
Mechanical Performances and Morphology of LDPE/UHMWPE Single-Polymer Composites Produced by Extrusion-Calendering Method
2018-04-16 06:50:08JianWangZiranDuTongLianandJiongPeng
Jian Wang, Ziran Du, Tong Lian and Jiong Peng
(School of Chemistry and Chemical Engineering, Beijing Institute of Technology, Beijing 100081, China)
Traditional fiber reinforced polymer composites exhibit excellent mechanical properties and they have been widely used. Glass fibers, carbon fibers and natural fibers are usually used as the reinforcement materials. However, the crisis issues with environment and resources push people to seek ways to recycle composite materials[1]. The above mentioned composites almost can’t be recycled as it is hard to find a suitable and economical method to separate them from each other and meanwhile keep the individual intact[2]. Single-polymer composites[3](SPCs), made up of a matrix and reinforcement with same chemical compositions but different physical properties, can potentially be reprocessed. As it can be turned into a single polymer by heating, the utilization rate of materials can be improved effectively. Moreover, in view of the same polymer of two phases in SPCs, the interfacial problem can be avoided partly owning to good compatibility and adhesion of interface.
Many research work reported on hot compaction preparing SPCs were carried out by Hine[4-6]. Appropriate temperature and pressure were applied to the unidirectional fiber or woven fabric. However, as for the need to strictly control the melting ratio of fibres, frequently the used temperature tended to be lower than the melting point of fibre only by a few degrees. Consequently, such rigid processing condition led to a shortcoming of narrow temperature window, but it didn’t hinder its application in the preparation of various SPCs like PE[7], PP[8], PET[6], etc. The film stacking which fibers are sandwiched in-between the matrix film layers then compacted to avoid the hardship mentioned above is also a good approach, but a long cycle is inevitable. In addition, others such as solution or powder impregnation[9], undercooling[10], liquid composite molding[11], etc. were also applied.
Despite these improvements, a method is needed to solve the matter of narrow window for hot compaction as well as remedy the issue of low efficiency of the film stacking. The extrusion-calendaring method is possible to meet this demand. What the most important is that this approach is so simple and efficient that it gives opportunity to realize the industrial production continuously. Besides, a wide temperature operation window was also obtained. In this study, PE SPCs consist of UHMWPE woven fabric and LDPE was prepared. The effects of temperature on PE SPCs was investigated through the behaviors of mechanical properties and morphology of samples.
1 Materials
In this study, a plain woven UHMWPE fabric (Shandong ICD High Performance Co., Ltd.) with warp density of 55 threads/10 cm and weft density of 93 threads/10 cm was utilized as the reinforcing component. The areal density of woven fabric with an average thickness of 0.3 mm is 0.033 g/cm2. Commercially available LDPE granules (868-000, SINOPEC Maoming Company) with a density of 0.920 5 g/cm3and a melt flow index (MFI) of 50.0 g/10 min at 230 ℃ were used as the matrix.
2 Experiment
2.1 Differential scanning calorimetry (DSC)
In order to determine the melting temperatures of LDPE granules and UHMWPE fabric to choose the preparing temperature, the differential scanning calorimeter experiments on a Shimadzu DSC-60 were performed. Two samples were heated to 170 ℃ from 30 ℃ with a heating rate of 10 ℃/min and maintained temperature for 2 min to eliminate the influence of thermal history, and then cooled down to 30 ℃ at 10 ℃/min.
As shown in Fig.1, LDPE matrix curve has the melting peak at 111 ℃. In order to ensure the pellets in a good liquidity, the selected die temperature is 145 ℃. There are two melting peaks in the heating curve of UHMWPE fabric. The first and second peak values are 147 ℃ and 153 ℃, respectively, which is due to the different crystalline structures of UHMWPE fiber. The die temperature in theory can’t be higher than the melting temperature of the fabric used as an effective reinforcement. Actually, the contact temperature between fiber and melt is lower than the actual temperature of the die due to the poor thermal conduction of the melt as well the mold exposed in the air. So the die temperature range of 145-160 ℃ was chosen in this experiment and a temperature window of 15 ℃ was obtained.
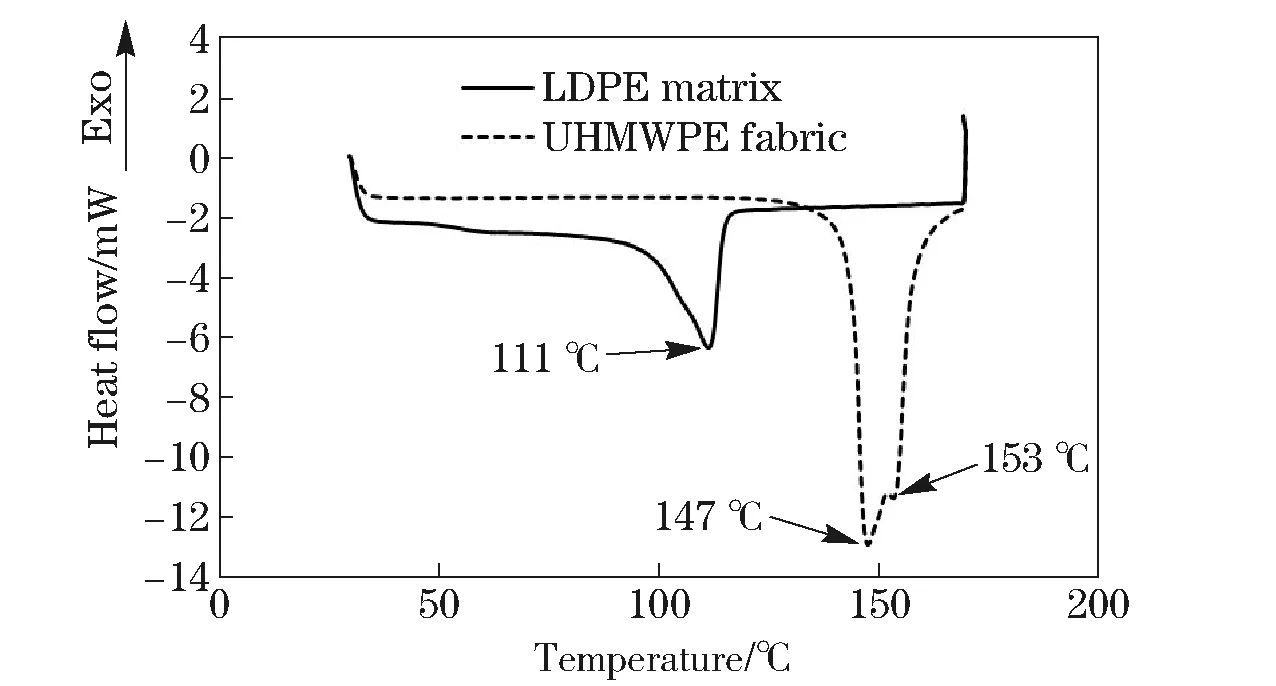
Fig.1 DSC traces of the LDPE matrix and UHMWPE fabric
2.2 Specimen preparation
The single screw extruder (RM-400B, Harbin Harp Electrical Technology Co., Ltd.) and calender (FYJ-30, Jinfangyuan Machinery Manufacturing Co., Ltd.) were used for preparing samples of PE SPCs. The LDPE melt was transported through the screw rotating to the specially designed die where the UHMWPE fabric was embedded (3.5 cm×70 cm). The fabric extended from the die end was passed through the roller, which could be benefited from the traction produced by roller rotating. The fabric in a constant speed was slowly pulled out with the LDPE melt from the die together and subsequently entered the rollers. After calendering, the resultant products were cooled at room temperature (22 ℃) for 24 hours for testing later. The used fiber mass fraction is about 15%. The specific experimental conditions are summarized in the following Tab. 1. The used calender in this experiment keeps the interval of 3.0 mm between rollers and 1.8 m/min in speed.

Tab.1 Processing parameters of PE SPCs specimens
2.3 Mechanical testing

Fig.2 Tensile strength and modulus of PE SPCs and pure LDPE prepared in various temperatures
For the mechanical performances of PE SPCs, the pre-tested samples were cut down from the extruded products using a metal mold of dumbbell shape according to the EN ISO 8256 type 3 standard. Then a tensile tests were performed on a universal testing machine (XWW-20Kn, Beijing Jinshengxin Testing Instrument Co., Ltd.) at room temperature. Moreover, the T-peel test was also carried out to evaluate the interfacial adhesion strength of SPCs. The interfacial strength of PE SPCs was characterized by the peeling load of unit width. The sample was cut into a rectangular shape with 10 mm (width) × 80 mm (length) before testing. The 20 mm long unbound ends of the sample were bent perpendicular to the glue line, for clamping in the grips of the testing machine. The above two tests were performed with a same tensile speed of 20 mm/min.
2.4 Scanning electron microscopy (SEM)
The fracture cross-section and peel fracture surfaces of several samples made in different die temperatures were observed by Quanta FEG250 (FEI) with an accelerating voltage of 5 kV, which created a connection between the microstructures and mechanical properties of SPCs. The samples were fixed by a carbon tape onto the electron microscope holder and coated with a thin gold layer before imaging.
3 Results and Discussion
3.1 Tensile and interfacial performances
Fig.2 shows the effects of a die temperature on the tensile strength of PE SPCs and unreinforced LDPE. Seen that both the tensile strength and modulus increase with temperature initially. At 150 ℃, tensile strength and modulus reach peak values of 98 MPa and 331 MPa, respectively. It can be interpreted that as the temperature increases the LDPE melt with lower apparent viscosity is easier to infiltrate into the void spaces of fibers, which helps to consolidate the matrix with reinforcement. As the sample is subjected to tensile load, the stress can be transferred from the matrix to the fiber rapidly so that the fibers undertake the main responsibility for enhancing the tensile performance. Furthermore, gradual melting of fibers also accelerates the interdiffusion between two phases, which leads to a better interfacial adhesion then strengthens the tensile properties. Nevertheless, the tensile strength and modulus decline dramatically in the vicinity of the melting temperature. This phenomenon is attributed to the relaxation and the loss of oriented fiber fraction caused by melting. It should be noted that in a certain temperature range, 170 ℃ or more, the fabric would be melted into clastic actually.
Comparisons of PE SPCs and unreinforced LDPE in the tensile strength and modulus are also shown in Fig.2. According to the histograms, the tensile strength and modulus of PE SPCs are significantly higher than those of the unreinforced LDPE. The die temperature has a little effect on the pure matrix materials. For a given temperature at 150 ℃, the tensile strength and modulus of SPCs have peak values, which are 10.8 and 3.5 times as higher as the no-reinforced LDPE, respectively. It demonstrates that manufacturing the PE SPCs is feasible in these temperatures.

Fig.4 Photographs of PE SPCs made in different temperatures before and after tensile tests
Fig.3 shows the peel curves of PE SPCs samples, which reveals the peel load as a function of temperature. Higher temperatures allow molecular interdiffusion and relaxation[12], which promotes melting and infiltration. Again, more and more reinforcements are also melted to become matrix. Thus they consolidate each other to form a whole piece, which provides SPCs a stronger interfacial bonding strength. The peel curves ascending with temperature increasing supports the above analysis. As for 160 ℃, the consecutive T-peel test couldn’t be performed successfully owning to the sample broken in the middle. Conversely, the poor interface bonding caused by low temperature produces an inefficient load transfer, which also provides the evidence of inferior tensile strength and modulus at lower temperatures. At 145 ℃, 150 ℃, 155 ℃, all the average values are more than 12 N/10 mm. Moreover, an average value of 22.5 N/10 mm obtained at 160 ℃ is significantly improved.
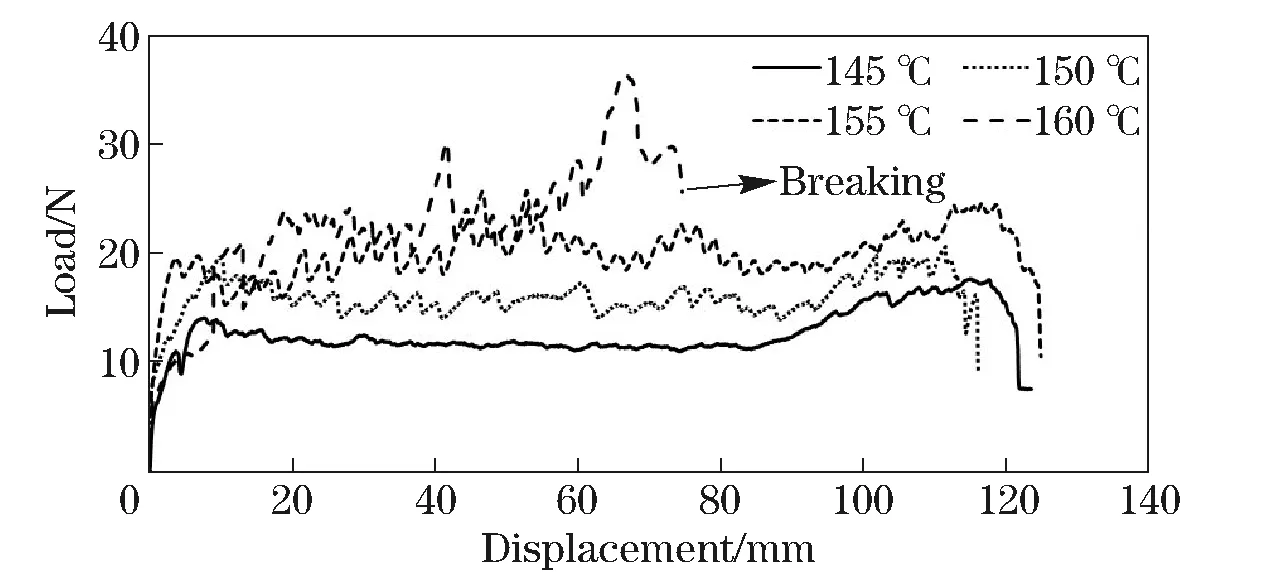
Fig.3 Peel load curves of PE SPCs samples prepared at diverse temperatures
3.2 Morphologic observation
Fig.4 shows the photographs of PE SPCs processed at different temperatures before and after tensile tests. The colors of SPCs samples with a considerable change can be observed from Fig.4a. It gradually changes to be transparent from 150 ℃ to 160 ℃, which is due to the results of fiber melting. The effect of processing temperature on the fracture mode of the samples is also shown in Fig.4b. Compared to the pattern at low temperature, the PE SPCs processed at high temperature relatively show a sudden and neat failure. It is interesting that the original fibers melted seem to become clear after tensile tests. It illustrates that the fiber is melted at high temperature and recrystallizes afterwards in the matrix during cooling.

Fig.5 Micrographs of fracture cross-section of PE SPCs specimens manufactured at (a) 145 ℃, (b) 150 ℃, (c) 155 ℃, (d) 160 ℃ and peel fracture surfaces (e) 150 ℃, (f) 160 ℃
Fig.5 shows the fracture surfaces of specimens prepared at different temperatures. As for Fig.5a-5b, the fibers maintain their individual structures. Breakages mainly occur in the form of fibers being pulled out and appear at the outer layer of LDPE. Additionally, in Fig.5b, it exhibits the phenomenon of adhesive failure between fiber and matrix layer. Compared with Fig.5a, “the thick region” observed also illustrates the softening of the fiber surface and a better wetting behavior of matrix with increasing temperature, while most part of the original fibers are still retained which gives a maximum tensile performance of PE SPCs. However, higher temperature causes higher percentage of fibers to melt, as shown in the breaking morphology of Fig.5c-5d. It weakens the strength of the fiber itself. Then both the fiber and matrix fracture, which lead to a sudden and neat failure without prior visible damage. It also testifies that a better interfacial adhesion is obtained between matrix and reinforcement at higher temperatures.
Fig.5e-5f shows the peel fracture surfaces of samples made in 150 ℃ and 160 ℃. Many fibrils attaching to the fabric surface are found in Fig.5e while fiber bundle maintains the original structure. Nevertheless, from Fig.5f, the fabric surface has been badly damaged so that it is not easy to distinguish the single fibre bundle after peeling. Since they almost are melted to form a whole piece, it leads to further improvement of the interfacial adhesion strength. Such a strong bonding passes the T-peel test, thus it caused the situation shown in Fig.3 where the failure take place in the middle of the outer layer of LDPE early. However, both the strong and weak interfacial bonding strength decrease the tensile properties, which is due to the competition between the orientation loss of fiber and the strong interfacial cohesion.
4 Conclusion
In this study, the preparation of PE SPCs via the extrusion-calendering method was proved significantly. Die temperature has a great influence on tensile properties. Below 150 ℃, both tensile strength and modulus increased with die temperature increasing. It suggests that elevated temperature contribute to the interfacial bonding, which can effectively transfer the stress from matrix to fiber so that samples have the ability to withstand a high load. However, the high temperature also facilitated the relaxation and interdiffusion. The loss of fiber orientation can reduce the tensile performances. High temperatures also give a positive effect on the peel strength. The macroscopic and microscopic morphologies of PE SPCs confirmed the analysis.
[1] Matabola K P, De Vries A R, Moolman F S, et al. Single polymer composites: a review[J]. Journal of Materials Science, 2009,44(23): 6213-6222.
[2] Ryan M, Debes B, Stoyko F. Effect of reinforcement orientation on the mechanical properties of microfibrillar PP/PET and PET single-polymer composites[J]. Macromolecular Materials and Engineering, 2012,297(7):711-723.
[3] Capitai N J,Porter R S.The concept of one polymer composites modeled with high density polyethylene[J]. Journal of Materials Science, 1975,10(10):1671-1677.
[4] Hine P J, Olley R H, Ward I M. The use of interleaved films for optimising the production and properties of hot compacted, self-reinforced polymer composites[J]. Composites Science and Technology, 2008,68(6): 1413-1421.
[5] Jordan N D, Olley R H, Bassett D C, et al. The development of morphology during hot compaction of Tensylon high-modulus polyethylene tapes and woven cloths[J]. Polymer, 2002,43(12): 3397-3404.
[6] Hine P J, Unwin A P, Ward I M. The use of an interleaved film for optimising the properties of hot compacted polyethylene single polymer composites[J]. Polymer, 2011,52(13): 2891-2898.
[7] Ratner S, Weinberg A, Marom G. Morphology and mechanical properties of cross-linked PE/PE composite materials[J]. Polymer Composites, 2003,24(3):422-477.
[8] Jordan N D, Bassett D C, Olley R H, et al. The hot compaction behaviour of woven oriented polypropylene fibres and tapes. II. Morphology of cloths before and after compaction[J]. Polymer, 2003,44(4): 1133-1143.
[9] Barkoula N M, Peijs T, Schimanski T, et al. Processing of single polymer composites using the concept of constrained fibers[J]. Polymer Composites, 2005,26(1):114-120.
[10] Wang J,Chen J,Dai P,et al. Properties of polypropylene single-polymer composites produced by the undercooling melt film stacking method[J]. Composites Science and Technology, 2015,107(11):82-88.
[11] Gong Y, Liu A, Yang G. Polyamide single polymer composites prepared via in situ anionic polymerization of ε-caprolactam[J]. Composites Part A: Applied Science and Manufacturing, 2010,41(8):1006-1011.
[12] Alcock B,Cabrera N O, Barkoula N M,et al. Interfacial properties of highly oriented coextruded polypropylene tapes for the creation of recyclable all-polypropylene composites[J]. Journal of Applied Polymer Science, 2007,104(1):118-129.
 Journal of Beijing Institute of Technology2018年1期
Journal of Beijing Institute of Technology2018年1期
- Journal of Beijing Institute of Technology的其它文章
- Recommending Personalized POIs from Location Based Social Network
- Parameters Sensitivity Analysis and Correction for Concrete Damage Plastic Model
- Dielectric Properties and Microwave Heating of Molybdenite Concentrate at 2.45 GHz Frequency
- Layer-Constrained Triangulated Irregular Network Algorithm Based on Ground Penetrating Radar Data and Its Application
- Online Observability-Constrained Motion Suggestion via Efficient Motion Primitive-Based Observability Analysis
- Particle Filter Object Tracking Algorithm Based on Sparse Representation and Nonlinear Resampling