小型船舶舵承不镗孔安装实例
2018-04-26 01:40高金军
中国修船 2018年1期
朱 灵,高金军,衡 霖
(1.中海工业(上海长兴)有限公司,上海 201913;2.上海外高桥造船有限公司,上海 200137;3.中国船级社 江苏分社,江苏 南京 214431)
“蓝森”船船长59.98 m,船宽13.20 m,额定载客500人,是一艘单体钢质、尾机型双机双舵双桨客船,也是目前黄浦江上最大的集餐饮和观光于一体的游览船舶。本文以“蓝森”船为例,详细介绍小型船舶舵承不镗孔安装新工艺,为小型船舶舵系安装解决工艺加工难题。
1 传统船舶舵系安装工艺流程
传统船舶舵系安装工艺流程为:确定舵系中心线;舵柱轴承中心孔镗削;舵系的安装(上舵承座定位、舵承镗孔加工、舵杆舵叶组装、舵杆舵叶安装)。
上述传统工艺中舵承与船体焊接后的变形是通过对舵承镗孔加工来给予矫正的,而舵承镗孔属于比较精密和复杂的工序,其缺点显而易见,例如:加工费用高、加工精度低、占用船台周期长,用冷冻方法安装舵衬套难以控制舵承的尺寸精度等。
2 舵承不镗孔安装工艺
舵承不镗孔安装工艺对于小型船舶的舵系安装有一定创新意义,该工艺无需镗孔、无需做假轴、无需浇环氧树脂,在经济效益上可以为船厂和船东节约大笔投入,而且能很好地保证安装精度,安装工艺如下。
1)在车间预制舵承座1。如图1所示,按成品尺寸放余量加工好下舵承座1内径。
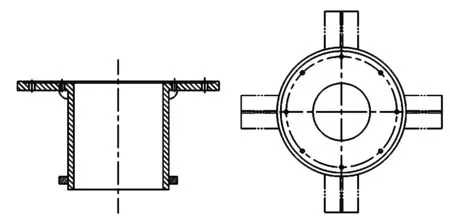
图1 下舵承座1
2)安装下舵承座1。首先拉1 mm钢丝穿过舵承孔,与艉轴管中心线相交并垂直,从而确定舵杆中心线。调整下舵承座1的位置,保证舵杆中心线与下舵承座1的法兰平面相垂直。利用法兰上的螺栓孔及专用螺栓固定件进行固定如图2所示,定位板外圈先施焊固定,然后对称施焊,控制中心线偏离小于3 mm,法兰与中心线的不垂直度小于1/1 000,施焊结束后消除焊缝应力。
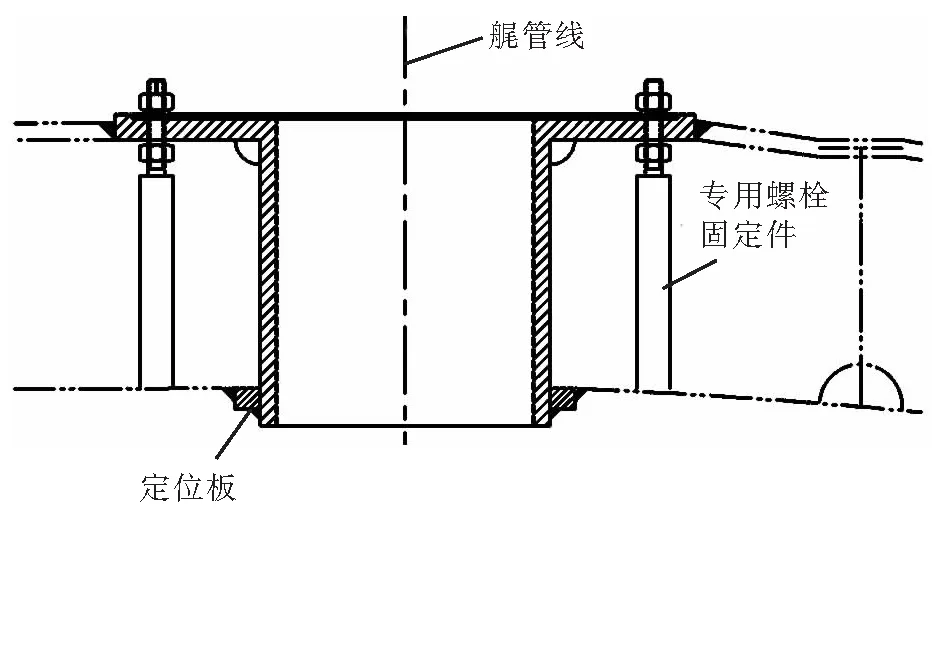
图2 安装下舵承座1
3)在车间新制上舵承座及下舵承座2时,下舵承座2的外径根据下舵承座1的焊接情况确定,在可调的范围内尽量减小间隙。
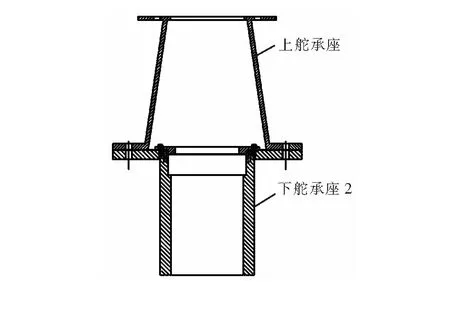
图3 上舵承座与下舵承座2
4)安装下舵承座2。参照本节2),下舵承座2与下舵承座1的调整方法基本相同。安装时先用丙酮清洗下舵承座1的内壁及下舵承座2的外表面。然后涂上环氧树脂压入后马上进行下舵承座2的位置调整,调整到位后进行固定保护,24 h后环氧树脂干了后在下舵承座1与下舵承座2底部如图4所示位置打6个骑缝螺栓,下舵承座2安装到位。
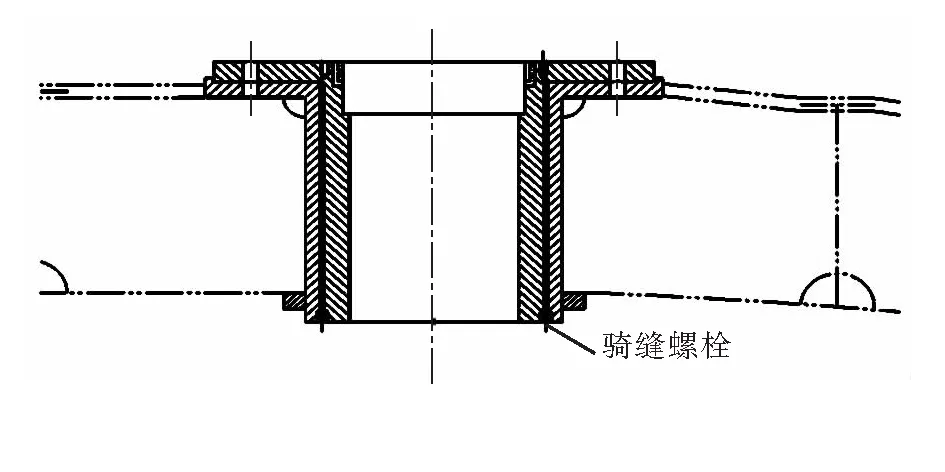
图4 安装下舵承座2
5)装上上舵承座。如图5所示,上紧螺栓,复测上舵承孔及平面与中心线的位置关系,符合要求即可进行非紧配螺栓换紧配螺栓的工作,先把M16×8个毛螺栓调整完成后,套钻铰孔后配M20×8个螺栓。
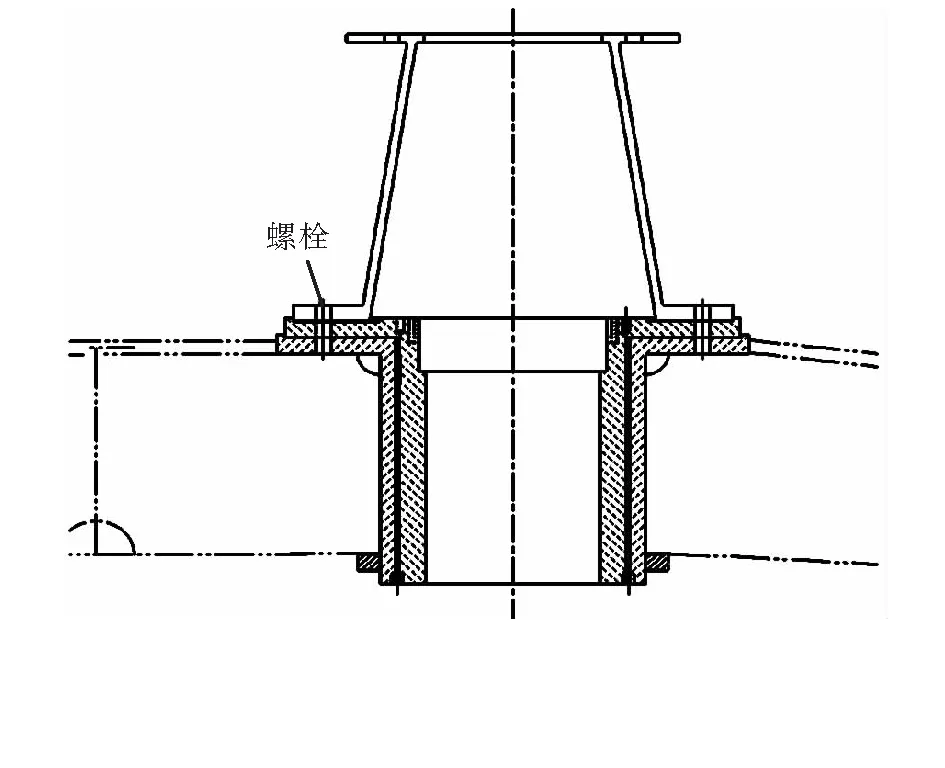
图5 上舵承安装
6)根据舵机说明书舵承总装到位,见图6。

图6 舵承总装图
3 注意事项
1)舵系统安装应在船体尾部结构装焊工作、火工工作、密性试验完毕后进行。
2)文中上节4)提到的涂抹环氧树脂仅起到密封和固定作用,数量需要较小。
4 结束语
目前船舶行业总体不景气,竞争非常激烈,谁能更快地提高生产效益,谁能节约更多制造成本,谁就能获得更多订单、取得更高利润和更好的发展。舵承不镗孔工艺如能推广普及将大大有益于船舶经济效益的提高。
猜你喜欢
机械制造与自动化(2022年6期)2023-01-10
建筑与预算(2022年12期)2023-01-09
水电站机电技术(2022年4期)2022-04-18
北京航空航天大学学报(2021年9期)2021-11-02
舰船科学技术(2021年12期)2021-03-29
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
中国材料进展(2019年10期)2019-12-07
民用飞机设计与研究(2019年4期)2019-05-21
制造技术与机床(2017年6期)2018-01-19