
船用钢焊接工艺评定试验研究
2018-04-16 08:35:10朱达新
装备机械 2018年1期
□ 朱达新
1江苏省江阴中等专业学校 江苏江阴 214400
2北京理工大学 机械与车辆学院 北京 100081
船用钢是船舶结构类常用钢中的高等级材料。随着船舶吨位的增大及船体结构性能要求的提高,这一等级的钢材用量越来越多,主要适用部位包括强力甲板、集装箱座子、船用起重机筒身及基座等,特点为厚度大、承受应力高。可见,有必要对船用钢焊接工艺评定试验进行分析研究。
1 焊接工艺评定试验要求
EH36、EH32船用钢相比其它种类的高强钢,如AH36、DH36等,具有更好的冷却加工性能和可焊性,采用常用的焊接方法均可以进行焊接施工,X光探伤、冷弯、拉伸、硬度等均能满足规范要求。除非出现环境气温过低(低于0℃)及厚度过大(大于30 mm),否则不必采取特殊措施。另一方面,目前,一些船厂在对船用钢进行焊接工艺评定时出现不合格现象,而且问题比较集中,即低温冲击功偏小。夏比V形缺口冲击试验要求见表1[1-2]。
如果产品在加工中出现低温冲击功偏小现象,那么危害较大,直接后果是板材由于较厚且刚性很大,在施工过程中可能发生焊缝开裂现象。此外,船用钢往往用于承受高应力部位,在环境气温过低、部分承受交变动载荷时,容易发生疲劳裂纹、脆性断裂等现象。

表1 夏比V形缺口冲击试验要求
对船用钢进行焊接工艺评定,有助于研究得到合理的焊接方法、材料、工艺参数等,确保部件的焊接质量,尤其是冲击试验满足要求。另一方面,可以获得船级社认可,能够进行合法施焊[3-4]。
2 焊接工艺评定试验研究
根据规范要求及表1数值,用于焊接船用EH36钢的焊接材料只要符合3Y级,均可选用。常用的焊接方法有手工焊(SMAW)、埋弧焊(SAW)、药芯焊丝二氧化碳保护焊(FCAW)等,均有相匹配的焊接材料。
2.1 试验参数
船用钢焊接工艺评定试验参数见表2。
2.2 力学试验
力学试验包括抗拉强度试验、弯曲试验、硬度试验、夏比冲击试验等,其中难度最大的是夏比冲击试验。夏比V形缺口冲击试验结果见表3,表中WELD为焊接区域焊缝,FL为熔合线,HAZ为热影响区。
2.3 试验结果
本次船用钢焊接工艺评定试验结果见表4。
3 结果分析
本次船用钢焊接工艺评定试验是同一等级钢材焊接试验中涉及焊接方法、焊接位置、焊接材料等规模较大的一次试验,试验中采用了不同厂家的焊材,因此,也是对生产中主要使用焊材的一次大检阅,试验结果值得进一步探讨和分析[5]。
3.1 不合格主要原因
本次船用钢焊接工艺评定试验中,不合格项很明显,原因是焊缝低温冲击功值偏小。低温冲击功表征焊接接头的冲击韧性,影响焊接接头冲击韧性的因素除熔敷金属的化学成分外,还有线能量、层间温度等。因此有必要围绕这两个方面对焊接方法和焊接材料进行分析。
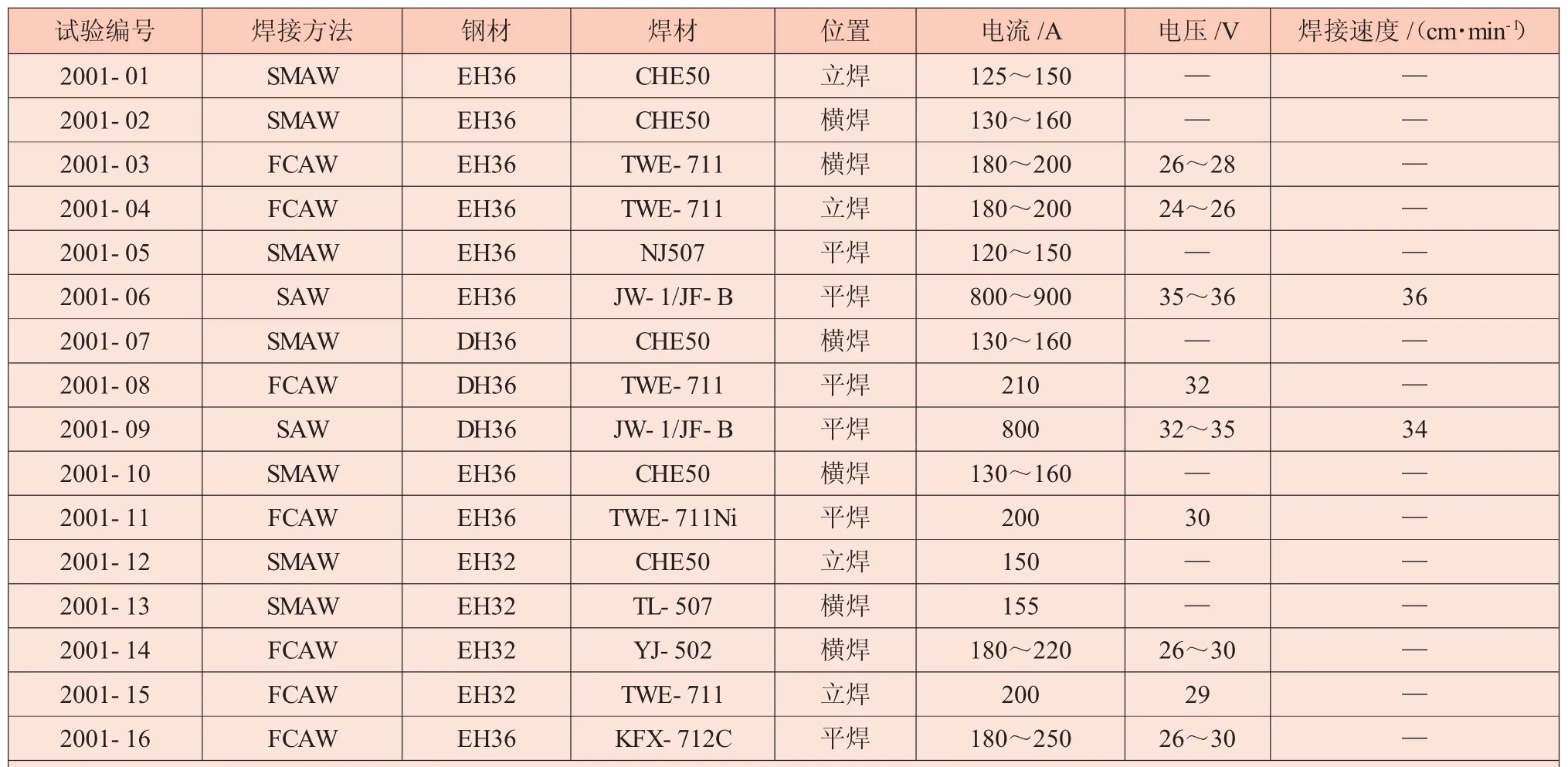
表2 船用钢焊接工艺评定试验参数

表3 夏比V形缺口冲击试验结果

表4 船用钢焊接工艺评定试验结果
3.2 手工焊J507焊材
从试验结果看,J507焊材的低温冲击韧性最稳定和可靠,参与试验的三个牌号J507焊材均满足标准要求,且有较大的富余量。特别是CHE50焊材,还进行了-40℃的低温试验,冲击韧性仍然很稳定,这一焊材已超过了自身的认可标准3Y级,达到了4Y级,可以焊接FH36钢板。通过各种途径的试验及应用表明,CHE50焊材的工艺性和力学性兼佳,是低氢类焊材中较好的产品。
从目前了解的产品工艺信息看,虽然手工焊的效率很低,但在大厚度、高应力钢结构的焊接上仍有一定优势,即抗裂性好。有些厂家为了防止焊缝开裂和提高效率,采用手工焊和二氧化碳或埋弧焊组合焊接。基于以上分析,笔者认为大厚度合金钢结构件中的重点焊缝应慎重选择焊接方法,在各种工艺因素不易控制的情况下,可以采用手工焊防止产生裂纹[6]。
3.3 药芯焊丝二氧化碳保护焊
目前国内船企大多使用日本、美国、韩国或我国台湾地区企业的焊材产品,国产焊材仅作为辅助。目前在使用的TWE-711焊材是市场上的主流产品,各船厂所用的焊材与TWE-711焊材性能和工艺性相当。此类焊材原来均向船检申报为2Y级,最高只可用于DH36钢级别,但现在外资企业产品及部分国产焊材均申报为3Y级,即理论上满足EH36钢的焊接要求,可在试验时却出现了不合格。
TWE-711、TWE-711Ni、YJ-502 焊材的药芯类型均为氧化钛型,属酸性渣焊材。酸性渣焊材焊接而成的焊缝,其金属含氧量、扩散氢含量相对于碱性渣而言较高,低温冲击韧性相对较弱,抗裂性较差。TWE-711Ni焊材试图通过加入微量镍元素来改善低温冲击韧性,但由于是酸性渣,电弧气氛具有氧化性,合金元素镍很难向金属熔池中过渡,所以本次试验结果仍为不合格[7]。
氧化钛型药芯焊材的冲击韧性可以达到3Y级,但在焊接工艺控制不当时,就有可能引起试验失败,在产品上表现为焊缝开裂,这一点已得到焊材行业人员的认同。根据历次试验经验,后续在大型钢结构件加工中加工厚度为80 mm的DH36钢,确认层间温度和线能量的控制相当重要,这两个参数控制得好,TWE-711焊材焊缝可获得较强的低温冲击韧性[8]。
KFX-712C是目前接触到的另一类焊材,同类焊材还有林肯公司的E712C,尽管其标准号仍为E71T-1,但根据试验,此类焊材的药芯为钛钙型,属于弱碱性渣焊材,并在药芯中加入钛等微量元素,起到细化焊缝晶粒、改善低温冲击韧性的作用。同时,由于焊渣为碱性,减小了焊缝金属中的含氧量和扩散氢含量,进一步提高了焊缝的韧性。通过工艺评定,进一步证实这一焊材具有较强的低温冲击韧性。
需要强调的是,由于氧化钛类药芯焊材具有优良的工艺性能,目前船厂大多使用这类焊材。另一方面,KFX-712C焊材的脱渣性、发烟量、送材、吸潮率、电弧稳定性等指标均不如TWE-711焊材[9]。
3.4 埋弧焊
本次试验共焊接两块埋弧焊试板,其中一块虽然合格,但焊缝低温冲击韧性仍较弱。另一块由于对层温未加控制,出现了不合格。
近年来,笔者一直在寻找一种用于高强钢焊材,能够焊接所有的合金钢,并应用了新型焊材——JF-B烧结焊材。通过应用,对烧结焊材与熔炼焊材进行对比。
(1)烧结焊材属低温烧结成形,有利于在焊材中添加各种合金元素,以便向焊缝过渡。
(2)烧结焊材属于碱性焊材,具有还原性气氛,合金元素烧损较少,便于向焊缝过渡,改善焊缝的性能。
(3)烧结焊材焊接接头的力学性能比熔炼焊材好。
(4)烧结焊材许用电流大,可以超过1 000 A,焊接过程中消耗少,可降低成本。
目前,大部分船厂及桥梁钢结构的合金钢都已应用烧结焊材施焊。
本次试验烧结焊材不合格的可能原因分析如下。
(1)烧结焊材过于强调焊材的工艺性,对力学性能关注不够,焊材的碱度值偏低。而另一方面,若升高碱度,则对工艺性有不利影响。
(2)焊材在制造过程中,工艺控制不当。
(3)试板焊接时,对线能量和层温控制不严格[10]。
尽管本次试验出现了不合格,但埋弧焊总体计划不变,并执行如下工艺:①A、B、D级船用钢采用H08A焊材与431焊材组合;②所有船用高强钢及16 Mn、普通强度的E级船用钢均采用H10Mn2焊材与JF-B焊材组合。
以上工艺配置较为简单,通用性强,施工部门易于执行和控制。目前,已实行以上方案。今后要做的工作是,结合产品选择性能更佳的烧结焊材,以确保试验的顺利进行,保证产品的施工质量[11-12]。
4 总结
船用EH36钢的药芯焊丝二氧化碳保护焊认可试验报告已被钢结构和修船部门引用。船用EH32钢的工艺评定已被中远某轮采用。船用DH36钢的手工焊和药芯焊丝二氧化碳保护焊获法国船级社认可,手工焊被认可用于船用EH36钢,并较好地实施于某轮的船用起重机修理中。
船用钢的工艺评定认可,极大地方便了修造船业务承接,按照德国船级社规范,只要船用EH36钢焊接得到认可,所有低于此级别的钢材焊接均被认可,即至少 DH36、AH36、DH32、EH32、DH32、AH32钢焊接已被认可。
本次船用钢焊接工艺评定试验,焊接材料总体质量良好,尤其是主要产品J507焊材质量稳定。氧化钛型药芯焊材TWE-711可以用于EH36钢焊接,但必须控制好焊接工艺,尤其是对焊接线能量和层温要严格控制。烧结焊材是高强钢埋弧焊的应用方向,在后续工作中将继续开展选型、认可工作。KFX-712C焊材具有较好的力学性能,但工艺性能不及TWE-711焊材,暂时仅可在特殊构件上应用。本次评定试验中,药芯焊丝二氧化碳保护焊均为陶瓷衬垫单面焊,便于修造船工程的实际应用。
[1] 赵洁,徐得志,涂永彬.高强度船体结构用钢EH36超厚板焊接工艺研究[J].船海工程,2014,43(3):44-47.
[2]梁国俐.EH36船板钢埋弧焊接头的组织和力学性能[J].机械工程材料,2016,40(1):28-31.
[3] 许志祥,边东成,孟云芳,等.EH36级船用高强度钢双丝气电立焊工艺研究[J].热加工工艺,2013,42(5):216-218.
[4]梁国俐.垂直气电立焊EH36船板钢接头力学性能分析[J].热加工工艺,2016,45(1):215-216.
[5] 武会宾,梁国俐,唐荻.大热输入焊接EH36船板钢接头力学性能[J].焊接学报,2012,33(2):57-60.
[6] 潘鑫,李小宝,张宇,等.低成本高焊接性能船板钢EH36的开发[J].钢铁研究学报,2014,26(7):61-69.
[7] 李文晓,郭慧英,陈刚,等.大线能量焊接EH36船板钢FCB焊接接头组织与性能[J].电焊机,2017,47(8):1-8.
[8] 易耀勇,王凯,江泽新,等.大线能量焊接用EH36钢的FCB焊接接头组织与性能[J].焊接技术,2016(5):99-103.
[9] 马金军,王超,吴磊磊,等.EH36船板钢大热输入焊接接头粗晶区组织及性能分析[J].金属加工(热加工),2016(6):27-29.
[10]朱秋东,孙敏锋.钻井平台悬臂梁用高强钢焊接工艺研究[J].江苏船舶,2017,34(2):34-36.
[11]万里,赵延强,何晓龙,等.基于SYSWELD的轨道车辆大型结构件焊接变形数值模拟[J].机械制造,2017,55(9):69-72.
[12]朱达新,闵丽.57 000 DWT改装船轴系校中负荷试验及勘测分析[J].装备机械,2017(1):57-59.
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
节能与环保(2022年3期)2022-04-26 14:32:36
粉末冶金技术(2021年3期)2021-07-28 06:26:46
中国特种设备安全(2019年2期)2019-04-22 03:13:50
焊接(2016年10期)2016-02-27 13:05:29
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年7期)2015-07-18 10:59:16
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
