
新型同轴度专用检测装置的设计与研究
2018-03-23 03:44:24程二九
西安文理学院学报(自然科学版) 2018年2期
程二九
(安徽机电职业技术学院 机械工程系,安徽 芜湖 241000)
阶梯轴类零件在机械制造业中有着广泛的应用,其同轴度误差的测量也是阶梯轴零件在生产中面临的问题,采用传统的测量方法测量,调整和操作步骤较多,测量的精度难以提高.采用精密仪器测量时,测量的成本就会提高,在测量时难以大量普及.本文针对某机械制造企业生产的有同轴度公差要求阶梯轴零件数量多,在测量同轴度误差时,测量速度不高,影响测量效率的情况,有针对性地设计出新型阶梯轴同轴度误差测量的专用检测装置,方便实用,可靠性好,可以极大地提高测量效率以及测量精度.
1 阶梯轴同轴度误差测量原理
通过对阶梯轴零件的结构(图1)的分析发现:其图中同轴度公差标注的含义为直径为Φ39 mm轴的轴线相对于左右两端直径为Φ25 mm轴的轴线所构成的公共基准轴线的同轴度公差为Φ0.05 mm.阶梯轴零件的同轴度误差测量原理如图2所示,将阶梯轴零件的两端作为公共基准放置在两个等高的V型铁,将装在支架上的两个相对指示表的测头调整在零件中间被测部分的铅垂轴截面内,使指示表与被测轴接触并调零,然后沿轴向移动,指示表读数差绝对值的最大值即为该截面内中间阶梯轴部分相对于两端部分的同轴度误差f同轴度=M1-M2,转动被测零件,按照上述方法测量若干个截面,取各截面测得读数差中的最大值(绝对值),并将其作为该零件的同轴度误差[1].
按照图2所示:两个指示表在安装调整过程中的程序比较繁琐,同时两个指示表的测量头在轴上沿轴向移动时容易滑动,定位不准,从而影响测量结果的精度,设计新型的阶梯轴同轴度误差专用检测装置的目的也是为了简化指示表安装与调整的过程,并且使指示表测量头在测量过程中定位准确,在测量过程中,使指示表移动平稳灵活,从而提高测量结果的精度和测量效率.此检测装置由底座、支撑座、滑杆、滑块、滑套、夹紧梁、连接柱、夹表柱、V型块等结构构成.
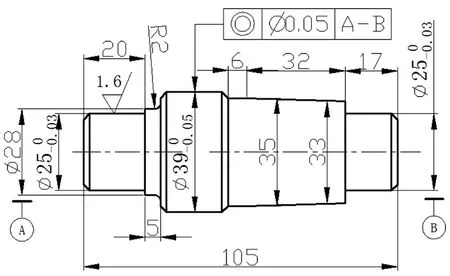
图1 被测零件
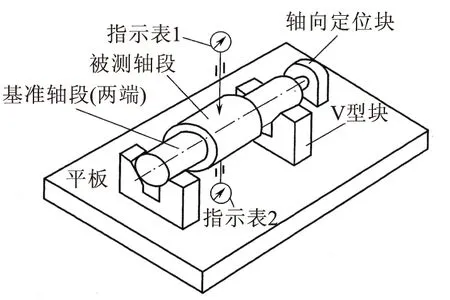
图2 阶梯轴同轴度误差的测量
2 同轴度检测装置关键零件的设计
2.1 滑块结构的设计
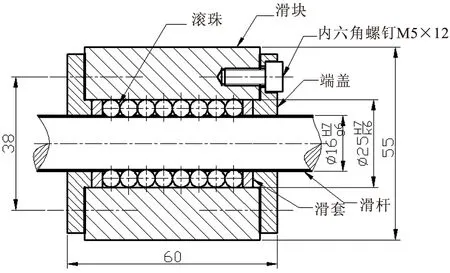
图3 滑块结构图
滑块结构是同轴度检测装置很重要的结构,此结构上安装支撑柱,并通过连接柱和夹表柱固定杠杆百分表.滑块通过滑套和钢球与滑杆接触配合,由于滑杆和滑块之间是通过钢球接触的,从而能够形成点接触,通过滑杆上深度为0.5 mm且半径为2.5 mm的圆弧形凹槽,钢球可以沿着圆弧形凹槽在滑杆上滚动,可以保证滑块在移动过程中平稳灵活,作直线位移,从而能够保证杠杆百分表的测头沿圆柱形零件移动时的准确性,确保测量结果的准确度.从图3中可以清楚观察到滑块的结构图,此滑块结构由零件滑杆、滑块、滑套、端盖以及钢球等零件组成.滑块的宽度为108 mm,高度为55 mm,长度为50 mm.为了保证端盖能够在滑杆上移动,两者之间的配合为间隙配合,配合代号为Φ16H7/g6;端盖和滑块之间的配合为过渡配合,配合代号为Φ16H7/k6可以使端盖和滑块之间的配合更加紧密.
同时,利用4个尺寸为M5×12内圆六角螺钉将端盖固定在滑块上,端盖和滑套接触,将滑套固定在滑杆和滑块之间,而钢球安装在滑套的滑槽中,最终将钢球固定在滑杆和滑块之间,滑块的结构如图3所示,按照设计的滑块结构零件图,在三维软件Proe中绘制出滑块结构各零件的三维图形.
2.2 支撑柱的设计
支撑柱是通过利用尺寸为M8的螺纹固定在滑块上,其总体长度为118 mm.螺纹M8的长度为10 mm.支撑柱上尺寸为Φ10g5轴的结构与横梁上Φ10H6孔连接在一起,其配合代号为Φ10H6/g5,Φ10g5轴的长度为90 mm,并利用M6滚花螺钉将横梁固定在支撑住上,松开滚花螺钉,横梁可以沿支撑柱上下移动,从而可以调整杠杆百分表测头与被测零件的接触位置.支撑柱Φ16轴段的长度为16 mm,在此轴的中间开有尺寸为6 mm×6 mm的通孔,此通孔的作用是方便将支撑柱安装在滑块上,其左右两端面相对于Φ10g5轴的轴线的垂直度公差为0.004 mm,由于左端面要与滑块的上表面接触,因此要求左端面的表面粗糙度Ra为0.4 μm.支撑柱的材料选择使用GCr15高碳铬轴承钢[2],为了提高支撑柱的支撑强度和耐磨性,要求支撑柱在制造过程中要进行淬火处理,使淬火后的洛氏硬度达到HRC40-42.通过对支撑柱的表面进行发黑处理,可以提高支撑柱防腐蚀的能力,支撑柱零件的结构以及技术要求如图4所示.
2.3 横梁的设计
横梁主要作用是通过Φ10H6的孔与支撑柱Φ10g5的轴进行连接,使用M6滚花螺钉将横梁固定在支撑柱上,且Φ10H6孔的表面粗糙度Ra值为0.8 μm.Φ10H7的孔与连接柱Φ10f6的轴配合,其配合代号为Φ10H7/f6,此配合能保证连接柱绕Φ10H7孔的轴线转动,并通过M6滚花螺钉将连接柱固定在横梁上.横梁的材料选择使用的是HT300灰铸铁,在制造过程中对横梁要进行人工时效处理,横梁的未注圆角为R2-R5,横梁零件的结构与技术要求如图5所示.
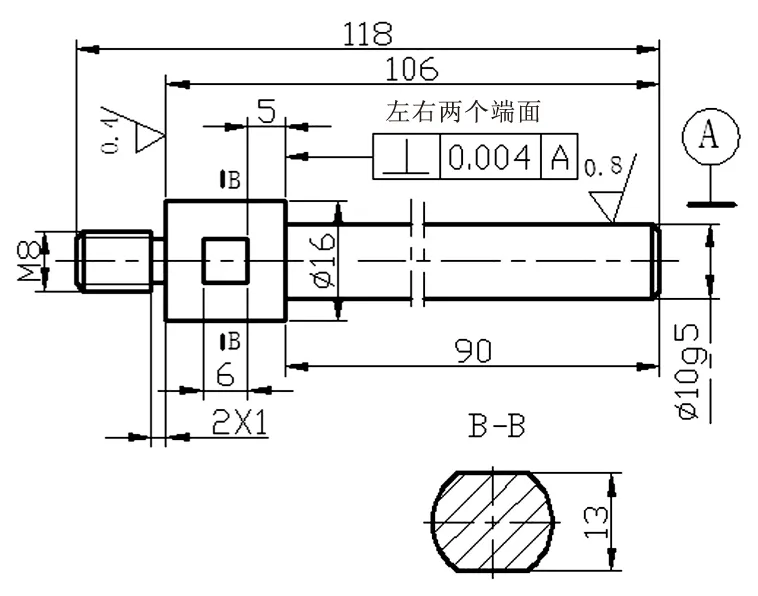
图4 支撑柱零件图
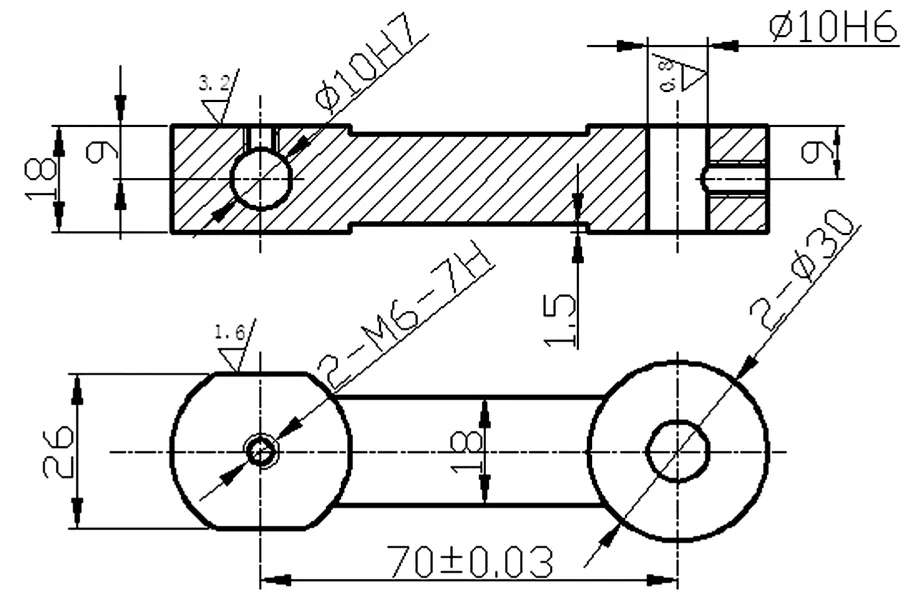
图5 横梁零件图
3 同轴度检测装置的装配与使用
同轴度检测装置的零件设计完成后,在Proe软件中完成零件三维图形的绘制与检测装置的装配[3-5],装配完成后的同轴度检测装置如图6所示.从图6中能够观察到检测装置清晰的结构特征与组成零件.V型块2通过M6×20内六角螺钉安装在底座1上,V型块2的作用主要用于支撑零件并模拟左右两端直径为Φ25 mm轴的轴线.支撑座3通过M5×20内六角螺钉安装在底座1上,支撑座3上安装滑杆5,并通过M5的滚花螺钉将滑杆固定在支撑座3上.滑块8安装在滑杆5上,在滑块8与滑杆5之间安装滑套,在滑套的凹槽与滑杆的凹槽之间安装直径Φ5 mm的钢球,滑套与端盖5接触,端盖5通过M5×12内六角螺钉7安装在滑块8上,从而最终将滑套与钢球固定在滑块8与滑杆5之间,使滑块8与滑杆5之间形成点接触,保证滑块8移动的平稳性与灵活性.支撑柱10通过M8的螺纹安装在滑块的螺纹孔上,支撑柱10上安装横梁11,并通过M6的滚花螺钉9将横梁11固定在支撑柱10上,横梁11的前端安装连接柱12,并通过M6滚花螺钉固定连接柱,连接柱12中安装夹表柱13,并通过M6滚花螺钉固定夹表柱13.夹表柱13前端Φ12H7的孔与开口的Φ12n6夹表套装配在一起,杠杆百分表14安装在夹表套的孔中,通过M6滚花螺钉将杠杆百分表14安装在夹表柱上.
同轴度检测装置在测量时如图7所示,将零件16安装在两个等高的V型块15上,通过调整横梁11、连接柱12、夹表柱13将杠杆百分表14的测头调整在零件中间被测部分的铅垂轴截面内,使杠杆百分表14的测头与被测轴接触并调零,然后推动滑块8使杠杆百分表14的测头沿被测零件16的轴向移动,记下两个杠杆百分表的读数,两个杠杆百分表的读数差绝对值的最大值即为该截面内中间阶梯轴的同轴度误差.按此方法,测量若干个截面,取其中的最大值作为最终的同轴度误差.
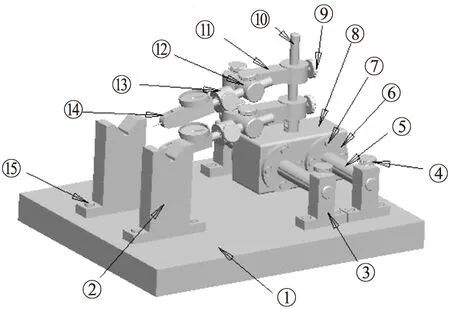
图6 同轴度检测装置装配图
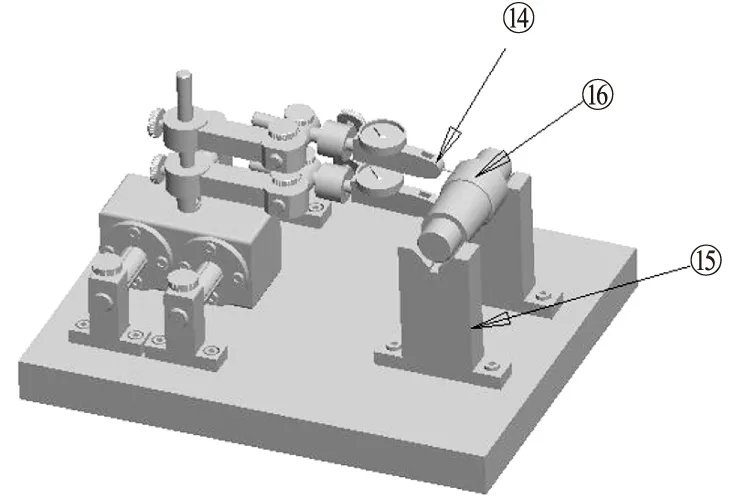
图7 同轴度检测装置测量示意图
4 结语
新型同轴度检测装置经过大量的测量验证,证明检测装置满足了同轴度误差测量的需要,其测量重复性GR&R≤10%[6].设计的同轴度误差检测装置结构紧凑,设计原理正确,且能快速准确地测出阶梯轴同轴度误差,大大提高了检测精度和检测速度,满足了同轴度误差测量需要,并在企业中进行应用验证.对同类批量零件同轴度误差的测量,该检测装置简单实用,对同类零件检测装置的设计,具有一定借鉴意义.另外,此种检测装置的结构样式还可拓展到其他形状或位置误差的检测.目前此项检测装置技术已经某机械制造企业推广使用,并申请了国家实用新型专利(专利号2017204410288),产生了较大的经济效益.
[1] 徐茂公.公差配合与测量技术[M].北京:机械工业出版社,2008:1.
[2] 袁小江.发动机缸盖进排气门深度尺寸测量检具设计[J].现代制造工程,2014(2):107-108.
[3] 龚青山,张华,王宸,等.前悬置横梁焊接工艺分析及总成检具设计[J].工具技术,2017(4):59-62.
[4] 何满才.三维造型设计——Pro/ENGINEER Wildfire 中文版实例详解[M].北京:人民邮电出版社,2005:1.
[5] 于志新,邢栋,邓有为,等.基于MSC.Patran的汽车前门检具设计[J].工具技术,2016(3):95-97.
[6] 费业泰.误差理论与数据处理[M].北京:机械工业出版社,2010:6.
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
家庭影院技术(2021年3期)2021-05-21 02:15:12
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
壹读(2020年1期)2020-12-08 17:04:34
冶金设备(2019年6期)2019-12-25 03:08:46
汽车与新动力(2019年4期)2019-09-18 01:43:22
制造技术与机床(2018年8期)2018-10-09 08:27:28
电子测试(2018年1期)2018-04-18 11:53:30
质量技术监督研究(2015年5期)2015-02-10 06:01:00
时代农机(2014年11期)2014-09-23 03:48:22
