
基于Arduino的选择性激光烧结系统设计
2018-05-15 06:43郭艳玲郭帅李健刘晨刘泰涞
现代电子技术 2018年10期
郭艳玲 郭帅 李健 刘晨 刘泰涞
摘 要: 目前選择性激光烧结设备均为工业级产品,不仅操作过程复杂,且设备成本高昂,因此设计一种基于Arduino的选择性激光烧结系统。该系统以开源硬件Arduino DUE为控制单元,通过Arduino IDE进行程序编写,下位机可实现读取G代码从而对激光、运动、温度等进行控制实现。结果表明,采用近似于桌面级FDM设备的设计思路,在保证设备功能的前提下大幅度降低了烧结机的设备成本,而且其中的模块化粉箱在缩小设备尺寸的同时也使装卸粉箱工作更加便捷。
关键词: Arduino; 选择性激光烧结; 步进电机驱动; 定时器; 模块化粉箱; 设备成本
中图分类号: TN248?34 文献标识码: A 文章编号: 1004?373X(2018)10?0055?03
Abstract: The current selective laser sintering equipment all belong to industrial grade products, which have not only complex operational process but also high cost. Therefore, a selective laser sintering system based on Arduino is designed. The system uses open source hardware Arduino DUE as the control unit and is programmed by using ArduinoIDE. The lower computer can read the G code to control and implement laser, motion and temperature. The results show that after adopting the design thought of near?to?desktop FDM device, the equipment cost of the sintering machine is largely reduced at the premise of guaranteeing the functions of the equipment, and the modular powder box in the equipment makes the loading and unloading work of powder box more convenient while reducing the size of the equipment.
Keywords: Arduino; selective laser sintering; stepper motor drive; timer; modular powder box; equipment cost
选择性激光烧结快速成形(SLS)属于快速成形制造技术,与其他快速成形方法比较,激光烧结成形法具有材料选择范围广、适合多种用途、成形过程无需支撑等突出优点[1?2]。目前选择性激光烧结设备均为工业级产品,不仅操作过程复杂,且高昂的设备成本也阻碍了该技术的推广。本文采用Arduino DUE单片机作为选择性激光烧结系统的控制单元,打破了目前广泛使用工控机的局限,为低成本设备的开发提供新的思路。
1 系统总体方案设计
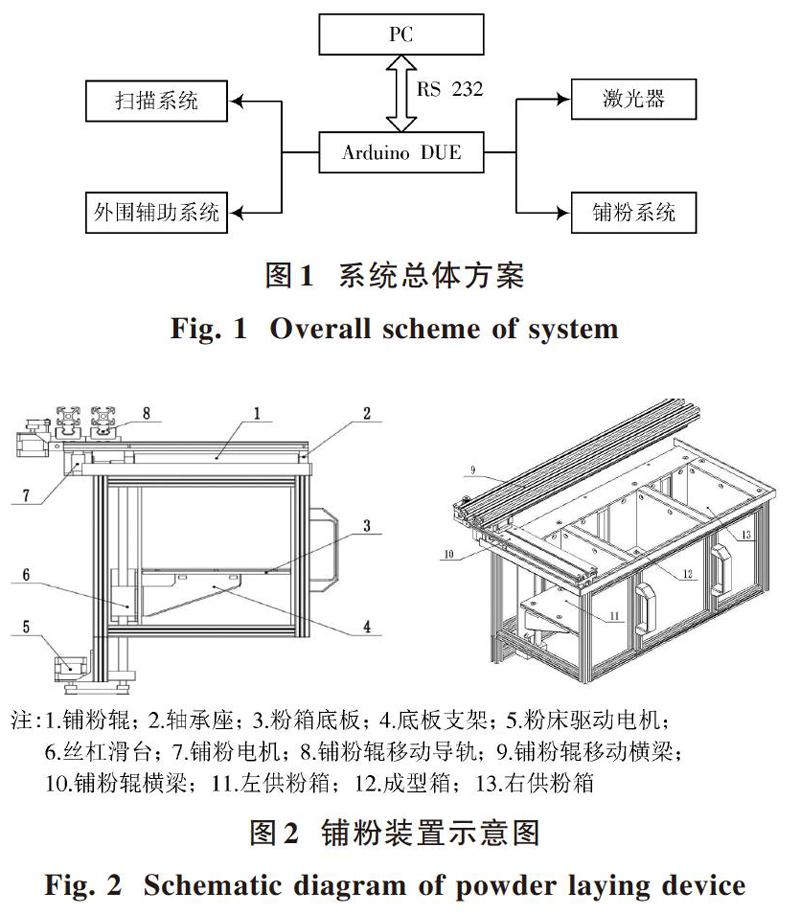
选择性激光烧结系统由铺粉机构、激光器、光学扫描系统、控制系统等部分组成[3],如图1所示。本文设计的选择性激光烧结设备与工业级设备的区别在于控制系统部分采用Arduino DUE单片机作为中央处理器,控制程序基于桌面FDM 3D打印机最常用的Marlin固件进行深度定制,在保留基本的二维运动功能的同时增加了对铺粉机构的控制和激光器及外围辅助系统,使其可以满足SLS的工艺需求。
2 机械结构设计
2.1 铺粉装置结构设计
铺粉装置主要由铺粉辊、成型箱、供粉箱和驱动电机组成。铺粉装置在烧结过程中要满足SLS对层厚精度和铺粉质量的要求。目前工业级设备多数采用活塞式的成型箱和供粉箱。这种设计需要成型箱底部有足够的空间来容纳伸缩的丝杠。本文设计的SLS设备出于小型化及人性化的设计角度必须将工业级设备大而散的结构转变为小而精。模块化粉箱设计包含一个成型箱和分布其左右的两个供粉箱,其特点是三个箱体通过滑轨可移动至机器外部从而极大地方便操作人员进行装粉和清粉操作。模块化粉箱还摒弃了活塞式的箱体,将驱动箱体底板的丝杠设计在箱体侧壁,相比活塞式结构该设计可使粉箱整体尺寸在保持相同成型体积的条件下高度降低45%,模块化粉箱结构如图2所示。
2.2 光学扫描系统设计
本文设计的光学扫描系统基于光路飞行的方式实现激光光斑在二维平面上的快速扫描。与工业级激光烧结设备中广泛使用振镜扫描的方式相比,光路飞行方式成本低、维护方便且具有极佳的性价比,同时光路飞行的扫描幅面大且不存在扫描边缘的光斑畸变,这使得其边缘扫描精度优于振镜扫描[4?6]。为了使设备可以烧结大部分非金属材料例如:尼龙、树脂、木塑等,本文设计的激光烧结设备光源选用功率为40 W的国产 CO2激光发生器。该激光器的优点在于价格低廉且激光驱动电源配置TTL电平开关,激光功率可由PWM信号调整大小,方便使用单片机控制。
3 控制系統硬件
3.1 Arduino DUE控制板
为了满足选择性激光烧结设备的控制需求,本文选用的控制单元为Arduino DUE单片机开发板。Arduino DUE是一块基于Atmel SAM3X8E CPU的微控制器板,如图3所示。它是第一块基于32位ARM核心的Arduino,使用32位ARM核心的DUE相比于以往的使用8位AVR核心的其他型号Arduino更强大。它有54个数字I/O口(其中12个可用于PWM输出)、12个模拟输入口、4路UART硬件串口、84 MHz的时钟频率、一个USBOTG接口、两路DAC(模/数转换)、两路TWI、一个电源插座、一个SPI接口、一个JTAG接口、一个复位按键和一个擦写按键[7?9]。

3.2 粉床电机驱动电路设计
三个带动粉床的42步进电机驱动选用A4988驱动器,这是一款完全的微步电动机驱动器,带有内置转换器,易于操作。该产品可在全、半、[14]、[18]及[116]步进模式时操作双极步进电动机,输出驱动性能可达35 V。该模块只要在“step”端口中输入一个脉冲,即可驱动电动机产生微步,无须进行相位顺序表、高频率控制或复杂的编程。A4988内的斩波控制可自动选择电流衰减模式(慢或混合),在混合衰减模式下,该器件初始设置为在部分固定停机时间内快速衰减,然后在余下的停机时间慢速衰减。混合衰减电流控制方案能减少可听到的电动机噪音、增加步进精确度并减少功耗,A4988电路图4如图所示。

4 软件设计
4.1 主程序控制部分
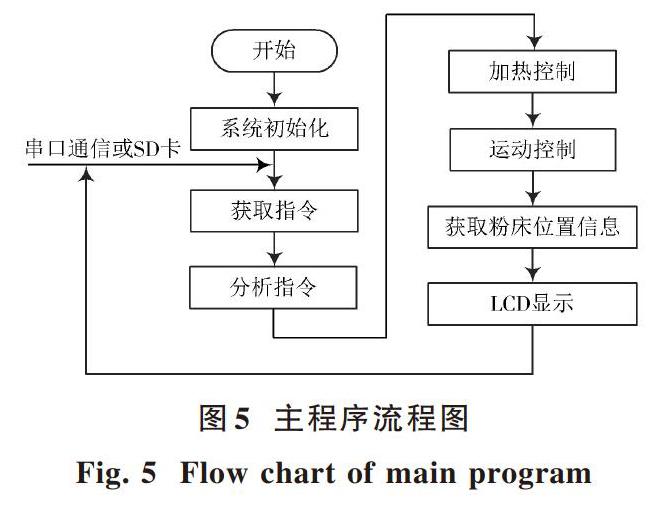
选择性激光烧结系统的主程序控制部分程序流程图,如图5所示,其主要实现的功能是获取G指令、解析指令、处理指令、管理温度和控制步进电机。将需要打印的STL模型在切片软件中生成G代码,下位机程序通过串口或SD卡读取G代码,再根据指令协调设备各部分操作来完成烧结作业。
4.2 运动控制部分
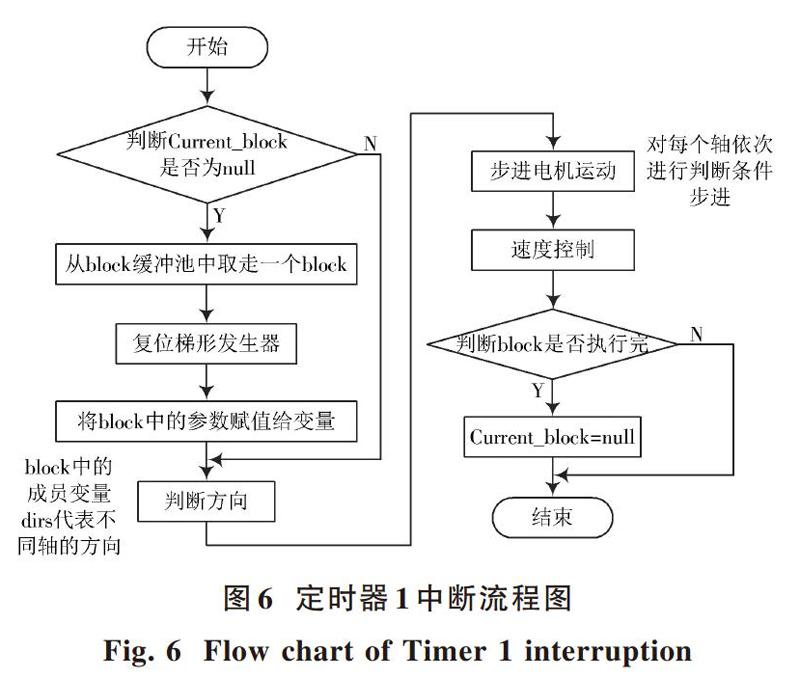
Arduino DUE中除RESET中断和外部中断外还有定时器中断。控制程序中定时器1主要负责对步进电机进行控制,是烧结过程中运动控制部分的核心。在主程序中先设置好定时器1的初始定时时间,等待中断后,在中断执行block中的运动。首先从block缓冲池中取一个block,分析该block中的运动参数,设置运动方向,然后调控步进电机运动。定时器1的定时时间就是步进电机的运动速度,所以在控制步进电机的速度方面,可以通过时间计算来实现。每个中断执行一个block中的1步或几步,这个参数在系统初始化时进行相关设置,运动控制部分定时器1中断流程图,如图6所示。
5 结 语
本文着重介绍了基于Arduino的选择性激光烧结设备的设计方案,采用近似于桌面级FDM设备的设计思路,在保证设备功能的前提下大幅度降低了烧结机的设备成本。目前,本设备的烧结速度仍不能和工业级相媲美,但人性化的粉箱设计减少了设备的操作难度。本文研究的SLS设备具有较高的市场前景,未来将进一步改进设备结构及工作效率以适应市场化推广。
参考文献
[1] 张剑峰,张建华,赵剑峰,等.激光快速成形制造技术的应用研究进展[J].航空制造技术,2002(7):34?37.
ZHANG Jianfeng, ZHANG Jianhua, ZHAO Jianfeng, et al. Recent advances of application research in laser rapid prototyping manufacturing [J]. Aeronautical manufacturing technology, 2002(7): 34?37.
[2] 姜凯译,郭艳玲,刘祥.选择性激光烧结用原材料研究进展[J].材料开发与应用,2010,25(5):78?81.
JIANG Kaiyi, GUO Yanling, LIU Xiang. Research status of the raw material for selective laser sintering [J]. Development and application of materials, 2010, 25(5): 78?81.
[3] 史玉升,黄树槐,周祖德,等.低成本选择性激光烧结快速成形设备的设计和研制[J].中国机械工程,2000,10(11):1123?1125.
SHI Yusheng, HUANG Shuhuai, ZHOU Zude, et al. Design and development of low?cost selective laser sintering equipment [J]. China mechanical engineering, 2000, 10(11): 1123?1125.
[4] PAUL G. 3D printing technology and its application [J]. Anatomical sciences education, 2015, 10(3): 430?450.
[5] ROWE C W, KATSTRA W E, PALAZZOLO R D, et al. Multimechanism oral dosage forms fabricated by three dimensional printingTM [J]. Journal of controlled release, 2000, 66(1): 11?17.
[6] LAM C X F, MO X M, TEOH S H, et al. Scaffold development using 3D printing with a starch?based polymer [J]. Materials science & engineering C, 2002, 20(1): 49?56.
[7] 杨继志,杨宇环.基于Arduino的网络互动产品创新设计[J].机电产品开发与创新,2012,25(1):99?100.
YANG Jizhi, YANG Yuhuan. Arduino?based interactive product innovation [J]. Development & innovation of machinery & electrical products, 2012, 25(1): 99?100.
[8] 纪欣然.基于Arduino开发环境的智能寻光小车设计[J].现代电子技术,2012,35(15):161?163.
JI Xinran. Design of intelligent light?seeking car based on Arduino IDE [J]. Modern electronics technique, 2012, 35(15): 161?163.
[9] 刘楚红,董镇,钱宇捷,等.基于Arduino的倒车雷达系统设计[J].现代电子技术,2014,37(17):148?150.
LIU Chuhong, DONG Zhen, QIAN Yujie, et al. Design of reversing radar system based on Arduino [J]. Modern electronics technique, 2014, 37(17): 148?150.
