T/R组件连接器高频感应焊接工艺研究
2018-04-13 03:47曹向荣
数字通信世界 2018年2期
赵 涌,曹向荣,周 义,沈 玮
(上海航天电子通讯设备研究所,上海 201100)
1 引言
T/R组件是有源相控阵雷达天线的核心部件。在雷达系统中,每一个天线单元都有一个T/R组件,一部雷达内有数千甚至上万个T/R组件,因此小型化、轻量化和高度集成化是当前T/R组件的发展方向。目前很多T/R组件都有体积小,焊缝尺寸微小,电路结构复杂,工作环境恶劣等特点,因此对很多T/R组件的焊接质量都提出了非常苛刻的要求,尤其是焊缝的气密性。T/R组件接插件尺寸很小,焊接难度很大,而接插件的焊接质量直接影响了T/R组件的气密性和导电性,因此提高T/R组件接插件的焊接质量显得尤为重要。
高频感应焊接是利用高频电流特有的集肤效应和邻近效应,通过工件外部感应线圈的耦合作用,在工件内产生感应电流,焊接表面温度很快上升,使焊料融化达到焊接目的的一种焊接方法。T/R组件的接插件一般位于T/R壳体的侧边,焊接时需要采用局部加热的方法,因此采用非接触式的高频感应焊来焊接。
2 T/R组件接插件焊接工艺难点
2.1 T/R组件壳体结构分析
T/R组件接插件尺寸较小,与T/R壳体间距小,焊缝较长,气密性要求高,漏率小于5×10-9Pa·m3/s,接插件上的芯线直径为0.3mm,两端的芯线与焊缝中心距离仅为1.2mm,焊接时焊料很容易爬行到芯线处造成芯线与壳体之间的短路,整个焊接过程需要在显微镜下进行,焊接难度较大,对操作人员技术要求很高。
2.2 T/R组件接插件焊接难点
目前T/R组件接插件采用高频感应焊接工艺还存在以下技术难点:
(1)焊料容易溢出。接插件和T/R壳体表面有镀金层,焊料在进入焊缝时会在壳体和接插件表面镀金层上爬行,一段时间后焊料就可能溢出,溢出的焊料会对插针和T/R壳体表面造成污染,当焊料过多时还可能造成芯线与壳体之间短路,焊缝的气密一致性也很难保证。
(2)焊缝宽度无法量化控制。由于焊缝尺寸很小,在显微镜下焊接时操作人员在供给焊料时难免会发生抖动,对操作人员的焊接技术要求很高,焊缝宽度的一致性很难保证。
(3)接插件芯线表面镀金层容易被氧化。高频感应焊时焊缝外周有一个感应线圈,因此在焊接的过程中保护气体很难送达,焊接时芯线的温度也较高,一段时间后接插件芯线表面镀金层容易被氧化发黑,影响芯线导电性。
(4)焊缝的气密性很难保证。由于焊料流入间隙的过程很难控制,接插件和T/R组件的间隙之间焊料分布一致性很难保证,就可能造成焊缝的气密一致性不好。
3 T/R组件接插件焊接工艺研究
3.1 焊缝宽度控制
本文通过设计焊料通道阻止焊料在镀金层表面自由爬行,使焊料按照预定的轨迹流动,从而控制焊缝宽度,提高焊缝质量,确保气密性。T/R壳体安装在基座上然后把阻焊膜工装插入T/R壳体侧边的槽中。如图1所示,沿着T/R壳体和阻焊膜工装的边缘涂覆阻焊膜,使阻焊膜沿着阻焊膜工装的边界粘接在T/R壳体上,然后拔出阻焊膜工装。阻焊膜工装上设计了台阶,安装时利用台阶和T/R壳体的凹槽来定位,然后在阻焊膜工装的外边缘涂覆阻焊膜,阻焊膜涂覆效果均匀,通过阻焊膜工装使阻焊膜按照预定的形状很好的涂覆在了T/R壳体上。芯线保护工装和阻焊膜之间形成了一个焊料通道,焊料通道底端的宽度约为0.3mm,加热时,焊料顺着焊料通道熔化而进入T/R壳体和接插件的缝隙中,焊料通道相当于一个固定宽度的模具,从而将焊缝的宽度控制在设计的范围。

图1 T/R连接器高频感应焊接工装
3.2 芯线防氧化
通过设计芯线保护工装隔绝焊缝位置传递过来的热量,防止芯线温度过高被氧化,同时用芯线保护工装阻止焊料往芯线侧爬行。芯线保护工装插在接插件上面的芯线上,芯线保护工装将芯线包在工装的内部,芯线保护工装的材料选择隔热性能较好的非金属材料,加热时工装会阻挡大部分焊缝处产生的热量,防止芯线被氧化;同时可以避免焊料爬行到芯线上,防止芯线与壳体之间发生短路,对芯线起到保护作用。
3.3 焊缝防氧化技术
通氮气保护可以使防止氧化,改善润湿性,使焊点变得光亮。设计了一个凹槽状的气体保护工装,通气后保护气体充满凹槽,焊缝和芯线至于凹槽中的保护气体中就不会被氧化。气体保护工装的保护气体出口设计的是双排气孔,防止高频感应线圈阻完全阻挡排气孔,工装设计成插拔式的,方便安装和拆卸。打开保护气体阀门,使保护气体通过基座内部的管路进入气体保护工装,然后通过保护气体出口进入焊接区域附近,使焊缝周围充满保护气体。然后将高频感应线圈移动到接插件上面,将高频钎焊机调到合适的功率,然后对接插件附近加热使焊料沿着焊料通道熔化进入T/R壳体和接插件的缝隙中。
3.4 焊接工艺流程
本文提出的T/R组件连接器高频感应焊接的工艺流程,首先完成T/R壳体的清洗和高频焊机的准备,然后通过T/R连接器高频感应焊接工装涂覆阻焊膜,并将芯线保护工装插入连接器的芯线上,打开气体保护阀门,开始在焊料通道内添加焊丝进行高频感应焊接,焊接完成后进行气密、短路检测,然后入库。
4 实验结果分析
通过图可以看出,工艺改进后的焊缝质量明显优于技术改进前的焊缝,改进前的焊料会在T/R壳体和接插件表面爬行,有些焊料已经爬到芯线上造成了芯线和壳体之间的短路,焊缝的宽度也不均匀,焊缝平均宽度在2mm以上;工艺技术改进后的焊缝宽度比较均匀,焊缝表面比较致密,未发现虚焊气孔等缺陷,焊缝平均宽度在1mm以内,检测了焊缝的气密性,工艺改进后的焊缝气密性超过1.0×10-9Pa·m3/s,达到了设计要求5×10-9Pa·m3/s,芯线表面也没有出现氧化发黑现象。
实验结果表明,阻焊膜和芯线保护工装有效的阻止了焊料在T/R壳体和接插件表面的自由爬行,确保了焊料很好的渗入接插件和T/R壳体之间的间隙,保证了焊缝的宽度和焊料渗入的均匀性,焊缝宽度得到了量化控制,焊缝气密性也得到了有效保证,提高了焊缝的质量和焊接效率。
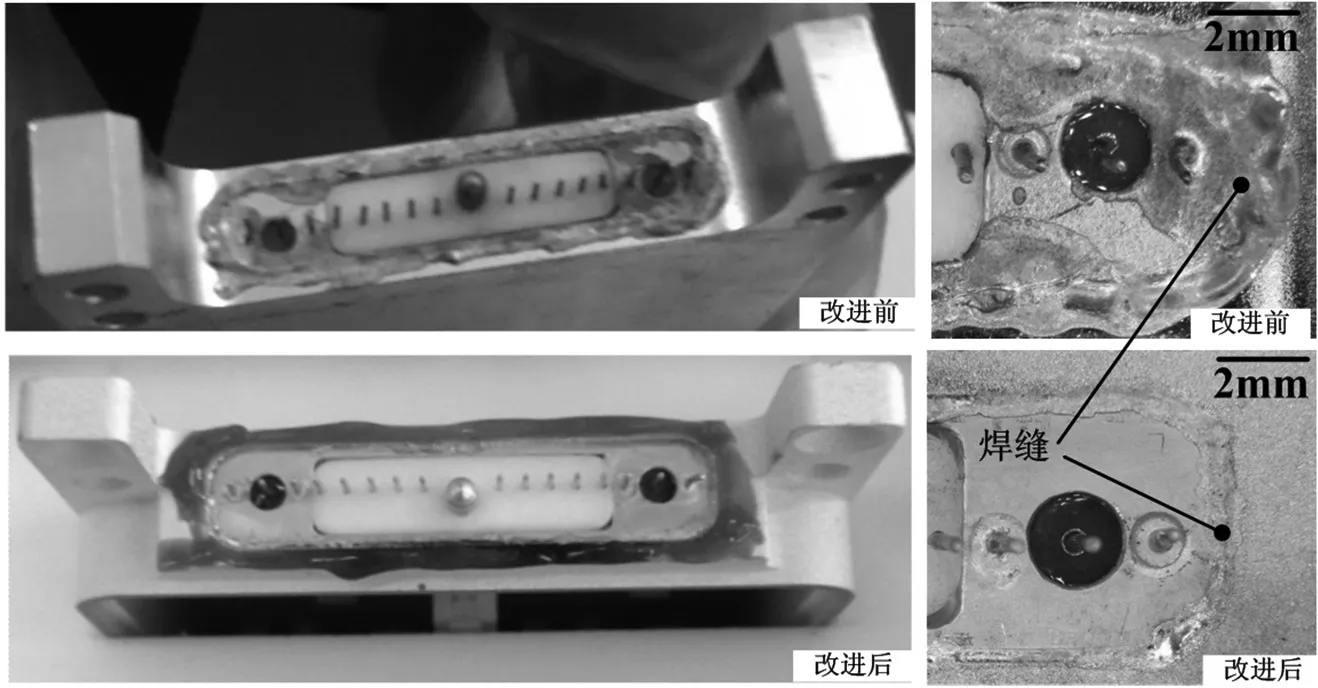
图2 改进前后焊缝对比
5 结束语
本文提出了一种新的控制T/R组件接插件焊缝质量的工艺,通过阻焊膜和工装构建焊料通道来控制焊料流动,设计高频感应焊专用工装和改进焊接工艺解决接插件焊接的技术难题,量化控制了焊缝宽度,焊缝气密性满足GJB548B中方法1014.2的要求,提高了焊接质量和焊接效率。T/R组件接插件焊接工装和工艺也可推广到类似组件接插件的焊接。
[1] 张光义,赵玉洁.相控阵雷达技术.北京:电子工业出版社,2007,10-11.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
汽车工程师(2021年12期)2022-01-17
科学与财富(2021年34期)2021-05-10
装备制造技术(2020年12期)2020-05-22
铁路通信信号工程技术(2020年3期)2020-04-04
数理化解题研究(2019年22期)2019-08-26
铁道通信信号(2018年6期)2018-08-29
科技风(2018年31期)2018-07-09
冶金与材料(2015年3期)2015-08-20
焊接(2015年5期)2015-07-18