
基于PLC技术的离心铸造机电液压系统优化设计
2018-04-24 01:42齐景荣
现代制造技术与装备 2018年3期
齐景荣
(贵州工业职业技术学院,贵阳 550000)
在铸造模型中,将液体金属浇入且凝固成型的方法,便是离心铸造。其不可或缺的设备是离心铸造机,且铸件质量直接受到浇注平稳性及主机行走速度的影响。针对离心铸造机电液压系统,应用PLC技术进行控制,可将安装、调试设备所花费时间显著缩短,系统运行可靠性、稳定性更高,将整个控制系统的性能有效提升,避免控制系统产生可靠性差、响应速度慢等问题。本文对离心铸造机液压控制主要功能及控制原理进行综合分析,对基于PLC技术的优化设计方案进行介绍。
1 离心铸造机液压控制系统功能及原理
1.1 系统功能设计及实现
本文应用模块化设计方案,离心铸造机液压控制系统的功能模块如图1所示。人们主要应用PLC技术、工业控制计算机完成管理报表制作及离心铸造机远程监控,实时监控离心铸造机的振动状态、轴承温度等参数。不仅如此,计算机在离心铸造过程中,可对铸型金属液的温度曲线进行连续、自动记录。模拟量输入、程序显示与处理等操作环节,工况监控模块主要包括硬件自检、对串口通信的设置等工作。现场模拟量输入信号和产品工艺参数是模拟量输入模块的根据,人们据此可以计算输出铸件所需的转速。借助模拟量,人们还可对离心铸造机工作状态进行实时监测,同时输入离心铸造机温度、振动等信号,把电流、电压连续量转变成模拟量。

图1 液压控制系统软件功能模块
自整定模块是寻找检测的峰值。要想完成识别过程,需计算波形特征参数,并按照获取的参数进行过程相应。对比分析理想波形,完成一次完整的自整定操作,需按照偏差获得整定PID参数。此系统自整定PID控制流程,完成系统的最基本设置,事先通过初始化操作,之后进行自整定流程、数据采集和运算等操作。
1.2 控制原理
通过液压驱动,人们要掌握离心铸造机液压控制的基本原理,实现离心铸造机液压系统控制。对扇形浇铸包实施控制,应用的是液压马达,在直流电机的作用下,主机进行旋转,铸造铁水注入主机管道,沿着直线做匀速化运动。浇铸出壁厚均匀的铸件,保证主机直线行走、旋转速度和扇形浇铸包的速度,三者处于恒定的状态。C-POMUX P533是某离心铸造机配置的数字电磁直线编码器,可直接输出数字信号,同时可对铸造机行走位移实施检测,其控制流程如图2所示。
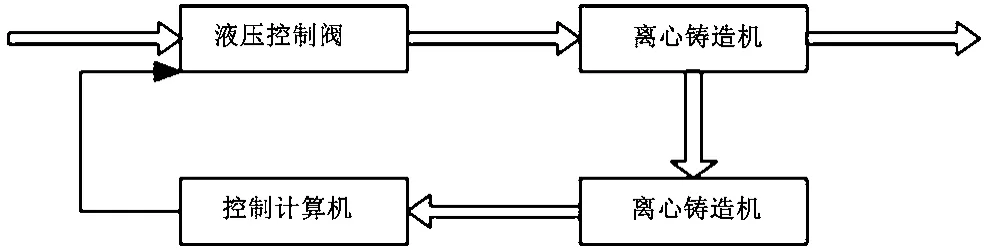
图2 原离心铸造机控制流程
2 基于PLC技术的离心铸造机电液压系统优化设计
2.1 电气控制方案
液压驱动是离心铸造机的主要动力来源,在电气层面,采用大流量恒压控制变量泵进行有效控制。拔管操作时液压油流量容易出现不足,可适当应用辅助动力源,确保工作中压力处于稳定状态,有效减少回路中的液压波动情况。在电气设备层面,控制离心铸造机行走及浇注系统,应用的是比例开环。除此之外,想要实现控制,还可应用压力继电器,确保压力保持正常范围。
2.2 PLC选型
当前,PLC型号较多,这些控制器具有不同的控制特点及功能。综合考虑液压系统的工作需要,PLC要满足运行速度快、效率好、控制精度高、成本低和工艺水平高等要求。笔者挑选的是西门子S7-200系列,因为PLC输出电流较小,该系列可以满足设计要求。PLC的输出端连接着各电磁阀,输入端连接着控制按钮及各个传感器,通过PLC控制液压缸液压控制系统达到工作稳定、精准的效果。
2.3 恒压控制的液压系统
离心铸造机液压系统要想实现恒压控制,可以采用双闭环直流调速系统,该系统具有较高的安全性,操作简单、便于维护。除此之外,直流电机的转速不会发生改变,因其不受负载改变的控制,拥有恒转矩负载能力。启动系统后,它可快速达到稳定运行的效果。PLC、调速装置和直流电机等是卧式直流调速系统的主要组成部分。直流调速装置具有数字显示、设定参数的职能,便于操作者实施控制。配置的预控制系统拥有较高的动态品质因数,在工频环境中可以灵活应用,能够适应腐蚀、高温等恶劣环境。
2.4 优化设计双闭环控制模式
卧式离心铸造机直流调速系统采用恒压控制,这和速度环、电流环相匹配。电机有较大机电惯性,电流处于上升状态,将输入电压突然增加,则最小相限制电压会快速达到。假设给定电压加在电流输入端,在较短时间内,直流电机的电流将达到预设最大电枢电流,因整流输出电压较大,电流调节器输出端电压会显著提升。基于此,给定电压和电流反馈处于平衡状态。在电流上升为最大值的过程中,速度调节器处于饱和状态,转速反馈不起任何作用。所以,需促使电流保持恒定状态,反电动势、转速会按照一定的线性规律升高,系统可按恒定的加速度上升。如果电流环产生作用,通过电流调节输出的电压,按照反电动势线性渐增规律补偿电动势,保障电流的稳定性。
3 结语
离心铸造机是铸造机械的重要组成部分,液压控制系统的优劣直接决定铸件的性能。所以,积极展开离心铸造机电液压系统优化设计,可以提升离心铸造的铸件质量和整体水平。应用PLC技术对离心铸造机电液压系统进行控制,可促使整个生产过程更加安全、稳定、可靠,节省人力、物力,提高设备的智能化管理水平和工作效率。
[1]孙永芳.基于PLC技术的离心铸造机电液压系统优化设计[J].机械设计与制造工程,2017,46(8):92-94.
[2]惠胜利,陶杰,王儒,等.基于PLC的水下切割装置速度控制系统研制[J].机床与液压,2014,(22):109-112.
[3]毛毅龙,罗一平,王小明,等.基于PLC控制的液动机械手设计[J].上海工程技术大学学报,2012,26(4):357-360.
猜你喜欢
大电机技术(2022年5期)2022-11-17
汽车实用技术(2022年12期)2022-07-05
电气技术(2022年6期)2022-06-27
有色设备(2021年4期)2021-03-16
山西电子技术(2021年1期)2021-02-05
智富时代(2018年3期)2018-06-11
智富时代(2018年3期)2018-06-11
中国交通信息化(2017年11期)2017-06-06
电子制作(2017年1期)2017-05-17
山东工业技术(2016年15期)2016-12-01
