基于NX1P伺服控制系统的打孔机设计
2018-04-19 02:05许志胜杨凤龙刘英
橡塑技术与装备 2018年8期
许志胜,杨凤龙,刘英
(1.大连三垒科技有限公司,辽宁 大连 116000;2.欧姆龙自动化(中国)有限公司,辽宁 大连 116000;3. 大连海林博格机电设备有限公司,辽宁 大连 116000)
在塑料管道行业中,随着农业建设的发展,节水与灌溉的市场也在迅速扩大,打孔机作为整条生产线的重要设备,应用越来越广泛,尤其在国外。以前的打孔机用变频器与小型PLC进行控制,工艺比较落后,精度不高,一般为线下单独操作。新一代的打孔机采用运动控制器和伺服驱动进行控制。相对比具有可在高速线上同步生产,噪音低,打孔均匀,废屑集中回收,调整简单,打孔尺寸准确等优点。
1 打孔机的原理
打孔机(图1)采用螺旋铣打孔原理,在圆周方向共布置6把打孔刀,铣刀片安装在螺旋导论上,导轮的导程同波纹管的波距相等,其中三个导轮为左旋,三个导轮为右旋,整个导轮安装在气动滑轨上。当工作时,气动阀得电,气动滑轨伸出,使导轮落到波纹管波谷内;不工作时,气动阀失电,气动滑轨退回,导轮回到原位,整个气动滑轨的伸出长度可以通过电机调整,不同的规格可以随意更换。
螺旋导轮通过电机控制,对速度精度,和瞬时的大扭矩有很高的要求。螺旋导轮安装在滑动导轨上,通过六根万向轴节于传动装置相联,其中三根为左旋导轮,三根为右旋导轮。刀片安装在导轮上,刀片伸出的长度可以调节,这样可以控制管材孔的长度。
当在线生产时,为了保持管材在打孔时,速度的同步一致,增加牵引电机。必须保持螺旋导轮的线速度和管材生产的速度同步,使孔距一致。在全线联机的控制方式下,实现全自动打孔。

图1 打孔机
2 打孔机对控制系统的要求
打孔机主要应用于在线生产带长条孔的波纹管(图2),机械结构简单可靠,采用了纯齿轮传动,集中回转切条等先进结构。本规格的打孔机主要技术指标为:生产规格:Ф90~Ф160 塑料波纹管打孔;打孔尺寸(长×宽):15(-30)mm ×2(-5)mm;打孔数量:6孔,周向分布;主电机:5.5 kW;牵引电机:2×0.4 kW。
该打孔机主要有三个传动点,由三轴伺服电机拖动,伺服采用欧姆龙EtherCAT 网络G5伺服驱动器和电机。三轴伺服分别为:螺旋导轮伺服电机为主轴,两个牵引伺服电机为从轴,控制上采用三轴伺服同步运行。采用触摸屏终端进行速度设定、伺服使能、伺服停止、故障报警、故障复位、手动操作、刀具调整、电机调整等。
打孔机的正常运行对电气控制系统有以下几点要求:
(1)传动系统需要快速响应和稳定运行,主轴30 s内扭矩150%正常运行。
(2)适应设备打孔要求,三轴伺服速度同步一致。(3)同时必须同步线速度,实现在线管材生产。(4)为了方便数据统一管理,在触摸屏可以进行速度设定,长度监测,报警管理,远程访问监控设备状况等。
(5)快速响应的安全保护。
因此要求控制系统必须具有高效的运动控制性能和高速的网络通讯。
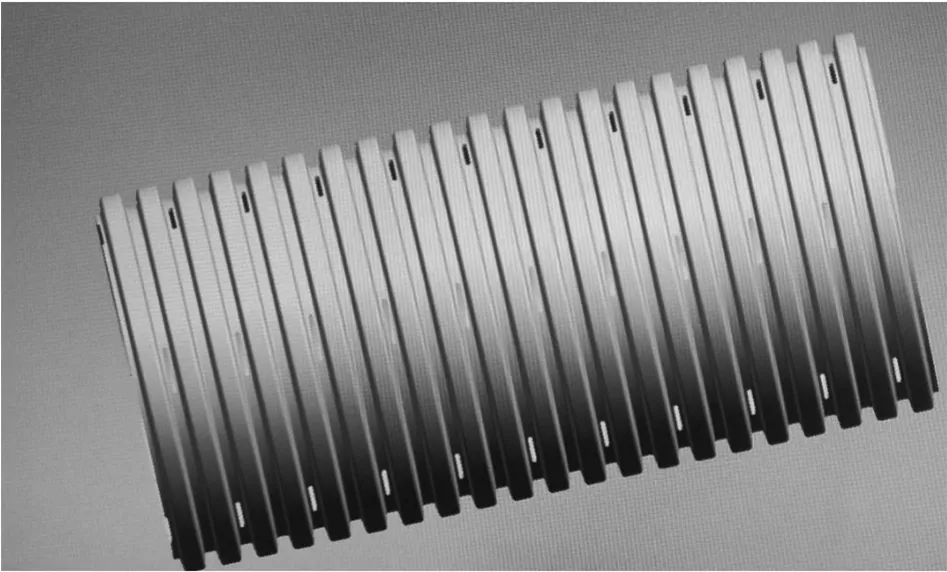
图2 打孔管材图
3 打孔机控制系统设计
3.1 系统硬件选择与设计
考虑到成本,控制精度,同步性,实时高速网络等要求。
本系统采用欧姆龙的带有ECT网络接口的新一代小型运动控制器NX1P,它是一体封装紧凑机器自动化控制器,其主要特点:①整合时序控制与运动控制;②标配控制用网络EtherCAT;③标配EtherNet/IP通信功能端口;④控制器本体内置输入输出;⑤可进行无蓄电池运行,等等。这些特点非常适用本设备。
伺服驱动采用欧姆龙ECT 网络G5伺服,导轮主轴一台为R88D-KN50F-ECT,牵引从轴两台为R88D-KN04H-ECT。高速、高精度G5系列适用于超高速EtherCAT通信,同时可实现高精度定位,标准配备全闭环控制。
伺服电机采用高性能的G5通用伺服电机R88M系列。
上位采用欧姆龙NB7W-TW01B,带有EtherNet/IP以太网口的7"工业级触摸屏,进行速度设定,速度比例系数设定,报警显示等。控制系统的硬件结构如图3所示:
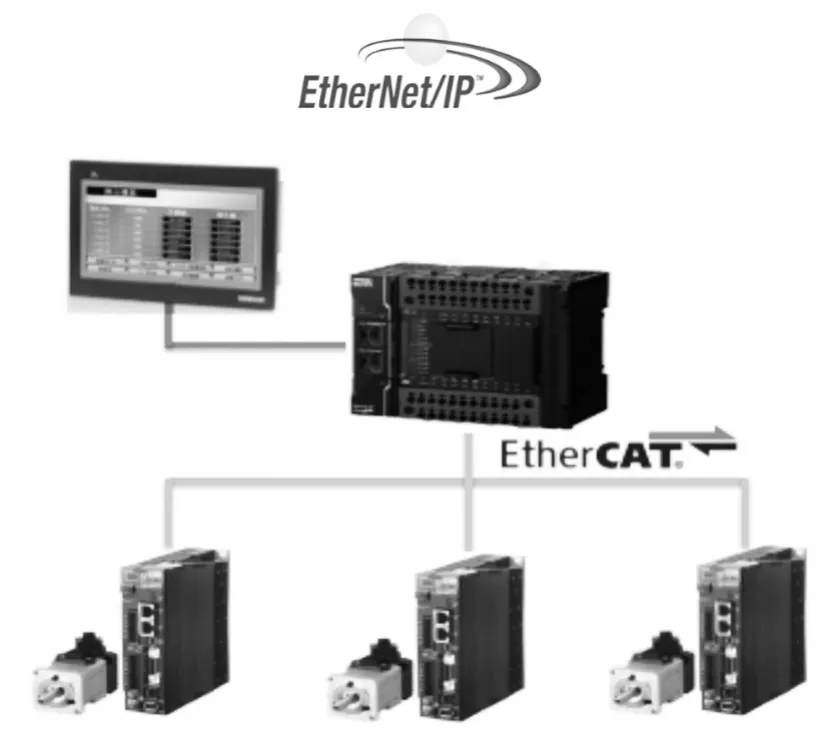
图3 控制系统硬件结构
具体采用的型号为NX1P2-9024DT1,自身带有24个输入,16个输出的IO点,节省了单独采购IO模块的成本,并且具有EtherCAT和Ethenet网络接口,同时可扩展I/O输入输出的数字和模拟量模块,RS232,RS485等串行通信接口和各类总线接口模块。NP1X集成了欧姆龙NJ高性能运动控制器的特点,具有功能强大,性价比高,亦可以连接第三方ECT网络伺服与远程IO,编程界面友好等特点。
在波纹管产线生产过程中,打孔机作为整个产线中越来越重要的设备之一,其核心传动环节是控制系统中三轴伺服的速度同步运行,因此,电子凸轮技术是此设备控制中的重要组成部分。为了准确进行速度同步控制,采用欧姆龙的G5系列伺服电机,该系列伺服速度响应频率2 kHz,脉冲输入频率响应频率4M pps,最大转速达到6 000 r/min,配备高分辨率20bit的增量编码器和多圈的绝对值编码器,全闭环控制,加强抑振控制功能,兼顾安全性与生产效率[2]。
整套控制系统网络应用实时以太网EtherCat以及EtherNet。NX1P运动控制器与G5 伺服之间采用EtherCat网络,触摸屏与NX1P 之间采用EtherNet网络。EtherCat为工业级实时以太网,已经成为工业通讯的主流,网络通信速度可达到100 M级别,可连接伺服驱动器,视觉传感器,安全,I/O等设备。具有通信速度快,安全可靠,省配线等特点。
3.2 控制系统软件设计
本系统的软件为欧姆龙的Susmac Studio,该软件是欧姆龙公司2013年之后推出的最新软件,主要为新一代伺服控制器NJ、NP1X提供软件支持,具有功能非常强大,界面操作相对简单,编程语言丰富等特点。本系统软件主要采用FB编程方式,同时利用NX1P控制器循环扫描方式对数据进行处理。程序设计主要采用电子凸轮技术实现伺服的同步控制,电子凸轮技术由机械凸轮演变而来,机械凸轮(Mechanical CAM)是一种能够按照动力学特征和运动学特征的要求,具有曲线或者曲面轮廓作为副元素的构件[3~4]。机械凸轮设计复杂,结构不可变,动作不具有变化性。相对于机械凸轮而言,电子凸轮具有灵活性,轨迹易于改动,可以根据需求更改加工轨迹,减少了设计周期。
NX1P运动控制器内置电子凸轮功能,采用两牵引轴跟随螺旋导轮主轴实现同步运动。电子凸轮的实现方式分为三步:第一,设定导轮主轴与牵引从轴参数。第二,设定合理电子凸轮曲线。第三,实现电子凸轮运动。电子凸轮实现的结构流程图如下所示:
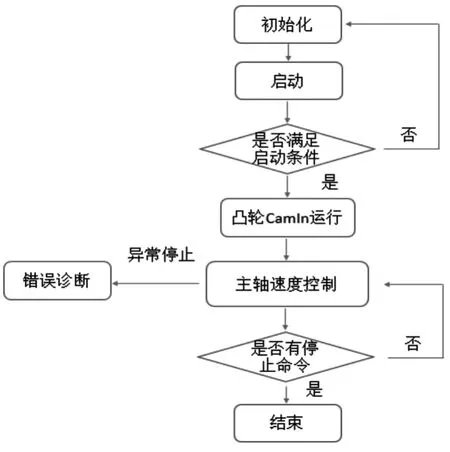
图4 电子凸轮结构流图
初始化程序包括:伺服原点预设,错误复位,速度,加减速度设定以及设备运行参数设定等。
凸轮运动程序:启动MC_CamIn(图5)电子凸轮指令,当各轴啮合后,通过MC_MoveVelocity(图6)速度控制指令,运行导轮主轴进行速度控制,牵引从轴跟随主轴进行同步运行,运行过程中实时监控牵引从轴与主轴的位置偏差,偏差超过预设值,进行位置补偿。
触摸屏与NX1P 之间采用EtherNet网络,实时直接读取伺服当前的状态,如速度、电流。在触摸屏可以进行速度设定,长度监测,报警管理,远程访问监控设备状况等。也可以通过触摸屏来进行设备规格选择、手动进刀、手动退刀等手动操作,并增加检修时,安全锁解除、报警提示等功能。
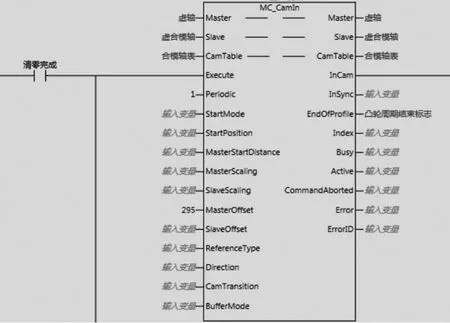
图5 MC_CamIn电子凸轮指令
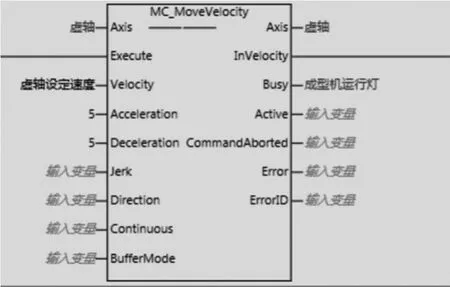
图6 MC_MoveVelocity指令
4 系统调试
调试过程主要是进行硬件检查,软件测试。
4.1 硬件检查
首先要保证硬件接线正确,保证输入输出的I/O信号和触摸屏能够与NX1P运动控制器进行正常通信。
4.2 软件测试
其次是进行伺服参数调节,设置物体刚性、位置环,速度环,电流环等参数,保证主轴和从轴的同步性和速度的稳定性,保证伺服同步性和稳定性的同时,要提高它的响应性。因为打孔时,扭矩最大,很容易造成电机堵转。利用其精确的自动调谐,完全闭环控制,达到了理想的效果。利用欧姆龙的软件Susmac Studio的监控功能,图5可以看到当刀在打孔时,瞬时的最大扭矩在120%,平均80%左右,完全在伺服电机的控制范围之内,基本满足了对扭矩的要求。
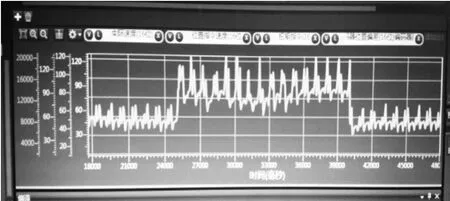
图7 扭矩监控曲线
4.3 程序调试
最后进行程序调试,优化程序,根据工艺要求和现场的实际情况,进行程序修改完善,在现场牵引从轴和导轮主轴同步效果良好,保证了设备稳定运行,满足生产要求。
5 结论
通过这次应用欧姆龙运动控制器NP1X,使大连三垒打孔机控制技术有了质的飞跃,这也是打孔机第一次使用伺服凸轮功能,效果非常好,实现了波纹管管材在线上同步速度下生产,一次性生产出成品,减少了二次加工的麻烦。并且在全线联机的控制方式下,实现全自动打孔。同时使用触摸屏进行参数设定,报警监控,曲线监视等。操作简单,各项工艺指标满足生产工艺的技术要求,自调试完毕后,系统运行稳定,已经投入到实际生产中,效果良好。
参考文献:
[1]三垒科技 SKC160B说明书.
[2]欧姆龙自动化(中国)有限公司. AC伺服电机/驱动器 G5系列,2012-07.
[3]徐宏伟,王龙英,郝发义.电子凸轮在印刷机中应用的前景展望[J].印刷杂志,2005(11):70~72.
[4]张阁,邹慧君.电子凸轮的概念和设计[J].机械设计与研究,2000(12):89~91.
猜你喜欢
建筑机械化(2020年6期)2020-07-30
制造技术与机床(2019年8期)2019-09-03
学生天地·初中(2019年3期)2019-04-10
学生天地(2019年7期)2019-04-09
中国设备工程(2019年11期)2019-01-19
精密制造与自动化(2018年1期)2018-04-12
智能制造(2018年9期)2018-02-27
制造技术与机床(2017年5期)2018-01-19
创新作文(5-6年级)(2017年5期)2017-12-08
知识窗(2016年11期)2016-11-09