
汽车总成零件智能焊接系统及其关键技术
2018-03-19 03:30
电焊机 2018年2期
(南京威迩德汽车零部件有限公司,江苏 南京 211100)
1 智能制造场景分割
德国工业4.0、美国工业互联网、中国制造2025的核心都包含智能制造。智能制造的场景分割[1]大致包括两类连接、四大场景、八项需求,如图1所示。
2 汽车总成零件智能焊接系统的互联互通
汽车总成零件的智能焊接与制造需要构建基于“工业互联网+先进制造业”包括SDN、NFV以及云网一体化的智能网络[2],实现平台化运营,加强行业深度融合集成,如图2所示。智能制造首先要解决互联互通问题,针对汽车总成零件智能焊接系统,对企业内部采用基于SOA架构,实现应用系统和智能设备的互通互联,对企业外部则选择基于API或SDK服务,构建开放的产业生态系统。
在企业内部基于SOA服务,遵循SOA规范,通过IT/DT系统实现“应用系统”与智能设备的互联互通;中间通过“先进制造业+互联网深度融合的供应链互联平台”及“智能焊接互联协同平台”,实现业务的互联互通;企业外部通过API或SDK服务,利用“产业云平台”实现产业互联。真正实现上连应用,下连设备,横连供应商,外联社会。

图1 智能制造场景分割Fig.1 Segmentation of intelligent manufacturing scene

图2 汽车总成零件智能焊接系统架构Fig.2 Intelligent welding system architecture of automobile assembly parts
对于企业新建内网,将以IPv6、工业无源光网络(PON)[3]、工业无线为主,重构企业外网时,重点考虑IPv6、软件定义网络(SDN)以及新型蜂窝移动通信技术的应用。随着5G网络的推进,充分发挥其低时延、高带宽、高稳定性、多连接的优势,使互联网在汽车总成零件智能化焊接生产的过程控制和自动控制过程中得到更多、更好的应用。
工业无源光网络(PON)建设可以优先采用如图3所示的新模式。
汽车总成零件智能焊接系统无源光网络(PON)包括安装于中心控制室的光线路终端(OLT0、OLT1),一用一备,以及一批满足不同需求、配套安装于各应用场景的光网络单元(ONUs),在OLT与ONU之间的光配线网(ODN)包含光纤以及无源分光器或耦合器,ONU通过各种方式及网络(如以太网)与不同的应用场景及用户端设备互联互通。
无源光网络(PON):相对成本低,维护简单,容易扩展,易于升级;纯介质网络,彻底避免电磁干扰和雷电影响;局端资源占用少,系统初期投入低,扩展容易,投资回报率高;能提供2.5 Gb/s高带宽,甚至可以升级到10 Gb/s;服务范围大,一点到多点网络能服务大量用户;用户共享局端设备和光纤能节省投资;带宽分配灵活,服务质量得到保证。
3 汽车总成零件智能焊接系统的CPS物理信息系统
汽车总成零件智能焊接系统中的CPS(Cyber Physical System)物理和信息融合系统如图4所示,共有八层:第一层是现场层(包括焊接设备、焊接机器人),第二层是控制层(包括PLC控制、HMI人机界面),第三层是操作层(包括DCS系统、SCADA系统),第四层是制造管理层(主要有MES系统),第五层为企业管理层(主要包括ERP、PLM系统),第六层是产品开发层(包括 PDM、CAD、CAPP、CAE),第七层是客户关系层(主要有CRM系统),第八层为用户层(包括B2B、B2C)。其中第一层和第二层是物理层,第三层至第八层为信息层或虚拟层。
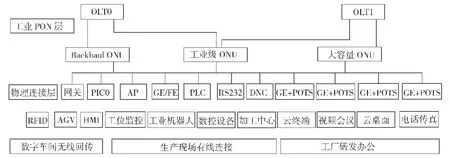
图3 工业无源光网络PON内网架构Fig.3 Architecture of the industrial passive optical network PON network

图4 汽车总成零件智能焊接信息物理系统Fig.4 Automobile assembly parts intelligent welding information physical system
汽车总成零件智能焊接系统中的CPS是集成计算、通信与控制于一体的智能系统,通过人机交互接口实现和物理进程的交互,使用网络化空间以远程、可靠、实时、安全、协作的方式操控物理实体。将物理设备连接到互联网上,使物理设备具有计算、通信、精确控制、远程协调和自治等功能,从而实现虚拟网络世界和现实物理世界的融合。
4 汽车总成零件智能焊接互联协同平台
汽车总成零件智能焊接互联协同平台如图5所示,采用一站式门户,提供统一用户、任务、安全管理和移动管理,具有流程管理(BPM)、主数据管理(MDM)、大数据(BIGDATA)分析和应用功能。与传统的业务系统,包括企业资源计划(ERP)、制造执行系统(MES)、产品生命周期管理(PLM)、高级计划与排程(APS)、客户关系管理(CRM)、供应链管理(SCM)、产品数据管理(PDM)等互联互通。同时也与生产线智能设备,包括PLC控制系统、HMI人机界面、DCS系统、SCADA系统等实时交互。
内嵌汽车总成零件智能焊接系统包括焊接工艺技术模块、汽车总成零件产品技术模块、质量检测与分析模块、智能推理及应用模块、实时监控模块、云平台功能拓展模块。焊接工艺技术模块根据汽车总成零件要求,配置焊接工艺及相应资源,如电极、焊装、辅料、检具等,确定焊接参数,按流程进行生产操作;汽车总成零件产品技术模块集成零件、材料、性能、表面处理、热处理等各种信息,为智能焊接系统及智能推理提供数据源;质量检测与分析模块包括金相试验、尺寸检验、检具检验、缺陷控制、质量分析,并结合实时监控数据,控制焊接质量;智能推理及应用模块通过智能算法技术自动推导出满足汽车总成零件焊接要求焊接参数和操作指导书,用于生产和新产品开发;实时监控模块,系统能实时监控到每台设备、每个零件、每个焊点的焊接情况,对出现异常情况进行报警,并进行有效处置。
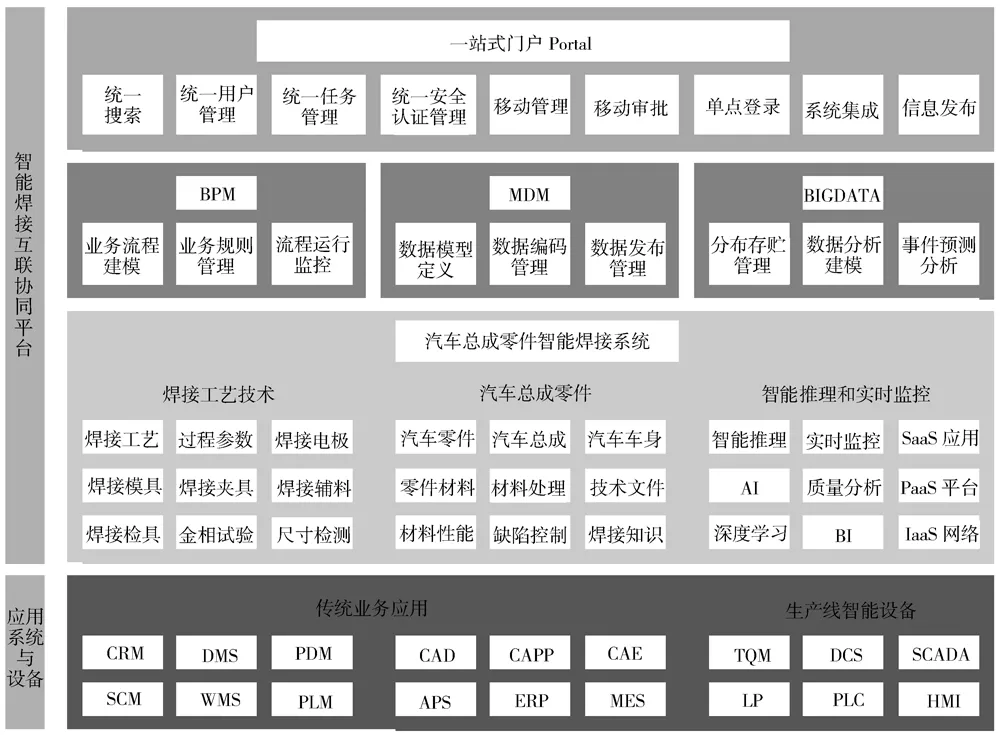
图5 汽车总成零件智能焊接互联协同平台Fig.5 Intelligent welding interconnection platform of automobile assembly parts
云平台功能拓展模块充分应用SaaS服务、PaaS平台、IaaS网络的相关功能,拓展汽车总成零件智能焊接系统的应用场景。
5 汽车总成零件智能焊接系统关键技术
5.1 企业资源计划(ERP)
ERP(Enterprise Resource Planning),集信息技术与先进管理思想于一身,将企业的人力资源管理(人流)、财务资源管理(财流)、物资资源管理(物流)、信息资源管理(信息流)、生产管理、采购管理、库存管理、销售管理和其他业务功能整合到一个信息管理平台上,实现信息数据标准化、系统运行集成化、业务流程合理化、绩效监控动态化、管理改善持续化,以达到最优资源组合,取得最佳效益。有效使用ERP能降低库存、减少延期交货、缩短采购提前期、减少停工待料、降低制造成本、提高管理水平、提升生产效率和经济效益。
5.2 制造执行系统(MES)
企业 MES[4]系统是从“人、机、料、法、环”的角度考虑建立的,具有多个功能模块。“人”模块包括人员考评管理、知识文档管理、交接班管理;“机”模块包括设备状态管理、设备保养管理、设备程序管理、设备自动化;“料”模块包括原物料管理、设备配件管理、材料自动搬运、在制品管理、成品出货;“法”模块包括工艺流程管理、生产计划管理、排程派工管理、产品质量管理;“环”模块要考虑对生产造成的环境污染监控以及劳防用品或智能穿戴的配备。通过MES的运行,使得决策智能化、设备自动化、生产信息化、过程可视化、质量能追溯、效率有提升。
5.3 高级计划与排程(APS)
APS(Advanced Planning and Scheduling)[5]系统是计划系统,也是决策支持系统,主要是为ERP系统增值,其特点是将优化的逻辑嵌入APS系统中,改善供应链计划源的决策,产生一个可行计划,该计划能满足所有需求和供应的约束,根据共同的目标优化计划,计划应考虑整个供应链网络所有约束,包括:(1)资源约束,包括人力资源、设备及工具;(2)库存约束,包括原材料、在制品、成品库存水平;(3)物流约束,包括仓储、运输、物流;(4)商业规则约束,包括客户服务水平、环境保护、供应商关系;(5)财务约束,包括现金流量、现金流动比例、产品边际效益、投资回报率等。
APS排程就是把订单的生产计划排在一个最早可能开始时间(EPST)和最迟可能开始时间(LPST)之间。对于多个生产订单,需要有一个优先级的排序算法,按重要程度分为三级:第一级是交付时间;第二级是优先等级,即企业根据生产特点设计的订单优先级;第三级是订单量,通常订单量越大,其优先级越低,如果订单量小,其优先级排高后就可能更多满足一些订单,订单的重要性随时间的延迟就会越来越高。
APS是计算机解决复杂问题的一套算法,可以利用简单规则进行反复迭代,不断优化排程方案,获得最佳效果。
5.4 智能推理及应用
智能推理应用系统包含现有数据推理和智能推理两种方式和应用场景。
(1)现有数据推理。输入需要焊接加工的汽车零件信息,根据其材料、涂镀层、板厚、焊接方式等信息,在现有数据库系统(零件、材料、涂镀层、设备、电极、工艺)中,通过大数据分析和应用,直接推导出满足汽车总成零件要求的操作指导书并可以保存,同时支持以可读格式导出,如PDF格式等。
(2)智能推理。输入需要焊接加工的汽车零件信息,根据其材料、涂镀层、板厚(复合板厚)、焊接方式等信息,通过AI技术和智能算法,结合深度学习,优化焊接过程参数,推导出满足要求的操作指导书,并支持导出PDF格式,用于指导汽车新产品、新工艺的开发应用。其缩短了研发周期,节省了大量的人工和研发成本,经济效益和社会效益好,提高了汽车的制造质量和水平,能够覆盖汽车所有车型,以及点焊、凸焊、CO2保护焊、螺柱焊等各种焊接方式。
5.5 实时监控模块
实时监控系统能实时读取并监控生产现场每台智能设备对每个汽车零件的每个焊点实施焊接的每个过程数据,并运用大数据分析技术对过程参数出现的异常进行报警,并输出原因、结果、处置方法,及时加以处理;对每个汽车零件的每个焊点由于异常可能导致出现的质量问题进行分析、监控、和控制;对设备出现的监测数据异常进行预防性维护,防止设备故障的发生,以免影响生产和效率。
6 结论
(1)汽车总成零件智能焊接系统,通过“智能焊接互联协同平台”“供应链互联平台”“产业云平台”对内连接应用系统和智能设备,对外连接产业,实现整个业务各个环节的互联互通。
(2)由于无源光网络(PON)具有带宽选项多、稳定性好、与应用连接覆盖面广、实施简单方便等诸多优点,汽车总成零件智能焊接系统内网优先采用无源光网络PON。
(3)汽车总成零件智能焊接系统中的信息层或虚拟层与物理层深度融合,使得虚拟网络与物理世界之间的交互通畅无阻。
(4)ERP 从“人财物、产供销”,MES从“人机料法环”、APS从自动排程等方面为实现汽车总成零件智能焊接系统提供保障。
(5)汽车总成零件智能焊接系统中的智能推理,利用大数据分析和AI技术,通过智能算法,直接推导出满足生产要求的操作指导书,能产生很好的效益,应用前景广阔。
(6)汽车总成零件智能焊接系统中的实时监控,能实时监控每台设备、每个汽车零件的每个焊点的焊接过程,为稳定获得满足要求的产品质量提供保障,同时也能为设备的预防维护提供依据。
[1]王延红.中国联通智能制造助力中国制造转型升级.CIO大视野[M].北京:人民邮电出版社,2016:100-101.
[2]王延红.中国联通智能制造助力中国制造转型升级.CIO大视野[M].北京:人民邮电出版社,2016:105-106.
[3]000014349/2017-00206.国务院关于深化“互联网+先进制造业”发展工业互联网的指导意见[S].
[4]肖长宝.流程型制造业MES“人机料法环的实现”.CIO大视野[M].北京:人民邮电出版社,2016:111-118.
[5]许永硕.智能运营的关键软件-APS及实战分享.CIO大视野[M].北京:人民邮电出版社,2016:45-50.
猜你喜欢
疯狂英语·新读写(2021年10期)2021-12-07
电子制作(2019年12期)2019-07-16
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
儿童时代·快乐苗苗(2017年7期)2018-01-24
北京航空航天大学学报(2017年6期)2017-11-23
互联网天地(2016年2期)2016-05-04
作文大王·低年级(2016年4期)2016-04-18
电测与仪表(2015年13期)2015-04-09
中国当代医药(2015年17期)2015-03-01
