
1FT5伺服电机加工系统工艺波动图的建立与分析
2018-03-19 08:13周兰生
机械制造与自动化 2018年1期
周兰生
(兰州石化职业技术学院 机械工程系,甘肃 兰州 730060)
0 引言
为提高我国制造业装备技术水平,从德国西门子公司全套引进了1FT5交流伺服电机生产技术。在消化吸收西门子公司1FT5交流伺服电机制造工艺技术的基础上,结合已有的电机生产技术,制定出了1FT5交流伺服电机加工工艺方案,通过对1FT5交流伺服电机加工工艺系统工艺波动图的建立和分析,表明所制订的加工工艺方案是可行的。
1 伺服电机的加工工艺
1.1 1FT5伺服电机装配结构[1](图1)
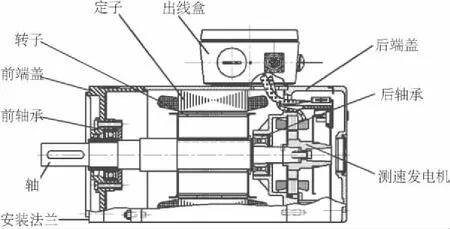
图1 1FT5交流伺服电机装配结构
1.2 1FT5伺服电机加工工艺方案[1](图2)
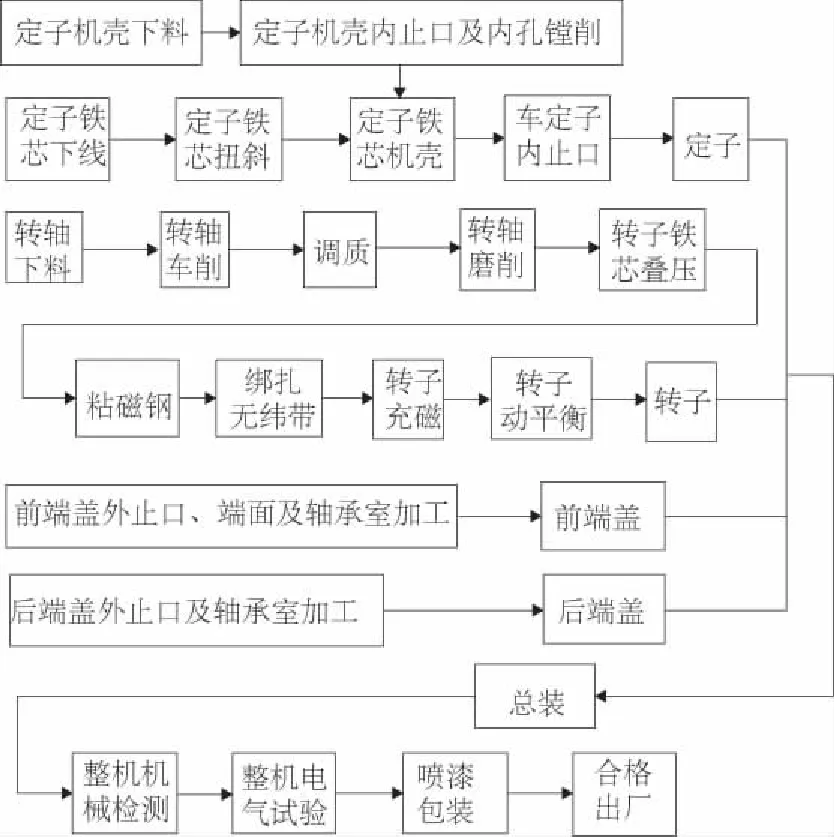
图2 伺服电机加工工艺流程
按1FT5伺服电机的装配结构,伺服电机零部件的加工由3部分构成:1)前、后端盖加工;2)转子加工;3)定子加工,其中定子内止口是前、后端盖的装配基准,装配完毕后检测前端盖安装法兰的径、端向跳动是否符合质量标准,检测指标如表1所示。
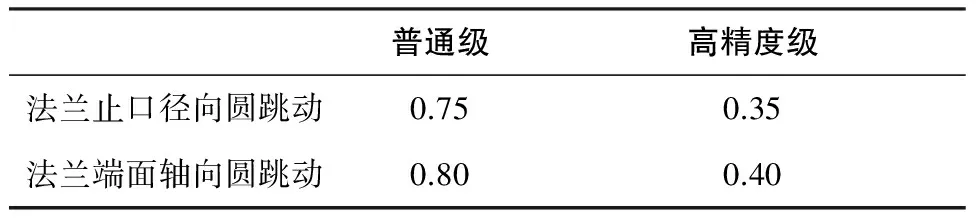
表1 伺服电机总装后前端盖法兰端面圆跳动和止口径向圆跳动检测指标
2 工艺波动图的建立
2.1 数据采集
20世纪初期海森堡发表了不定性原理后,人们已认识到整个科学(包括技术在内)在理论上归根结底是以实验概率的概念为基础的。通常按照确定性理论设计的产品,由于工程问题具有概率性而出现了许多现象[2]。
大量实践表明,任何一个产品的加工工艺系统,由于存在大量误差因素,会影响到产品的质量,而这些误差因素大都具有随机性,利用统计学方法,对这些误差因素进行分析计算,可以根据计算结果,对工艺系统的可行性和稳定性进行验证和评估[3]。

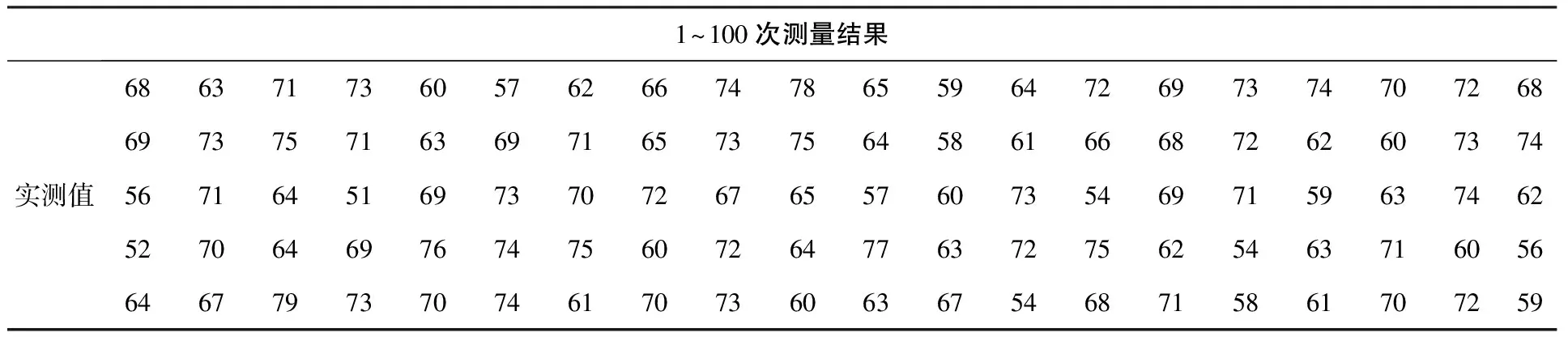
表2 止口径向跳动实测值表 μm
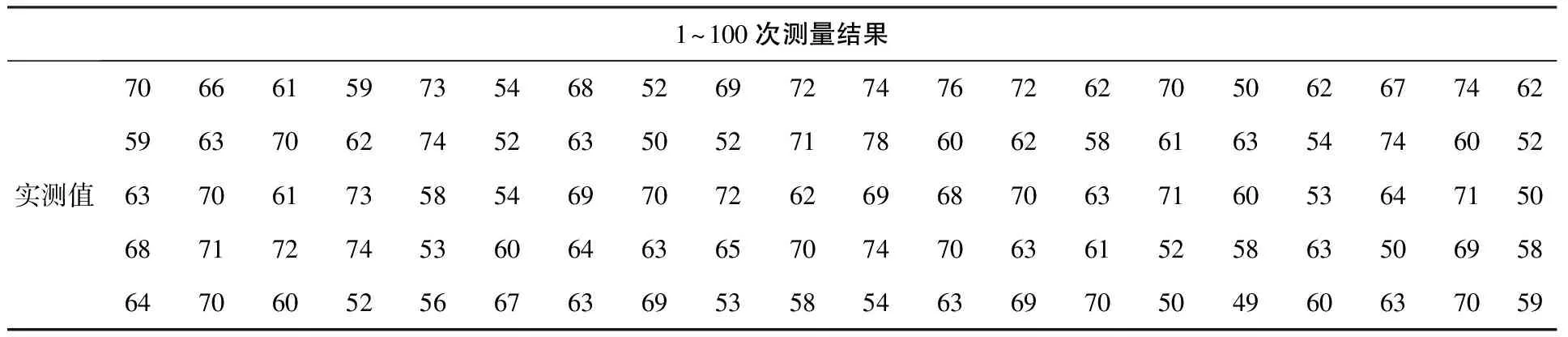
表3 端面跳动实测值表 μm

表4 径向跳动-R点图数据表 μm
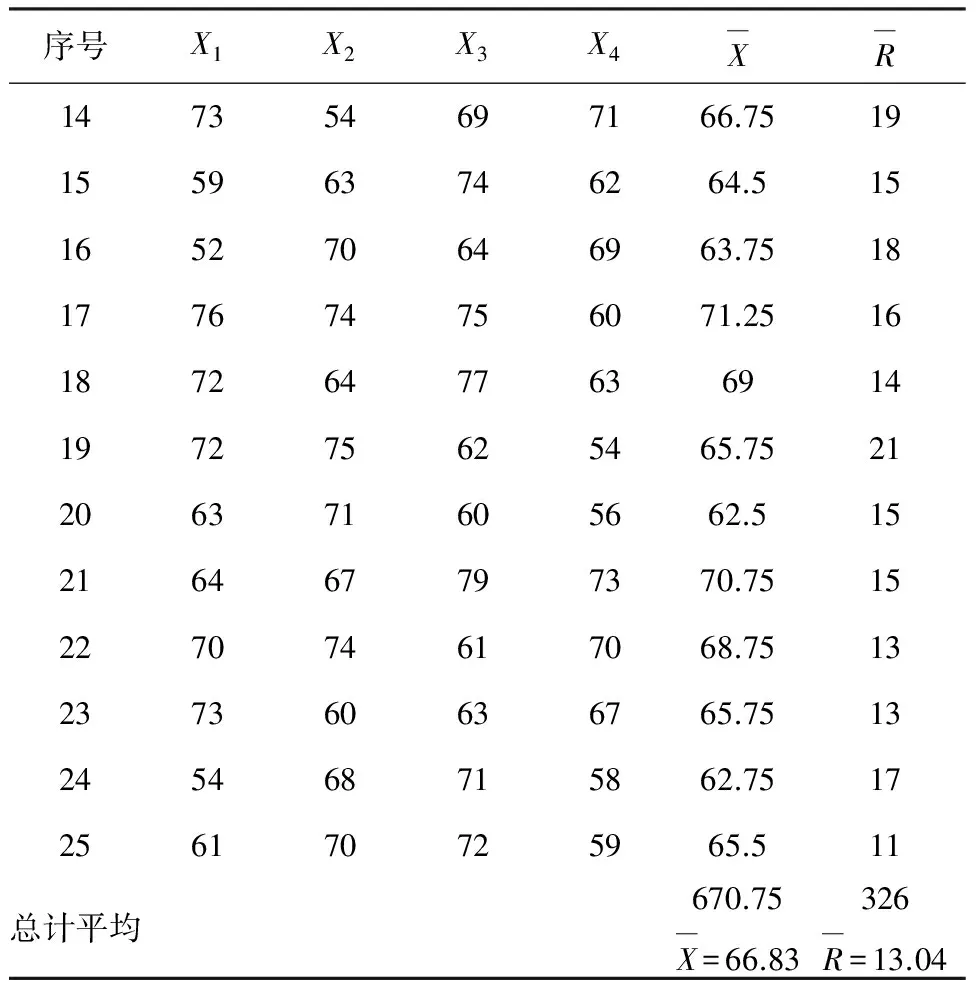
续表4
表5 轴向跳动-R点图数据表 μm
2.2 工艺波动控制线计算
对于径向跳动:


对于轴向跳动:

其中:A、D1为系数,由统计学原理定出。
2.3 工艺波动图
通过工艺波动控制线的计算,绘制出工艺波动如图3-图6所示。
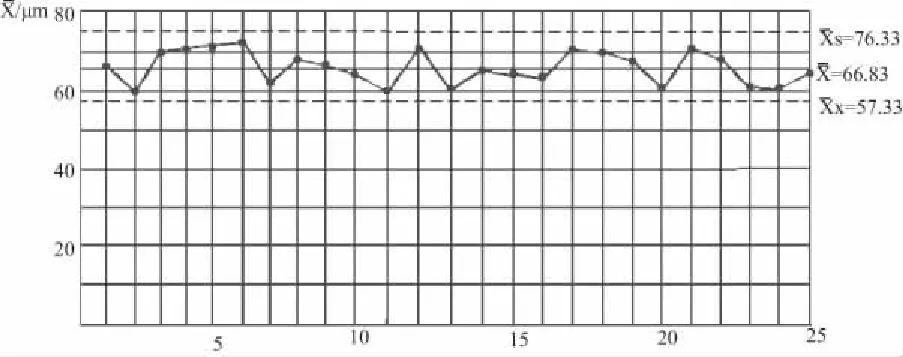
图3 径向跳动点图
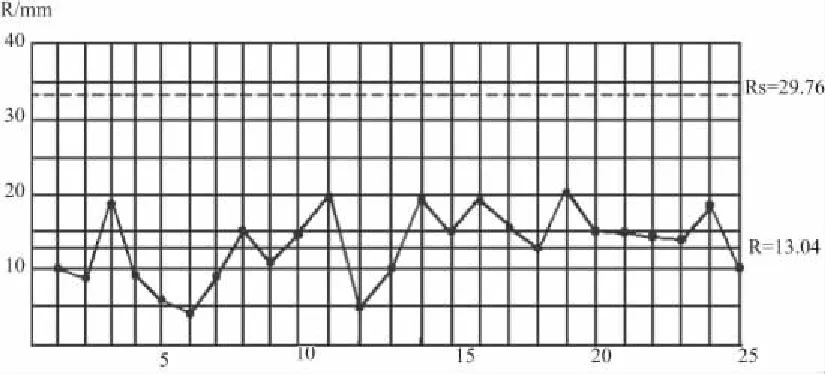
图4 径向跳动R点图
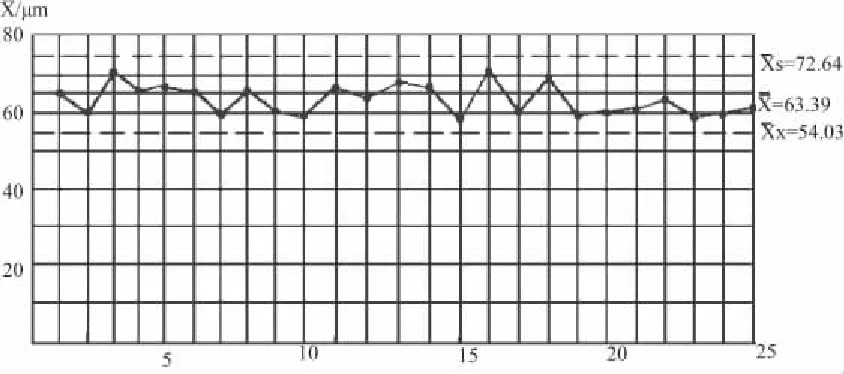
图5 轴向跳动点图
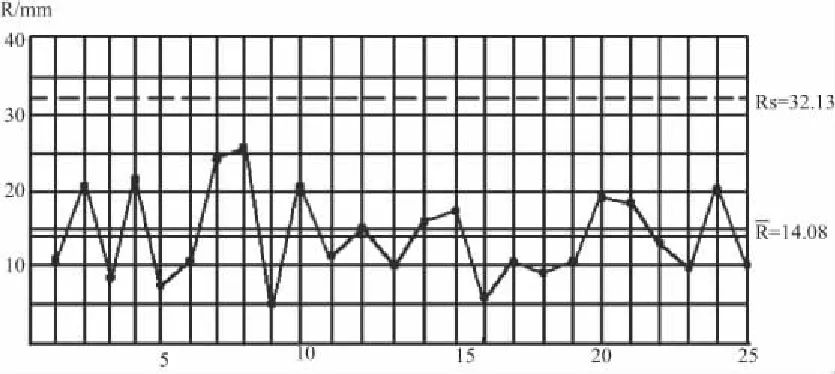
图6 轴向跳动R点图
3 工艺波动图分析
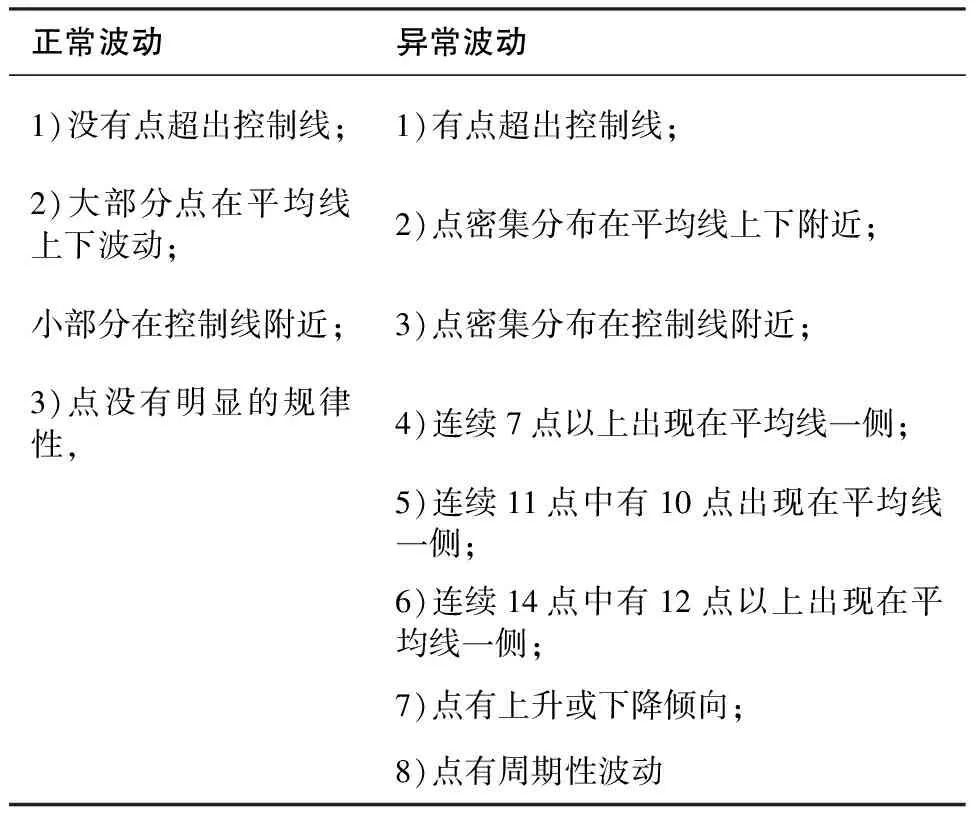
表6 点图正常波动与异常波动的标志
4 结语
利用统计学原理,对1FT5交流伺服电机加工工艺系统建立工艺波动图,通过对工艺波动图的对比分析表明,所制定的1FT5交流伺服电机加工工艺方案是可行的。实践结果表明,按所制定的工艺方案制造的1FT5交流伺服电机符合质量标准,同时为解决类似的工艺问题提供了借鉴和参考。
[1] 周兰生,陈兰新. 伺服电机安装法兰全跳动误差偏大的工艺因素分析[J]. 兰州石化职业技术学院学报,2009(4):10-13.
[2] E.B豪根. 机械概率设计[M]. 北京:机械工业出版社,1985.
[3] 盛骤,谢式千,潘承毅. 概率论与数理统计[M]. 北京:高等教育出版社,1989.
[4] 郑修本. 机械制造工艺学[M]. 北京:高等教育出版社,2011.
猜你喜欢
建筑与预算(2022年5期)2022-06-09
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
微特电机(2020年11期)2020-12-30
学生天地(2020年17期)2020-08-25
农村青少年科学探究(2020年4期)2020-06-24
红领巾·探索(2018年11期)2018-12-10
电子制作(2018年17期)2018-09-28
制造技术与机床(2018年9期)2018-09-19
通信电源技术(2018年3期)2018-06-26
