
3003铝合金与1Cr18Ni9Ti不锈钢接触反应钎焊接头组织和性能
2018-03-19 09:19陈大林俞伟元宋学平
电焊机 2018年1期
陈大林,俞伟元,宋学平
(1.兰州石化职业技术学院,甘肃 兰州 730060;2.兰州理工大学甘肃省有色金属新材料重点实验室,甘肃兰州730050)
0 前言
奥氏体不锈钢[1-2]1Cr18Ni9Ti在空气、水蒸汽及多种酸、碱、盐的水溶液具有良好的化学稳定性,在高温和低温下均具有优良的塑韧性、冷热加工性能和耐腐蚀性能。3003铝合金[3]为Al-Mn系合金,是应用最广的一种防锈铝,强度不高,导热性和耐腐蚀性良好。3003铝合金和1Cr18Ni9Ti不锈钢复合结构耐蚀性和导热性较好,在换热器生产中应用前景良好[4-7]。在此对3003铝合金和1Cr18Ni9Ti不锈钢接触反应钎焊接头进行分析讨论。
接触反应钎焊是借助于某些异种金属能形成低熔点共晶体或低熔点固溶体的原理,在接触界面良好情况下,加热至高于共晶体或低熔点固溶体的温度条件下,依靠金属间原子的互扩散作用在接触界面处形成低熔点共晶或固溶体反应液态金属层,随后冷却凝固,从而实现两种金属的连接。
1 实验材料和方法
1.1 实验材料
用线切割分别将3003铝板和1Cr18Ni9Ti不锈钢板加工成70 mm×25 mm×2 mm的试样,共3组。
1.2 实验方法
用锉刀去除3003铝板表面氧化膜,将其置于丙酮中,采用超声波清洗10 min后快速吹干,清理表面的油污等杂物。由于1Cr18Ni9Ti表面钝化,采用碱液清洗后盐酸(浓度10%)活化,然后分别进行电镀Ni层(厚5μm)、Cu层(厚20μm);接触反应钎焊示意如图1所示,Mg粉的量按Al74.5%-Cu17.2%-Mg 8.3%三元共晶比例计算为0.01 g/cm2。钎焊参数为:温度560℃,保温时间15 min,焊接压力0.1 MPa。力学性能试验如图2所示,采用液压式万能材料试验机在25℃室温下以0.1mm/s的加载速度剪切试样。

图1 接触反应钎焊示意
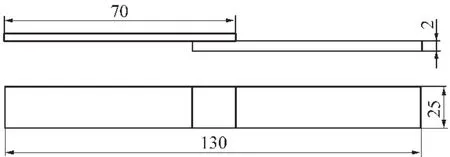
图2 剪切试验示意
在微观组织分析时横向切取钎焊试样接头,分别采用 400#、600#、800#、1500# 水砂纸磨光,用清水进行抛光处理。采用场发射扫描电子显微镜观察和分析焊缝接头的微观组织,通过扫描电镜(SEM)和能谱分析(EDS)对3003铝合金和1Cr18Ni9T不锈钢钎焊接头的显微组织进行观察与分析。
2 试验结果及分析
2.1 力学性能测试结果
在钎焊温度为560℃、0.1 MPa焊接压力下保温时间15 min进行接触反应钎焊,采用万能材料试验机在室温25℃以0.1 mm/s速度加载所得的剪切试样直至试样断裂,断裂位置为钎焊接头。经计算接头最大剪切强度23.1MPa,平均剪切强度21.6MPa。
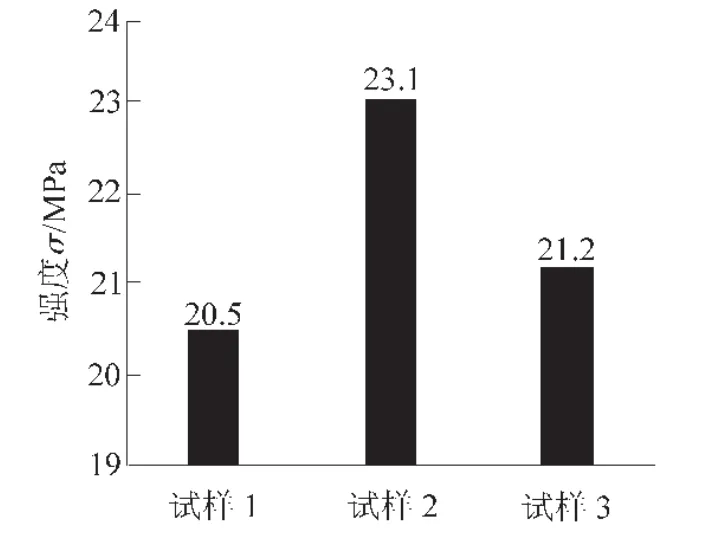
图3 力学试验结果
2.2 钎焊接头组织形貌
接触反应钎焊在焊接温度560℃、压力0.1 MPa下保温15 min接头的微观组织形貌如图4所示。整个接头区域分为3003铝合金、钎料区、不锈钢3个区域,钎料区厚度约为50 μm,铺展均匀,钎料区与两侧金属结合紧密,无明显的焊接缺陷。焊缝在铝合金侧生成大量的共晶组织,证明接触反应过程进行的十分充分,且有部分铝合金基材发生溶蚀,钎料渗入铝合金基体。不锈钢侧界面因电镀的原因有明显的灰色与灰白色的条带状分层,钎料区与不锈钢基体边缘参差不齐,发生溶蚀。由此可知,3003铝合金和不锈钢在此工艺参数下进行了较为充分的接触反应钎焊,钎料能充分润湿铺展,形成结合紧密无缺陷的钎缝。
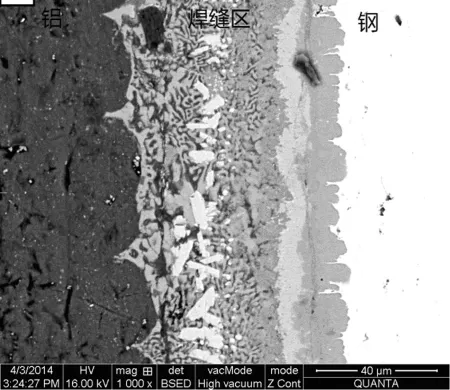
图4 钎焊接头微观形貌
2.3 接头界面组织与成分
(1)接头界面线扫描分析。
接头界面各元素能谱线扫描照片如图5所示。钎焊缝由3003铝合金/钎料区结合界面、钎料区/1Cr18Ni9Ti不锈钢结合界面2个结合界面组成。整个钎料区域中的 Fe、Al、Cu、Ni、Mg 原子发生明显的扩散,其中以Al原子扩散最为显著,扩散贯穿整个焊缝区;Fe原子的分布也有一定浓度梯度,在靠近不锈钢基体组织处浓度最高,远离不锈钢处浓度逐渐降低,有明显的扩散现象;Mg原子更多分布在焊缝区域,向两侧金属扩散并不明显,钢侧几乎没有Mg原子;Cu和Ni原子主要分布在整个钎料区。

图5 钎焊接头的线扫描
(2)接头界面点扫描分析。
钎焊接头结合界面如图6所示。3003铝合金和不锈钢以Mg、Cu为中间反应层进行接触反应钎焊,实现两者之间的有效连接,焊缝各部分的组织结合界面紧密,两侧均发生溶蚀,结合界面有明显的冶金结合特征,整个焊缝无明显缺陷。采用EDS分析图6中组织特征比较明显的6个特征点,6个特征点的能谱分析结果如表1所示。
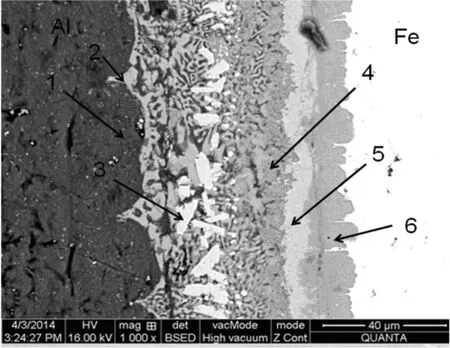
图6 焊缝接头结合界面
由表1可知,点1含有少量的Cu、Mg原子及大量的Al原子,表明点1是铝基体,伴有少量的Cu、Mg原子扩散进入铝基体;点2中Al、Cu、Mg原子之比约为 4∶1∶1,结合相图,该组织为 Al-Cu-Mg 三元共晶组织;点 3 中 Al、Cu、Ni原子之比约为 3∶1∶1,该组织应为Al2Cu、Al3Ni2组织混合物;点4中含有大量的Al,同并伴有一定量的 Ni、Fe、Cu、Mg,该处组织主要为铝的固溶体;点5即灰白色的带状组织含有大量的Al及一定量的Cu、Fe,该组织应为Al-Fe、Al-Cu金属间化合物组成;点 6中 Al、Fe原子之比约为 3∶1,可见该相为FeAl3。由此可知,点5与点6两区域主要为脆性金属间化合物,其宽度约为20μm。
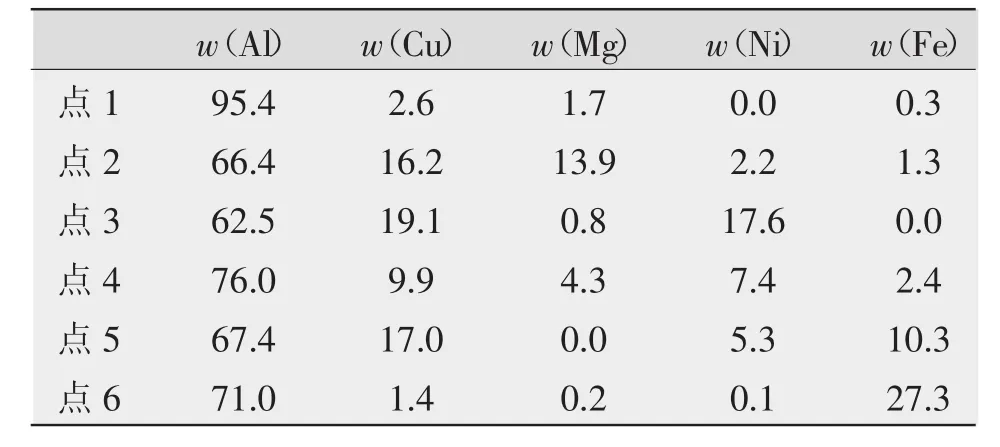
表1 接头结合界面点分析结果 %
3 结论
(1)利用Al-Cu-Mg能形成三元共晶原理,分别在 1Cr18Ni9Ti上电镀 Ni层(5μm)、Cu层(20μm),Mg的量为0.01 g/cm2。在钎焊温度为560℃、0.1MPa焊接压力、保温时间为15 min的条件下进行接触反应钎焊,实现两者的有效连接。
(2)对钎焊接头进行抗剪试验,经计算接头最大剪切强度23.1 MPa,平均剪切强度可达21.6 MPa。
(3)钎料区Al原子有明显的扩散,并形成Al-Mg、Al-Cu、Al-Fe系等多种金属间化合物,其厚度为 20 μm。
[1]Tabatabaeipour S M,Honarvar F.A comparative evaluation of ultrasonic testing of AISI 316L welds made by shielded metal arc welding and gas tungsten arc welding processes[J].Journal of Materials Processing Technology,2010,210(8):1043-1050.
[2] Jang C H J,Cho P Y,Kim M,et al.Effects of microstructure and residual stress on fatigue crack growth of stainless steel narrow gap welds[J].Materials and Design,2010,31(4):1862-1870.
[3] 王烁,吴志生,黄文静.3003铝合金电子束焊接工艺及接头性能分析[J].热加工工艺,2016(5):44-47.
[4] 凌祥,涂善东,陆卫权.板翅换热器的研究与应用进展[J].石油机械,2000,28(5):54-58.
[5] 焦安军,厉彦忠,陈曦,等.新型紧凑式低温换热器的研究与进展[J].低温与超导,2001,29(1):8-13.
[6] 嵇顺达.我国板翅式换热器技术进展[J].低温与特气,1998(1):22-28.
猜你喜欢
模具制造(2019年3期)2019-06-06
制造技术与机床(2017年3期)2017-06-23
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
当代化工研究(2016年6期)2016-03-20
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
