磁力轴承转子装配工艺方法研究
2018-04-25 05:06富永亮张淇丛涵松
现代商贸工业 2018年12期
富永亮 张淇 丛涵松

摘 要:某试验台首次将磁力轴承应用到离心压缩机当中,在安装磁力轴承叠片时,转子发生了弯曲,采取加热、高转速释放应力措施后转子无校直迹象。分析了转子弯曲产生的原因,重新梳理了工艺方法,制定了预防转子再弯曲的有效方案,通过优化主轴结构、优化设计安装工具等一系列措施解决了转子弯曲问题。
关键词:磁力轴承;弯曲;液压机构
1 背景
因磁悬浮高效能、无接触、无损耗、节省空间、低噪音及结构紧凑特点,曼透平,西门子等国际知名压缩机生产商已经广泛将磁悬浮轴承应用到压缩机当中取代油轴承。而在国内,压缩机行业中的领军企业(如沈鼓,上鼓,陕鼓),对于磁悬浮的应用还属于技术空白阶段,与国际先进企业存在较大差距。近几年来,我公司快速发展,为了在未来快速占有市场,投入了大量科研经费致力于磁悬浮技术的研究。为了填补企业空白,率先与国外先进的磁轴承制造商展开密切合作,期望在磁悬浮轴承领域有更大的突破。
我公司首台磁力轴承转子简图如图1所示。磁力轴承的结构特性之一是转子需安装增加磁场力的叠片套(硅钢片组)。主轴与叠片套为过盈配合,将叠片套安装到主轴上需进行热装配。因叠片之间冲压有绝缘漆,叠片套的加热温度不得超过300℃。技术要求规定了安装后的叠片套与轴肩的间隙小于0.02mm,叠片套热装后需施加轴向力来保证其间隙值。
首台磁力轴承的主轴已精加工到图样尺寸,采用压板工装对叠片套施加轴向力,在安装磁力轴承叶轮侧叠片套后,按工序要求对主轴进行径向跳动检测,发现装套后的主轴发生了弯曲,跳动值达到了0.06mm(允许跳动值为0.01mm)。
热应力释放是校直主轴弯曲的常规手段,即采用乙炔火焰(温度在1000℃以上)加热装配件,使其内孔涨大,对主轴产生均匀的包容力,达到主轴校直目的。然而受制于叠片套加热温度不能超过300℃的特性,不能采取热应力释放手段。采用了以下几种方法:
(1)使用最高温度能达到600℃的热喷枪(类似电吹风)对叠片套加热2小时,叠片套的温度升至100℃,此时主轴的温度已升到70℃,未产生较大温差,此种校直方法失效。
(2)转子安装到高速平衡机内,将转子升速到高转速,在高速下长时间运转,通过离心力的作用,期望叠片套与主轴之间的过盈减少,应力释放,叠片套重新包容主轴达到校直目的。转子经过高速运转后,径向跳动测量结果无任何变化,此种方法失效。
最终的结果是进口叠片套报废,重新采购了叠片套,重新备料并制造主轴。不仅造成了较大的经济损失,还影响的生产进度。
2 原因分析
转子发生了弯曲,可能有以下两个原因:
(1)轉子叠片套热安装后,为了保证轴向间隙,对叠片套处轴肩位置进行了水冷。叠片套与轴在冷却过程中发生包裹力不均匀,最终导致转子弯曲。
(2)为了保证轴向间隙值,在叠片套的安装过程中,转子受挤压力,工装底板受力翘起,工装上对称螺栓旋紧过程中不能保证同步一致性,转子受到不均衡挤压力,转子被压弯。
3 优化设计
根据上述发生的可能原因,重新梳理了工艺路线和工艺方法:
(1)工艺路线由原来的加工-装配优化为加工-装配-加工。即将叠片套安装位置的轴径先加工到图样尺寸,其余主轴的轴径留2mm余量。将叠片套安装后,再按照精加工图对主轴进行最终加工。通过工艺路线的更改和主轴留余量方法有效地解决了即便安装过程中主轴发生了弯曲,主轴还有修正量,保证转子的顺利安装。
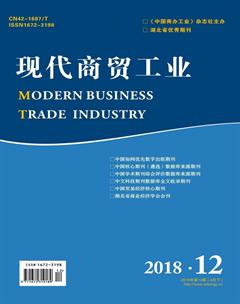
(2)转子发生弯曲的一部分原因是装配过程中压紧工装产生的。期望通过设计一套能够提供均匀轴向力的液压机构代替传统的压紧工装这个思路,对主轴进行了优化设计。在叶轮侧轴头处设计了工艺螺纹(见图2)偏于安装液压机构,待叠片套安装完毕后,车掉工艺螺纹,再按精加工图进行主轴的深加工。
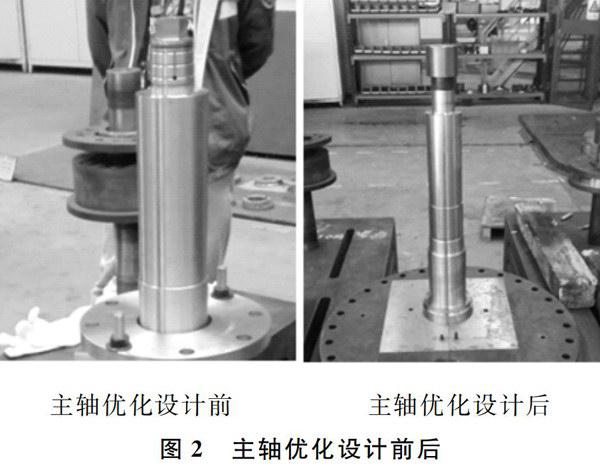
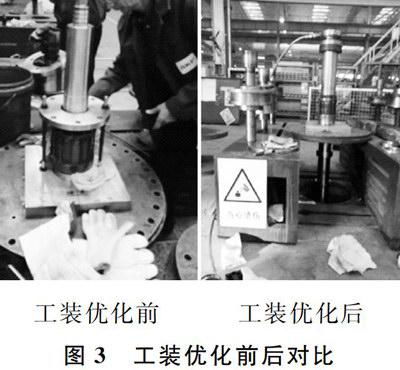
(3)设计的液压机构(见图3)由液压泵、垫套、液压千斤顶组成。通过液压泵缓慢升高压力推动液压千斤顶作用到垫套上,最终对主轴施加均匀可靠的拉伸力完成叠片套的安装并能够保证设计技术要求。
4 结论
(1) 通过对转子装配工艺路线的优化设计和主轴留余量措施有效解决了磁力轴承叠片套安装后即使转子发生弯曲问题,也能保证转子顺利安装。
(2) 通过对主轴的优化设计和液压机构的应用可保证转子受力均匀不发生人为导致的弯曲。上述方法提高了转子的装配效率,减少了装配强度,使装配工作更加安全、可靠。
参考文献
[1]白城均,宋方臻,邵海燕.磁力轴承的发展及应用[J].济南大学学报(自然科学版),2007,(04):325-331.
[2]张钢,虞烈,谢友柏.电磁轴承的发展与研究[J].轴承,1997,(10):13-17+44.