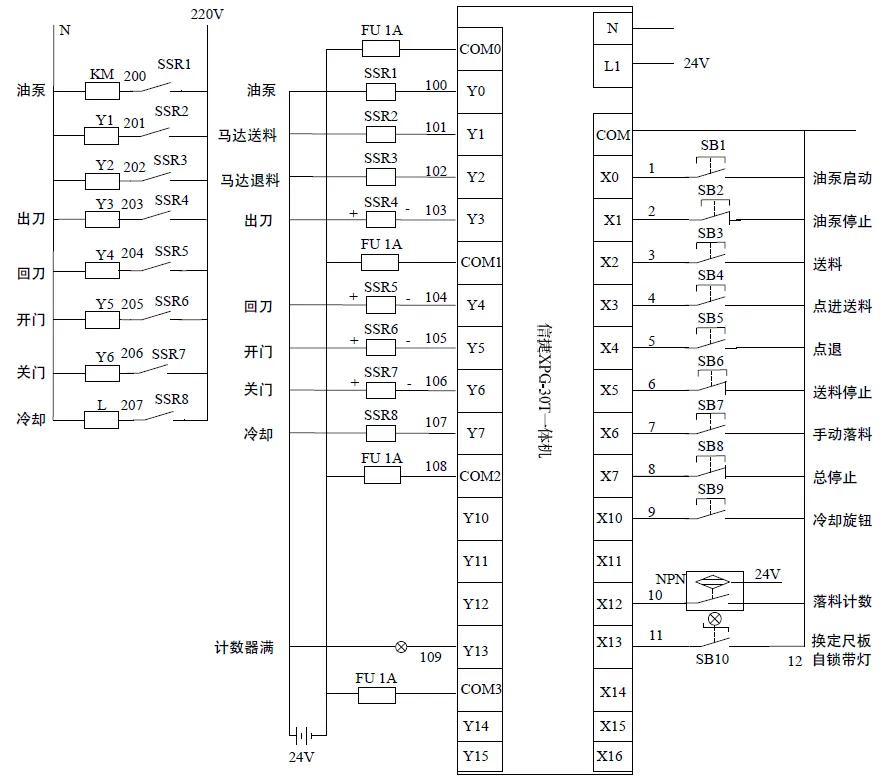
图2 控制系统PLC硬件结构示意图
2.3 PLC程序设计
根据生产线的工艺和控制要求,确定了液压泵站、牵引运行、剪切、开关料架等动作的先后次序和相互关系,确定PLC各输入与输出间的逻辑关系[3]。PLC主程序包括设备的起运行、切断控制、料架开合、参数设置、切断计数和运行速度显示等,如图3所示。
3 人机界面
为使操作简单,便于进行参数设置,且能直观显示系统运行状态,本系统使用了XPG3- 30PLC一体机的HMI画面部分,使用的软件为TouchWin编辑工具。
通过触摸屏的操作界面,可以方便地设置和显示本控制系统的运行参数,如根据切断长度需要调整在切断过程中各电磁阀的得电时间、设定初始要完成的切断任务量,还可以显示牵引运行速度、现已完成的切断数量等,显示画面清晰,所有操作界面和提示信息清晰明确,操作过程一目了然。触摸屏的设计包括创建画面和信息,并将它们和PLC程序相配合,根据系统功能要求,设计了控制页面、参数设置、显示页面等界面,运行显示画面可实时显示当前设定的完成量、已切断数量、切断长度及现运行速度等信息。
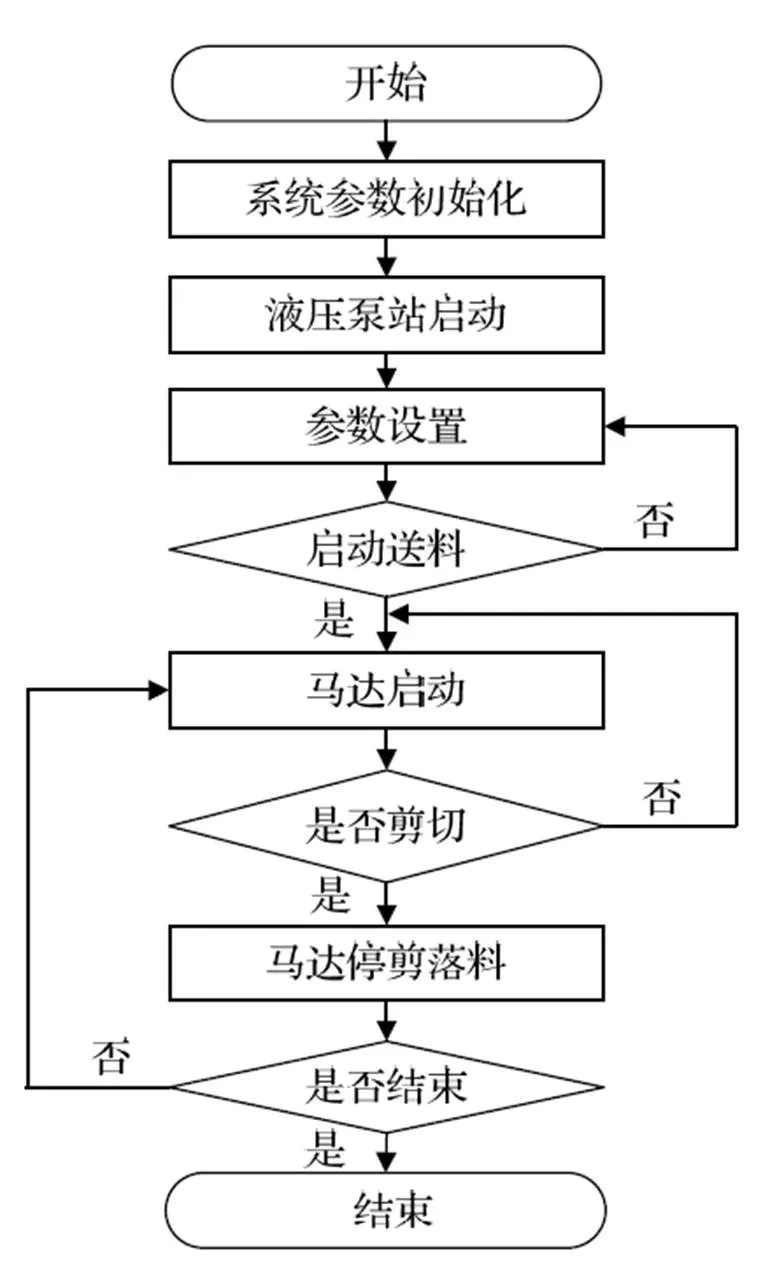
图3 主程序流程图
4 样机运行调试
整机零件设计加工、完成装配后进行样机调试。样机的整体结构如图4所示。在触摸屏上设定好剪切时序时间,设定切断的长度和数量,待料导入设备,点击送料按钮,钢筋运行,当钢筋运行到定尺机构,完成剪切动作,当完成设定的数量后停止,随后关闭液压泵站,运行效果良好。
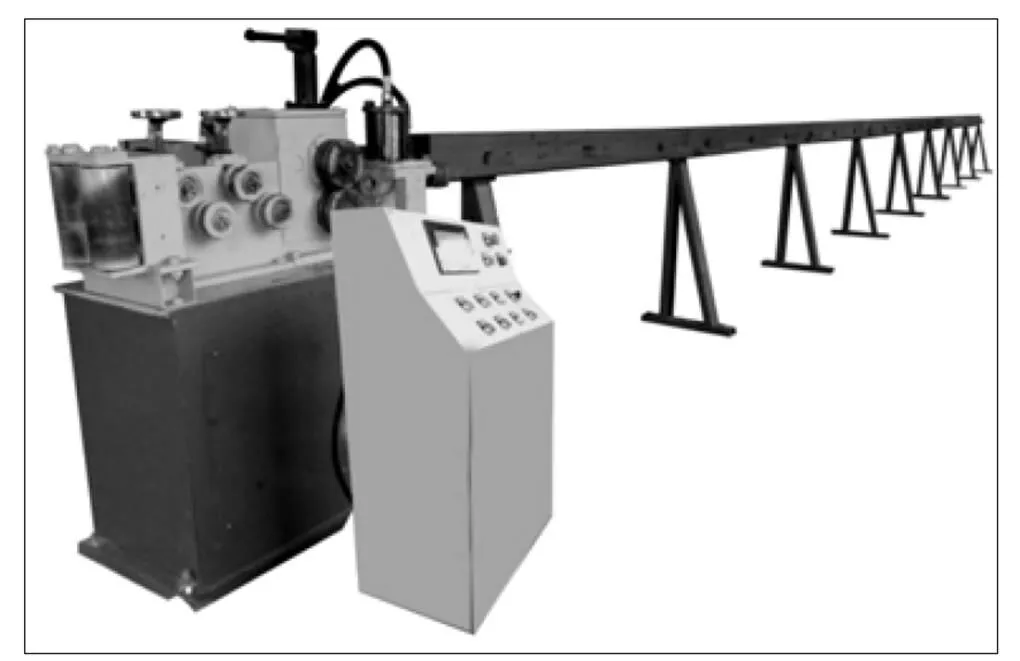
图4 样机机械结构图
5 结束语
设计了高强钢筋定长切断机的电气控制系统,进行自动化流水线作业,节省了劳动力,减低了工人的劳动强度。可以根据不同切断长度调整定尺机构,采用了PLC控制,牵引速度高,定尺精度准,提高了产品质量和生产效率,产品结构紧凑,通过触摸屏设计的人机界面,可以方便地控制和显示系统参数,操作直观方便,使用维护方便,安全性能高。
[1]李英波,等. 高速自动校直切断机控制系统设计[J]. 制造业自动化,2000,17(2):33-35.
[2]安爱琴,等. 基于PLC自动定尺切断机系统设计[J]. 煤矿机械,2013,34(3):173-175.
[3]王永华. 现代电气控制及PLC应用技术[M]. 北京:北京航空航天大学出版社,2005.
[4]陈兰. 基于西门子PLC的切断机定长切断控制系统[J]. 无线互联科技,2017,11(6):145-146.
[5]包一辰. 基于PLC及变频调速小区恒压供水系统设计[J]. 机电工程技术,2017,46(2):42-48.
Design on Control System of the High-Strength Steel Bar Fixed Length Shear Based on PLC
SONG Jiaqiu,JIA Wanjun
(Engineering Training Center, Yanshan University, Qinhuangdao 066004, China )
In this paper, the overall structure of high-strength steel bar is designed, the design scheme of its fixed-length system and cutting system is introduced in detail, including function and working principle of each part, and then the working parameters of the hydraulic system are determined. From the technical requirement, the control system is designed, the control flow is programmed, the selection of the circuit components and the programming of PLC are completed. Automatic fixed-length and cutting can be realized, real-time traction speed display, fault alarm, automatic knife changing and other functions can be set up, and automatic level is high. On the basis of theory analysis and design calculation, a prototype is made, it realizes the integration of electromechanical fluid, the shortcomings of the conventional traction speed and the error of the fixed ruler precision are improved.
PLC control;fixed-length shear;high-strength steel bar
TU649
A
1006-0316 (2018) 04-0063-04
10.3969/j.issn.1006-0316.2018.04.015
2017-09-15
秦皇岛市科学技术研究与发展计划项目(201502A007)
宋佳秋(1983-),女,黑龙江佳木斯人,硕士研究生,实验师,主要研究方向为复杂网络同步与控制、PLC控制理论应用。
猜你喜欢
陶瓷学报(2021年4期)2021-10-14
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
童话世界(2018年8期)2018-05-19
山东工业技术(2016年15期)2016-12-01
自动化与仪表(2014年10期)2014-02-26