
硝酸吸收塔冷却盘管与底板的深孔焊接工艺探索
2018-04-24 01:42李波
现代制造技术与装备 2018年3期
李 波
(肥城金塔机械有限公司,肥城 271600)
肥城金塔机械有限公司制作的硝酸吸收塔主要由筛板塔组成,各层塔板上盘旋着的冷却水管,其结构形式比较复杂,组装时要保证塔板平面度和水平度,其冷却盘管的焊接尤为重要。由于底板厚度大,冷却水管直径小,管与管之间的间距小,焊接难度较大,通过不断摸索,采用深孔焊接工艺解决了此问题。深孔焊接质量的好坏,直接影响整个设备的质量和寿命。
肥城金塔机械有限公司为临沂一家化工企业制造的一台硝酸吸收塔,主要技术参数分别如表1、表2所示。
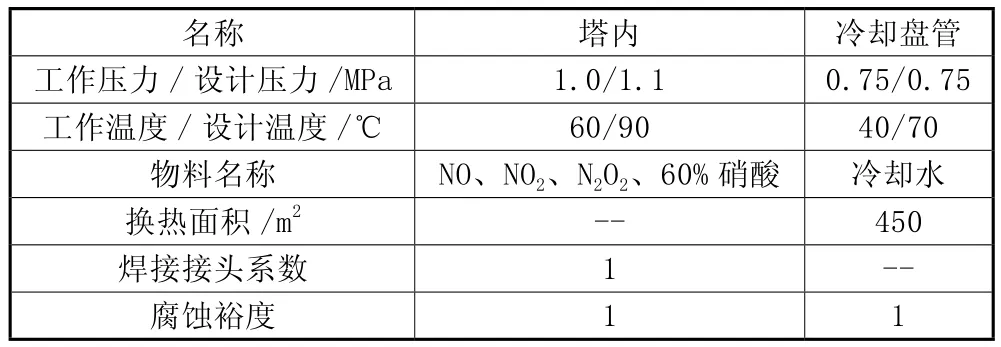
表1 主要技术参数(一)

表2 主要技术参数(二)
该塔共有34层筛板,每层对应有2组冷却盘管,分偶数和奇数,每组2个进水口和出水口,并分别独立设置,冷却盘管与底板之间采用深孔焊接工艺焊接。
1 组装与焊接工艺分析
原设计的深孔焊接方式如图1所示,由于底板比较厚,散热比较快,管头与孔之间对接难度较大,因此组装质量不能保证,并且焊接难度增大,焊接过程很容易出现缩孔、未焊透等焊接缺陷,焊接质量不能得到保证,留下很大的质量隐患。根据产品结构特点,我公司与化工设计院进行沟通,更改了底板管孔的结构(见图2),降低了焊接难度,保证了焊接质量。
2 焊接工艺
2.1 焊前准备
用管子坡口机把冷却水管做平头处理,去除毛刺,并用丙酮清洗;用专用工装夹具把冷却管头和底板管孔进行组装,留小于0.5mm间隙(用0.5mm塞尺定位),氩弧焊点固,再用丙酮清洗焊缝两侧50mm范围。
2.2 焊接方法
采用脉冲自动TIG焊。

图1 深孔焊接方式

图2 底板管孔的改进结构
2.3 焊接设备
用管板自动深孔TIG焊接设备,应保证定位准确,调整方便。该设备的主要技术性能如表3所示。

表3 设备技术性能
2.4 焊接工装
底板背部环形槽加工,根据尺寸采用市场环形槽切削刀具。底板管孔与管头组装用工具——胀芯,如图3所示。背部焊缝保护罩如图4所示。
2.5 焊接工艺
一是焊接定位。调整钨极尖端与管子内壁间隙,芯杆前部用∮19.9芯轴定位,插入管孔内部调整,使钨极尖与焊缝中心重合,用机头三爪定位后固定。二是充氩保护。为保证背面成形,背面进行充氩气保护,流量为5~14L/min。三是焊接工艺,采用单面焊双面成形。为保证焊接质量,焊接采用点一层焊接一层的方法焊接。焊接工艺参数如表4所示。
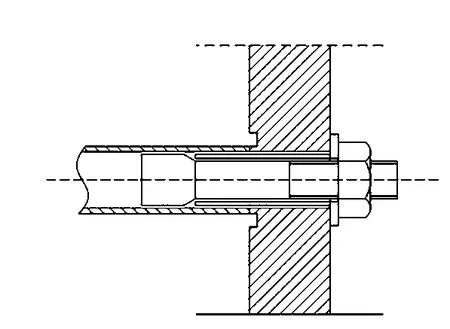
图3 底板管孔与管头组装

图4 背部焊缝保护罩

表4 焊接参数
2.6 压力试验
底板与冷却管头焊接完毕后,进行水压试验,试验压力0.8MPa,保压30min,焊接接头无渗漏。768个焊口全部检验合格,达到焊接质量要求。
3 结语
通过改变冷却盘管与底板管孔的对接方式,采用专用工装进行组装、定位,经过不断工艺摸索,我公司掌握了深孔焊接技术,所制造的冷却盘管深孔焊接质量可靠,各项技术指标符合要求,提升了企业的加工能力,为开拓市场提供了坚实的技术支撑。目前,我公司为临沂某化工企业制造的硝酸吸收塔,投入运行后,各项指标始终处于良好的状态。
猜你喜欢
西北园艺(果树)(2022年3期)2022-11-26
建筑热能通风空调(2022年6期)2022-07-30
浙江农林大学学报(2022年1期)2022-03-01
能源化工(2021年6期)2021-12-30
设备管理与维修(2020年23期)2021-01-04
化工管理(2020年17期)2020-07-17
特种经济动植物(2020年4期)2020-04-24
建材发展导向(2019年10期)2019-08-24
中国特种设备安全(2018年9期)2018-11-01
——肥城桃
农产品市场周刊(2018年40期)2018-10-25
