剪板机自动码垛设备的设计与应用
2018-04-08 07:53:01
福建质量管理 2018年7期
(广西机电技师学院 广西 柳州 545005)
剪板车间采用原始的人工操作,工人劳动强度大,效率低,所剪板材码放效果不好,且容易划伤,影响产品的外观质量,不便于运输。在已有剪板设备的基础上,根据剪板剪切生产特点,专门为实现剪切自动化无人生产而研发的设备。帮助企业或者工厂解决人工接料、收料不整齐,接料不准时,板材容易划伤等工作难题。
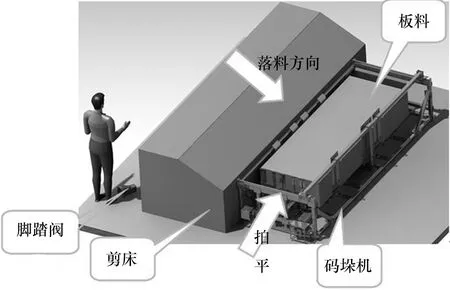
某公司的剪板机可以将厚度范围为0.5~3mm的冷态热轧钢板剪切成长度范围为20~900mm,宽度范围为700~2500mm的钢板。为了缩短产品下线的工序时间,加快生产线节奏,提高生产效率,需要对剪切成确定尺寸的钢板进行剪切即时堆码,形成板垛后打包至指定生产线。为此,剪板机需要配装一台自动码垛装置,使已剪钢板按照预先设定的垛重和张数堆垛。要求设备系统稳定,质量可靠,能降低操作工的劳动强度,使全线生产更加畅通,对提高产量及质量有可靠地保证。
一、功能及主要参数
此码垛机的长度方向跨距约为3m,宽度方向跨度约为2m,重量约为1t,包括了调整装置、活动挡板、框架、固定挡板等部分。需手动调节设备的限位板位置。如图所示调整装置。
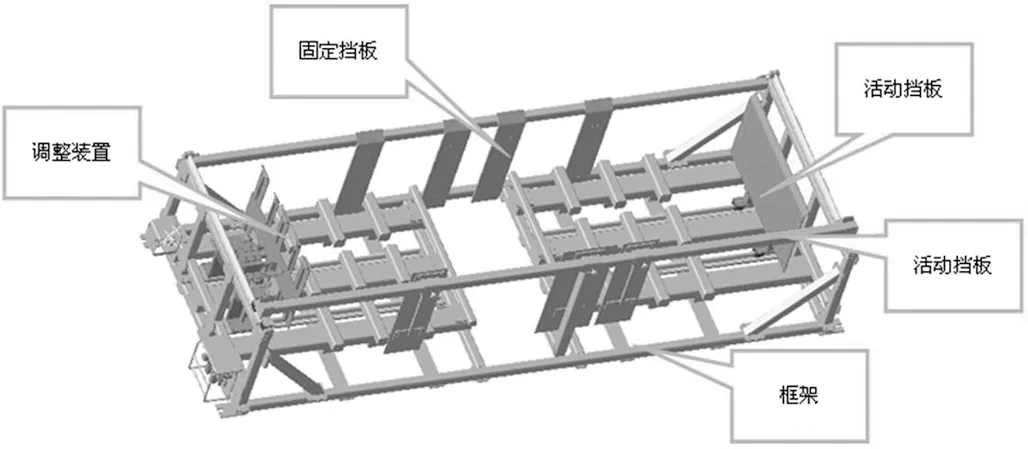
适应裁剪后钢板长度范围为:20~900mm;裁剪后钢板宽度范围为:700~2500mm;裁剪钢板厚度:0.5~3mm;最大码垛高度:400mm;料头长度范围:20~150mm;码垛频率:3~8s。
二、工作环境
使用电源AC 220V±10%,50Hz±5%,环境温度0°~40°C,相对湿度≤90%R.H,气压 0.5~0.65Mpa
三、设备组成
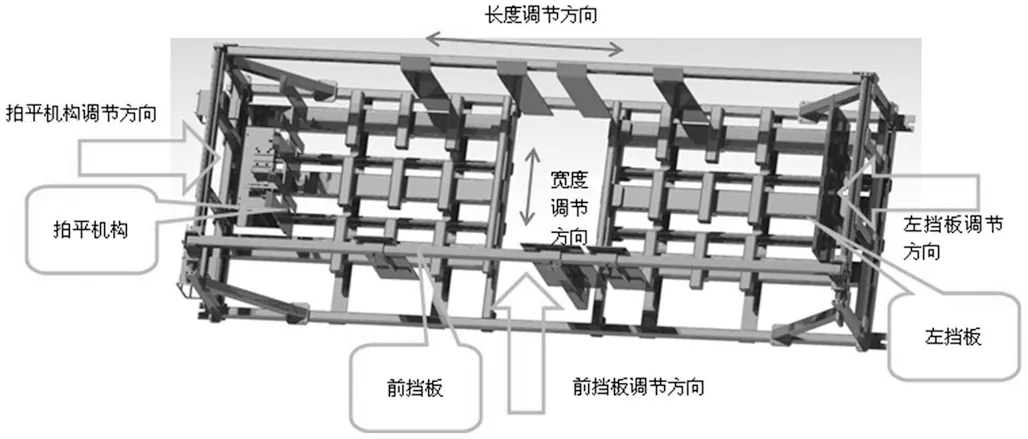
设备由一个基本框架、拍平机构、左挡板及前挡板等组成。针对裁剪不同尺寸的钢板,手动调节设备的拍平机构及左挡板和前挡板位置,依靠气动来实现机构进行工作。
四、基本操作
操作前准备
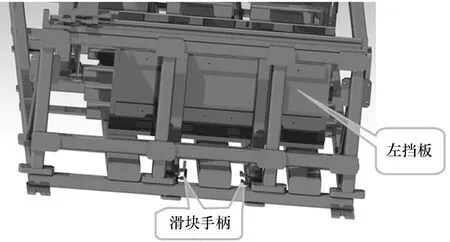
1.长度范围调节:松开拍平机构、左挡板下滑块手柄,根据所需板料长度前后推动拍平机构、左挡板后拧紧锁紧滑块手柄即可。
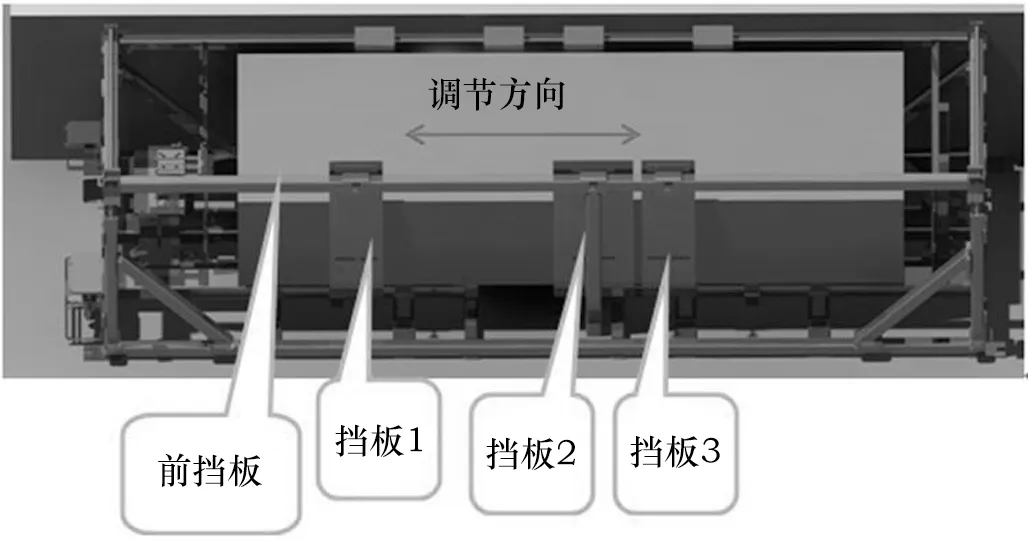
2.宽度范围调节:松开前挡板左右两侧滑块手柄,根据所需板料宽度前后推进前挡板后拧紧滑块手柄即可。
3.拍板移动速度调节:左右旋转气缸上单向节流控制拍板移动速度。
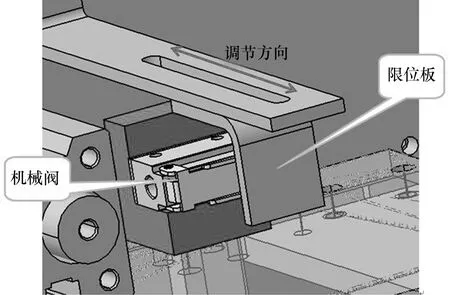
4.拍板伸出量调节:调节限位板与机械阀之间的距离。
5.防止板料飞出:根据板料来调节前挡板上挡板之间的距离可适应不同长度板料防止板料飞出。在进行操作前准备时要确认气源是否关闭,在气源关闭的情况下才可进行操作准备。
拍平操作:气源正常供气后,确认板料落入码垛机中后踩下脚踏阀气缸推动拍平板向前运动拍平零件后回到初始位置即完成拍平动作,拍平频率可由操作者根据实际情况人工控制。调节宽度范围时拍平机构与板料之间需预留出约100mm拍平距离。
五、结束语
根据公司现有设备以及工况分析设计的自动码垛设备在使用后,极大提高了剪板车间生产效率,不仅安全可控,而且优化了工作环境。
【参考文献】
[1]剪板机回程带料问题分析及设计要点[J].王成国,刘进,刘伟.锻压装备与制造技术.2012(01)
[2]机床床身结构优化设计方法[J].陈叶林,丁晓红,郭春星,郭媛美.机械设计.2010(08)
猜你喜欢
中学生数理化·自主招生(2023年3期)2023-03-17 02:35:02
机械研究与应用(2022年1期)2022-03-14 03:39:14
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
电站辅机(2021年4期)2021-03-29 01:16:52
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
电子制作(2019年20期)2019-12-04 03:51:36
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
科技传播(2011年4期)2011-04-13 06:50:04