一种基于动态外部TCP的工业机器人磨抛方法
2018-04-18 08:42李名水欧道江
机电产品开发与创新 2018年2期
李名水, 李 霆, 欧道江, 江 励
0 引言
国外机器人技术发展非常迅速,在机器人打磨抛光领域方面,德国KUKA、日本FANUC、瑞典ABB及美国ACME等公司研发了具有代表性的机器人砂带磨削系统,并将其应用于航空、汽车、卫浴等行业[1]。近年来国内工业机器人应用也逐步增长,但由于水龙头、门把手等产品本身的周期属性和生产工艺要求,现有的一些机器人类别难以全面、高性价比、灵活的替代人工。目前传统复杂曲面零件的打磨抛光大部分仍为人工作业,不仅生产效率低,而且恶劣的生产环境也会对操作人员的身心健康造成极大危害[2~3]。
文献[4]提出了水龙头手柄的复杂曲面相对砂带的斜率及其曲率变化对刀轨规划的影响。文献[5~6]对工件和接触轮之间的局部弹性接触进行了有限元分析,以接触面的局部曲率作为几何边界条件,对工件的切深进行预测研究。文献[7]考虑了不同磨削形式的砂带接触模型,通过分析接触轮压力、接触轮半径及工件半径等对法向接触压强分布的影响规律,建立砂带磨削表面材料去除廓形模型。文献[8]通过曲面分片建立复杂参数曲面模型,并进行曲面特征分析,建立等波高刀具路径规划策略,有效提高了复杂曲面加工质量。文献[9]提出了一种基于曲率的等平面刀具路径规划方法,通过匹配刀具曲率和曲面刀触点处法平面的曲率控制刀具后跟角的变化,使刀具姿态随着自由曲面的形状变化而变化。
上述文献主要研究的是通过两种磨削方法来对复杂曲面进行磨削加工:一种是通过改变接触压力进行磨削加工;另一种则是随复杂工件曲面曲率的变化来设定基于曲率变化的刀具路径进行加工。但这些研究未考虑复杂工件曲面变化与砂带的变形之间的几何关系,其所采用的机器人TCP点,一般为人为设定的砂带上固定的一个或几个点,针对不同曲面的打磨则存在误差。
本文提出一种基于动态外部TCP的工业机器人磨抛方法,是根据砂带模型与提取自由曲面研抛信息特征提取的方法来设定TCP点。其主要步骤是首先利用截面法沿型线对水龙头3D模型进行分片生成加工路径;其次根据加工路径轨迹点和砂带磨削区域自动计算出所有路径点对应的外部TCP;最后基于机器人运动学模型计算出机器人法兰末端实际工件坐标系程序[10]。
1 机器人磨抛工作站简介
本文磨抛工作站主要以华数HSR-612机器人及控制柜、砂带抛光机为核心,外加工件夹具、气动控制系统、砂带调速装置等设备组成,如图1所示;其中涉及的基本概念如下:
(1)手持工件:机器人法兰盘位置安装夹具以夹持工件。
(2)手持工具:机器人法兰盘位置安装打磨工具。
(3)TCP的定义:为了确定法兰盘末端工具(或工件)的位姿,需要在工具 (或工件)上设定一个工具坐标系TCS? (Tool Coordinate System),TCS的原点就是 TCP(Tool Center Point,工具中心点)。
(4)外部TCP的定义:外部TCP是在机器人手持工件模式下,为了将TCP定义为机器人本体以外静止的某个位置,其本质是一个参考坐标系。
(5)动态外部TCP的定义:是外部TCP的延伸应用,在机器人手持工件模式下,根据工件不同表面特点提供多个外部TCP以满足工件的工艺要求,主要应用在复杂工件加工时TCP需要相对工具做动态变化的场合。

图1 磨抛工作站图Fig.1 Polishing workstation diagram
2 工业机器人砂带磨抛关键算法
2.1 基于截面法的路径规划算法
截面法是用一组平行平面与待加工自由曲面模型求交,得到一系列的交线,刀具与工件曲面的切触点就是沿着这些交线运动的,该方法称之为路径截面线法,如图2所示。该方法刀具轨迹分布均匀,走刀路径控制灵活,具有比较高的加工效率,适用于各种类型曲面。
但该方法若不考虑曲面曲率变化,难以适用于复杂曲面加工路径规划。本文采用的截平面法,以加工模型的某一轴线(或型面线)为研究对象,通过相邻两行间的残留高度来控制行距。设被加工曲面的曲率半径为ρ,刀具的有效切削半径为rk,许用残留高度为h,则行距由下式确定对于凸曲面式中ρ取负号,而对于凹曲面式中ρ取正号。

再通过加工误差得到离散点,这样得到的刀触点轨迹在笛卡儿空间中为等行距且为平面曲线。
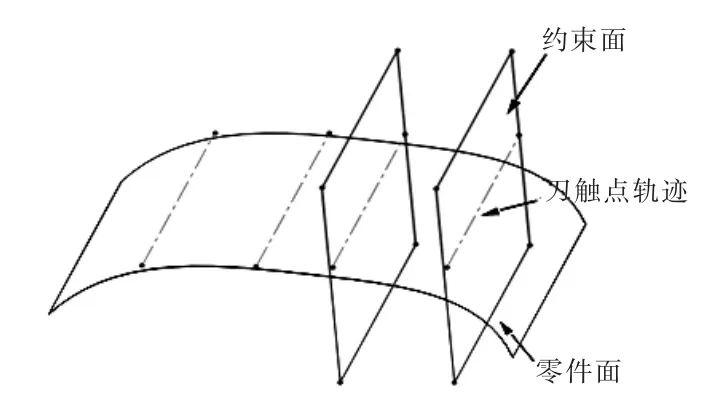
图2 截面法Fig.2 Cross section method
2.2 基于外部TCP的运动学算法
机械手是机器人砂带抛光系统的主要执行部分之一,利用数学方法,可以建立工业机器人各连杆及工业机器人与外围设备间的运动关系,实现对机械手位置,速度和加速度等运动学信息的描述。
机器人手持工件模式需要设定外部TCP,如图3所示,使工件上每一个路径点都需要经过外部TCP,因此,在生成路径求解路径点的逆运动学解之前,需要将原路径进行变换,依据所设置的外部TCP进行变换。完成变换后,再进行求解,最终得到手持工件模式下机器人程序。
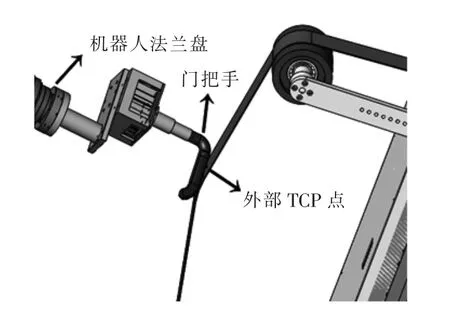
图3 机器人手持工件模式Fig.3 The patterns of Industrial robots carry workpiece
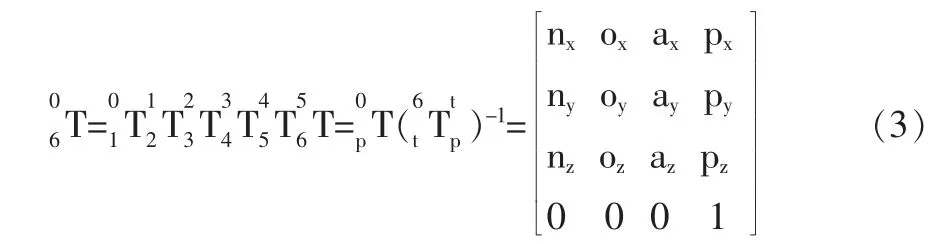
(1)正解:机器人手持工件模式下,已知机器人所有连杆长度和关节角度,求解机器人手(与磨削点P重合)的位姿 p=(px,py,pz)T;
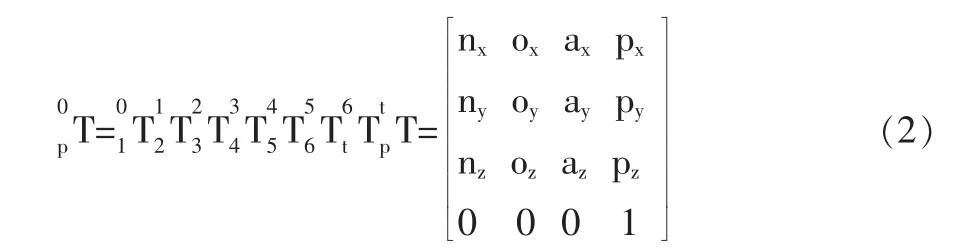
(2)逆解:机器人手持工件模式下,已知机器人所有连杆长度和机器人手(与磨削点P重合)的位姿,求解机器人所有关节角度(θ1θ2θ3θ4θ5θ6);
2.3 基于曲率的外部动态TCP算法
本算法首先对截面法离散点进行计算,主要是各点处的法向矢量、弦高误差及平均曲率,其次根据计算出的值确定各离散点的对应磨削点的加工方向及步长,然后提取砂带边界,最后确定各点对应的TCP点。
(1)已知曲面上任一点单有无数多法曲率kn,其中最大值和最小值称为2个主曲率,将法曲率kn对表示方向的比值du/dv或dv/du求导并令其等于零即可得确定主曲率和所在主方向的方程:
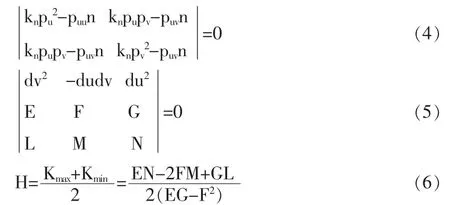
上式中:E、F、G 为第一基本量;L、M、N 为第二基本量;H为平均曲率,局部地描述了一个曲面嵌入周围空间的曲率;通过求解方程(4)、(5)、(6)可得到曲面上一点 s(u,v)的主曲率 Kmax、Kmin、H。 本算法以曲面上任一离散点n的平均曲率H为判断依据,确定该离散点对应磨削点的加工方向:

(2)如图4所示为弦高误差算法的原理,由曲线上任意两离散点Pi和Pi+1的中心点Pmid坐标,计算该点到弦的距离,此距离即为弦高,弦高值由下式计算:

其中 f(x)为给定曲线方程,△i为弦高误差,(xi,yi)和(xi+1,yi+1)为离散点端点坐标。将离散点对应的实际弦高和前一点的弦高相比较,确定外部动态TCP移动步长△n:
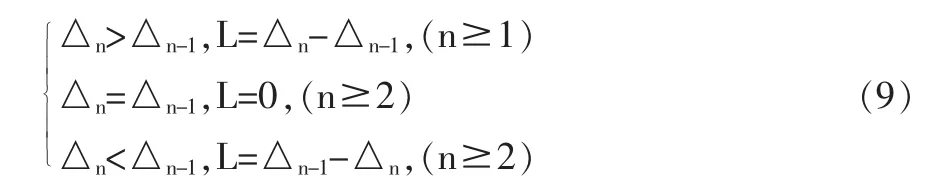

图4 等弦高误差算法的原理Fig.4 The principle of iso-string high error algorithm
(3)综上所述外部动态TCP生成步骤,实现流程如图5所示。
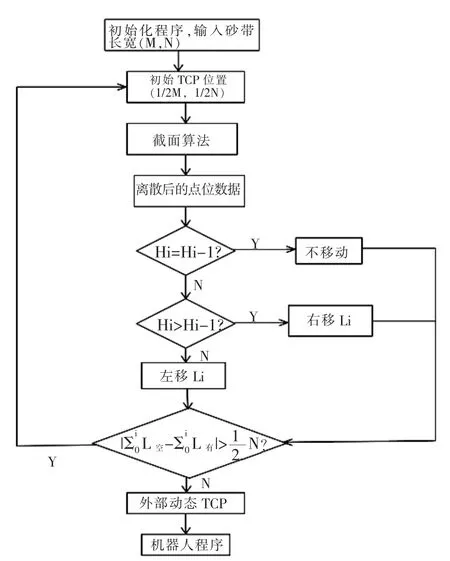
图5 外部动态TCP算法流程Fig.5 External dynamic TCP algorithm flow
Step1:输入砂带模型长宽M*N,确定初始TCP位置;
Step4: 对计算离散点 1,2,....,i-1,i的步长和进行计算,如超过砂带1/2宽度(越过砂带边缘)则返回初始TCP点循环;
Step5:依据Step3&Step4最终确定外部动态TCP(磨削点)。
3 仿真与试验
3.1 门把手离线仿真
InteRobot是华数机器人有限公司针对机器人离线编程而专门研发的离线编程软件,为验证算法的正确性,针对门把手的磨抛进行了仿真实验,如图6所示:其主要步骤如下:
(1)在SolidWorks中建立工件三维模型。
(2)将三维模型导入InteRobot中,建立各坐标系的转换关系,并进行路径规划。
(3)根据轨迹离散点和砂带参数求得各点的外部TCP。
(4)再根据轨迹离散点与动态外部TCP的位姿转换关系求得机器人最终的关节运动角度。
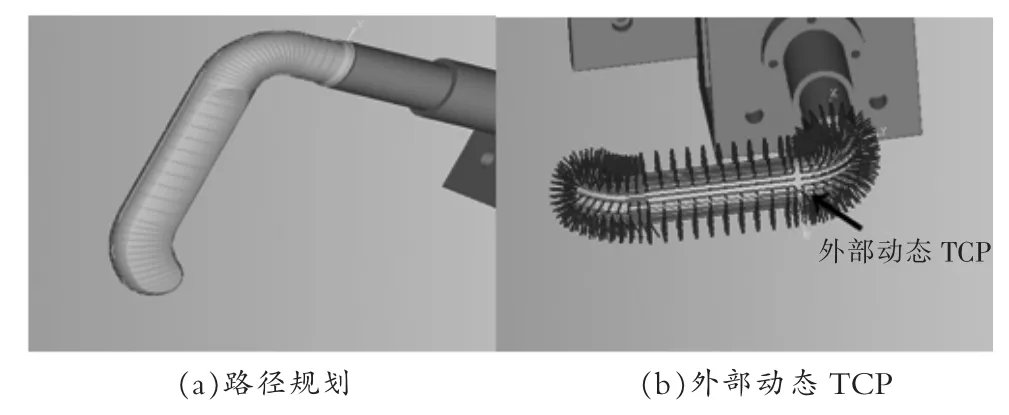
图6 门把手离线编程仿真Fig.6 Door handle offline programming simulation
3.2 门把手磨削试验
以华数HSR-612机器人磨抛平台进行实际磨抛试验,将上述仿真代码传输至示教器中,机器人手持门把手进行磨抛,如图7所示。
本次试验使用的砂带周长2250mm,布基桥接,磨料颗粒61μm,速度8m/s,门把手打磨效果如图8所示。
4 结论
本文以门把手为研究对象,提出了一种基于外部动态TCP的机器人砂带打磨抛光方法。首先通过基于曲率的截面法规划加工路径,其次提取工件曲面特征信息自动生成动态外部TCP点,再根据轨迹离散点与动态外部TCP的位姿转换关系求得机器人最终的运行轨迹。最后,对离线编程仿真结果进行实际的打磨试验,经试验结果验证,动态外部TCP可以达到较好的门把手打磨效果。

图7 机器人手持门把手打磨Fig.7 Grind the door handle with the hand of robot
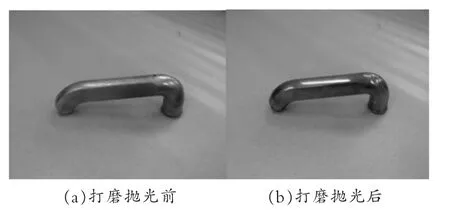
图8 门把手磨抛效果对比Fig.8 The effect comparison of the door handles
参考文献:
[1]冯海涛.机器人自动化抛光系统关键技术的研究[D].浙江:浙江大学,2015.
[2]苏将兵,廖宏谊,苏卿双.机器人模具抛光的研究现状与发展趋势[J].模具工业,2012,6.
[3]韩光超,张海鸥,王桂兰,等.基于游离磨料的机器人抛光工艺实验研究[J].中国机械工程,2017,18.
[4]苏建波.五轴砂带机抛磨水龙头手柄复杂曲面的研究[D].哈尔滨:哈尔滨工业大学,2012.
[5]REN X,KUHLENKOTTER B.Real-time simulation and visualization of robotic belt grinding processes[J].InternationalJournal of Advanced Manufacturing Technology,2008,35:1090-1099.
[6]ZHANG X,KUHLENKOTTER B,KNEUPNER K.An efficient method for solving the Signorini problem in the simulation of freeform surfaces produced by belt grinding[J].International Journal of Machine Tools&Manufacture,2005,45:641-648.
[7]王亚杰.基于接触理论的精准砂带磨削基础研究[D].重庆:重庆大学,2015.
[8]赵丽,王太勇,胡世广,等.基于复杂曲面分片建模的五坐标加工路径规划[J].计算机工程与应用,2008.
[9]陈涛,罗宏志,钟毅芳,等.基于曲率的曲面加工刀位轨迹生成算法[J].工程图学学报,2001,2.
[10]蔡自兴.机器人学[M].北京:清华大学出版社,2000.
猜你喜欢
数学物理学报(2022年4期)2022-08-22
数学物理学报(2022年2期)2022-04-26
汽车工程(2021年12期)2021-03-08
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
婚姻与家庭·性情读本(2017年1期)2017-02-16
组合机床与自动化加工技术(2014年12期)2014-03-01
自然资源遥感(2014年3期)2014-02-27
中国建筑金属结构(2013年17期)2013-08-24