
交流电机转子铜端环与导条整体感应钎焊加热器研制
2018-03-19 09:19
电焊机 2018年1期
(中车株洲电机有限公司,湖南株洲412000)
0 前言
通常采用整体感应钎焊焊接大型交流电机转子铜端环与导条,通过感应加热器获得整体感应钎焊加热,转子端环导条与感应加热器的装配形式如图1所示。导条搁置在端环槽内,形成T型接头,感应加热器与供电设备连接后,将端环对称地放置在感应加热器上表面,接通电源后,电流通过感应加热器铜管形成感应磁场,使得端环产生涡流发热来加热端环和导条接头,实现焊接。该工艺显著降低了电机制造成本,同时保证了焊接质量。
为充分利用电源能量,必须根据工件大小来设计感应加热器的尺寸,尽量使感应加热器加热部分位于端环中间位置,并且具有大功率的快速加热能力,使得焊接过程在较短时间内完成。因此,感应加热器的成功研制是保证端环焊接质量的重要环节。
1 感应加热器组成和设计原则
感应器加热器由连接感应电源的连接架、感应加热线圈(空心铜管)、绝缘板、底板、绝缘环、硅钢片、绝缘隔板、水管接头等组成,通过感应器对电机的端环进行感应加热,感应线圈是由空心铜管绕制而成的螺旋结构,匝与匝之间用绝缘材料隔开,将0.2 mm厚的硅钢片相嵌在铜管两边,具体结构如图2所示,保证了对工件焊接位置进行均匀加热。

图1 转子端环导条与感应加热器的装配形式
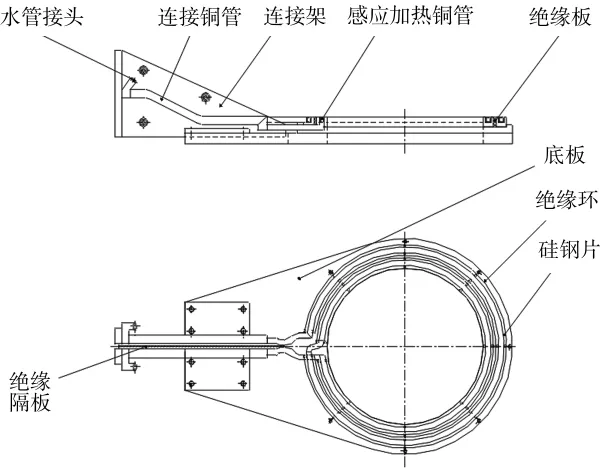
图2 感应加热器
感应加热器设计原则首先是考虑钎焊组件的尺寸和外形,其次是加热效率,使工件在尽量短的时间内完成加热,实现金属变色和氧化程度最轻的加热时间。为了得到最高加热速度,将感应器设计成能通过最大电流,同时还应考虑热分布、工件装卸特点和感应器匝与匝之间或感应器与工件之间的高压跳火问题,使感应器与工件之间尽量达到最紧耦合。实际上,感应器设计可变程度很大,在适用于感应钎焊的频率范围内均可。感应加热器由电导率高的铜材制成,管壁导电,管内腔通冷却水,其尺寸必须足够大以使它能与输入的电流相适应,并能够通过足量的冷却水,一般设计壁厚约2 mm,为增加导磁性,在铜管的两边增加了0.2mm厚的硅钢片。
2 感应加热器效果评估
2.1 外观检查
外观检查主要是检查焊接接头加工面的焊缝质量,包括裂纹、气孔、夹渣、表面成形及母材熔蚀情况。转子端环焊接完成后,加工端环外端面,经加工的钎焊焊缝可以目测观察焊缝质量,用5倍放大镜进行检查。采用该钎焊工艺,所得焊接接头质量完全达到结构设计要求,未发现裂纹、气孔、夹渣等焊接缺陷。焊缝表面成形光滑,焊角尺寸符合设计要求。
2.2 渗透检查
渗透检查主要是检查焊接接头非加工面的焊缝质量,包括裂纹、气孔、夹渣及母材熔蚀情况。转子端环焊接完成后,端环与导条的圆角面不进行加工,只有通过渗透检查来判断焊缝质量的好坏,在规定时间内,显影液白色的表面未见红色的显影液透出,未发现焊接缺陷。
2.3 微电阻测量
微电阻测量是端环焊接完成后,检测焊接接头内在质量的重要手段。通过导条与端环接头之间的微电阻检测来检验内在焊接质量的好坏。转子焊接完成后,测量7台电机转子导条的微电阻,每台多根导条的微电阻测量数据如表1所示。通过对所有焊接接头的微电阻逐条测量检查,可以看出钎焊接头的导电性能与母材是接近的,满足设计的使用要求。
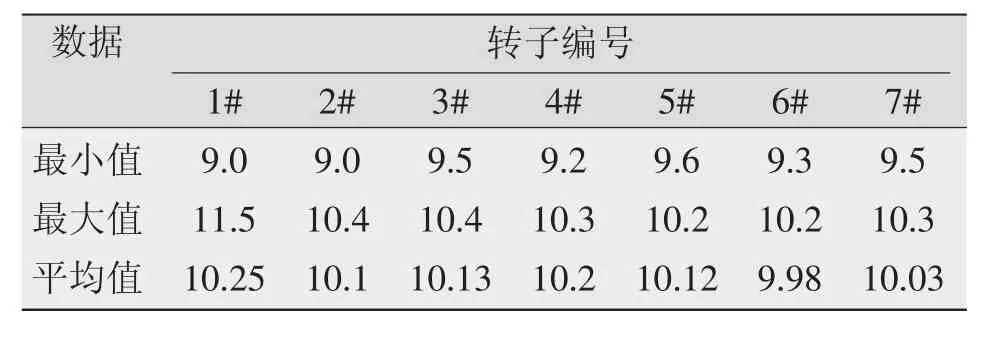
表1 交流电机端环焊接电阻测量数据 μ Ω
3 结论
从转子端环导条焊接感应加热器的设计原则、感应加热器的组成、感应加热器与端环的装配形式、感应加热器应用效果评估等方面着手,研制了一种可靠的感应加热器,解决了交流电机转子铜端环导条焊接整体感应加热问题,并通过工作试件的验证形式,检验感应加热器的研制效果,保证电机转子端环与导条焊接质量。该感应加热器已投入电机转子端环与导条的批量焊接生产。
[1] 方洪渊.简明钎焊工手册(第1版)[M].北京:机械工业出版社,2001.
[2] 美国金属学会.金属手册第六卷(第九版)[M].北京:机械工业出版社,1991:1211-1383.
猜你喜欢
江苏安全生产(2022年2期)2022-04-19
云南化工(2021年8期)2021-12-21
装备制造技术(2020年2期)2020-12-14
金属加工(热加工)(2020年9期)2020-11-04
节能技术(2018年6期)2019-01-03
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年3期)2017-06-23
柴油机设计与制造(2016年4期)2017-01-15
时代农机(2016年6期)2016-12-01
焊接(2016年3期)2016-02-27
