
干式加工技术在卡特缸体曲轴孔加工中应用
2018-04-28 00:34:18宜宾普什联动科技有限公司四川644000李建松
金属加工(冷加工) 2018年4期
■ 宜宾普什联动科技有限公司 (四川 644000) 高 超 张 强 李建松 邓 宁
卡特彼勒M20G缸体是CAT公司为占领中国市场份额,为中国国产化船用发电机组缸体量身设计的产品,完全契合普什联动公司的核心主营业务——动力零部件。通过与CAT公司的多次沟通和交流,对方同意将本项产品由设计、毛坯制造、粗加工、精加工和装配等一体化“交钥匙”工程实施交由普什联动公司完成。本次项目的合作,也是CAT公司首次将机体一体化交由一个供应商完成。
该缸体属于中型发电机缸体,材质为QT450-10,产品几何公差要求高,特别是曲轴孔,表面粗糙度值Ra=0.8μm,直线度为φ0.03mm/660mm,全长φ0.06mm,如图1所示。要想达到图样的直线度和表面粗糙度要求,工厂现有设备的精度及刀具加工效果,无法满足精度要求,只能自行设计非标刀具,选择适合我们公司的加工方法。
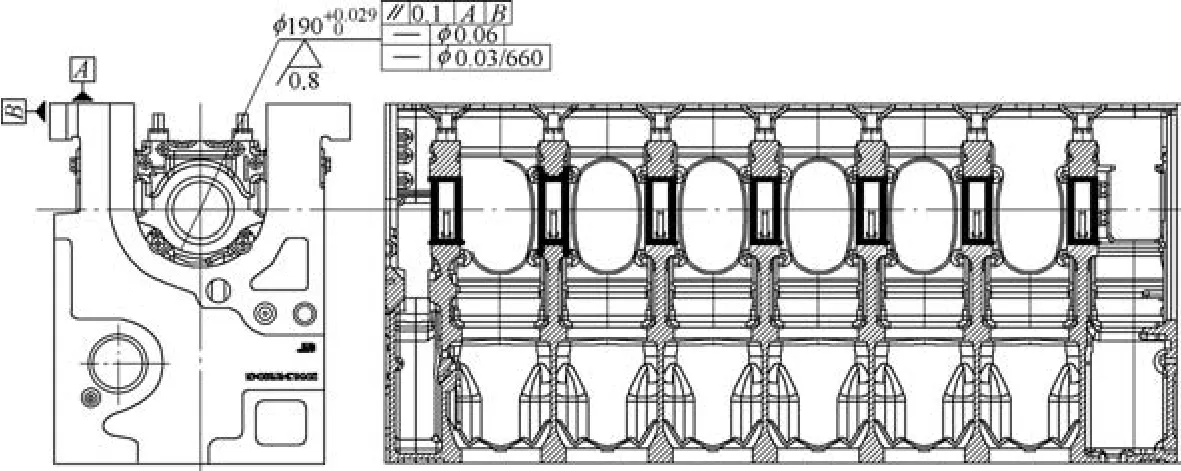
图1
1. 工艺方案
干式加工是指在加工过程中不使用切削液的加工方法,随着切削废液处理成本的增加和环保压力的加剧,越来越多的企业开始研究并应用干式加工技术。干式加工技术从原理上讲并不是一项新的技术,已经在生产中有较长的应用时间,具有以下特点:
(1)经济性。目前我公司使用的切削液品牌为蜀光,价格7 500元/180kg,费用占加工成本的15%左右,刀具消耗的费用占加工成本的5%左右,切削液消耗费用是刀具消耗费用的3倍。同时,干式加工省去了切削液的管理和处理费用,降低了生产成本。
(2)环保方面。加工过程中的切削液会飘散在空气中,造成工作场地局部环境污染,有害人体健康。干式加工的应用,可减少切削液的使用,降低环境污染。
(3)可行性。由于刀具材料的改进和涂层技术的应用,使得干式加工在机械制造领域变为可能。特别是新性能硬质合金、陶瓷、金刚石等刀具,有足够的耐高温磨损性能,能够在干式加工条件下使用。
M20G缸体型腔结构复杂,特别是曲轴孔半圆内的润滑油道与各主油道、支油道相连接,清洗难度极大,由于切削液含有防腐剂,混合切屑粘到工件上很难去除,影响产品表面油漆质量。为最大限度保证产品质量,在曲轴孔加工过程中选择使用干式加工技术。在实际加工中就是将压缩空气和少量润滑油雾混合气化后喷射到加工区,对加工部分进行润滑,其效果十分明显。既满足了加工的要求,又减少了与切削液有关的费用。
2. 刀具的设计与制作
干式加工就是要在没有切削液的条件下,创造具有与湿切削相同或相近的的切削条件。因此,对刀具提出了更高的要求,干式加工刀具除要有普通刀具的基本性能外,还应具有以下特殊性:
(1)刀具应具有更高的强度和耐冲击韧性、优异的耐高温性能。切屑和刀具之间的摩擦系数要尽可能小,加工时,在切削区域产生的高温会造成化学不稳定性,极易产生积屑瘤,加剧刀具磨损。
(2)目前适用于干式加工的刀具材料有硬质合金、陶瓷、金属陶瓷和金刚石等。刀具材料可通过涂层处理,来减小切削和刀具之间的摩擦系数,涂层的作用就像一层热屏障,因为它有比刀具机体和工件材料低得多的热传导系数,可阻止将热量传递到刀具基体,保证刀具切削刃锋利,降低产品表面粗糙度值。
(3)为保证φ0.03mm/660mm,全长φ0.06mm的直线度,要求在精加工过程中不允许更换刀片,必须一次加工完成缸体7档φ190mm曲轴孔。
综上所述,根据刀具材料和涂层,刀具寿命等性能要求,结合曲轴孔粗糙度和直线度要求,我们选择了高迈特M31.01042的镗刀夹和W30.26120.0430的陶瓷刀片,根据车间机床附件头的结构,设计制造了曲轴孔非标镗刀,刀具结构如图2所示。
3. 加工过程控制
粗加工时,缸体和轴承盖曲轴孔半圆分别加工至φ185mm,然后进行轴承盖装配,装配完成后,缸体曲轴孔直径为185mm,即留有5mm加工余量。半精加工时,我们选择了车间的OKUMA龙门机床,利用超薄卧头,从自由端到飞轮端进行半精镗至φ189.5mm,然后换上自制非标镗刀,进行精加工,如图3所示。
精加工时,转速300~350 r/min,进给量20~25mm/r,吃刀量0.01~0.15mm,将曲轴孔精镗至φ189.8mm时,用瑞典Easylaser激光对同轴度仪在线检测曲轴孔同轴度,若满足直线度要求,则说明机床和刀具性能良好,不用进行坐标补偿,若不满足要求,则根据同轴度仪显示差值,进行差值计算,并进行坐标补偿。完成直线度在线检测后,根据剩余加工余量,调整刀具直径至图样孔径要求,一次加工到位,中途不允许更换刀片和暂停加工,否则将影响产品直线度和粗糙度。加工完成后进行三坐标全尺寸检测,如图4所示。
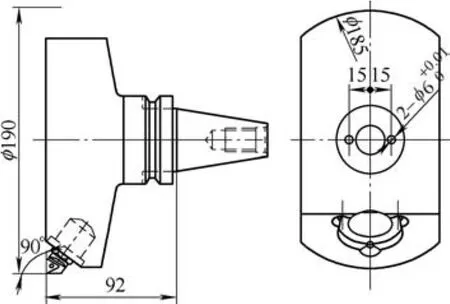
图2

图4
4. 结语
通过对卡特M20G缸体的分析和研究,我们选择了干式加工技术作为曲轴孔加工的工艺方法,通过对干式加工技术的研究,自制了非标刀具,找到了合理的加工参数,摸索出了一条新的柴油机缸体曲轴孔加工方法,为同类零件的加工提供了有效的工艺借鉴手段,在实际生产过程中有较大的指导意义。同时,与以往的加工方法相比,干式加工技术更加节约资源、更加环保,可以有效解决切削液回收和处理的问题,是企业研究的重点方向之一。
参考文献:
[1] 遇立基. 高速干式加工的十个要点[J]. 世界制造技术与装备市场,1999(S1):28-30.
[2] 鲁祥. 干式加工技术在轨道车辆制造中的研究与应用[J]. 金属加工(冷加工),2016(1):66-68.
[3] 张书桥. 干式加工——未来金属切削加工发展趋势之一[N]. 中国工业报,2003.
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
装备制造技术(2020年4期)2020-12-25 05:26:20
装备制造技术(2020年4期)2020-12-25 05:26:14
装备制造技术(2020年3期)2020-12-25 05:22:32
制造技术与机床(2017年6期)2018-01-19 02:41:19
中国铸造装备与技术(2017年3期)2017-06-21 11:33:39
重型机械(2016年1期)2016-03-01 03:42:06
时代农机(2015年3期)2015-11-14 01:14:59
