
连铸中间包钢水温度控制实践
2018-03-17 01:16:41张旺胜
山东冶金 2018年1期
张旺胜,黄 春,周 勇
1 浇铸过程中间包钢水温度波动规律
连铸中间包钢水浇铸温度控制在合适的过热度范围内对于炼钢连铸生产工艺、铸坯质量的稳定具有十分重要的意义[1-2]。而中间包钢水温度的控制受各种因素影响,存在以下关系式:

在实际生产中,考虑炉钢的连浇性,ΣXi×ΔTi基本确定,T出成为关键因素,需具备调节手段和措施,保证上连铸台钢水温度满足连铸整个浇铸周期内温度波动在过热度范围内,中间包钢水温度变化的关系式可简化为:

因此控制连铸台大包钢水温度尤为重要。
安源炼钢厂主要生产建筑性钢材:HRB400线材及棒材、HPB300线材,采取3×60 t转炉对应3×6 R8-170连铸机。钢水镇静时间1~8 min;红包出钢(包衬温度>850℃),出钢时间2~4 min,出钢温降45~60℃;氩站吹气时间6~8 min,吹气温降20~23℃,氩站上连铸台1~3 min;连铸全程保护浇铸,配备黑体空腔连续测温装置;选择T型对称中间包;浇铸周期24~25 min。
中间包钢水浇铸过程实质上是一个吸热与散热平衡的动态过程,浇铸温度的变化需在特定的过热度范围内,通过对连续测温曲线的归纳总结,实际变化具有4种基本形态,如图1所示。

图1 浇铸温度在过热度范围内的变化
由图1可知:A、B线间是正常浇铸钢水温度波动范围,A线上部DE段的出现位置与前炉中包钢水浇铸末期温度(浇铸起始温度)以及大包钢水温度有关。当起始浇铸温度过高,或大包钢水温度高,DE段将左移,提前出现会影响铸坯质量和拉坯速度;B线下部为固液两相区域,当大包钢水温度过低和浇铸起始温度偏低,使B线CF段向左收缩,极易造成中断连铸生产,引起突发性停机事故。因此A线上部以及B线下部在生产实际当中均需实时控制,而实际控制点为进入连铸台的钢水温度。
2 控制钢水浇铸温度的措施
2.1 加入洁净标准生铁
出钢温度的控制受操作技能以及出钢时间、钢包状况等因素影响,差距较大,安源炼钢厂出钢温度在1 640~1 680℃,平均出钢温度1 655℃,波动范围大。因此选择在氩站或出钢过程中有选择性地加入洁净标准生铁进行温度调节,调节的温度标准与前炉浇铸的中间包温度有关。经过大量实际数据跟踪比较,以HRB400系列钢为例,安源炼钢厂钢水连续浇铸温度在A、B线间波动所需求的氩站出站钢水温度与中包钢水温度的对应关系如图2所示。
由图2可知:在现行的工艺要求下,氩站出站钢水温度在标准温度±10℃范围内,不会产生突破A线及贯穿B线的现象。

图2 中间包钢水温度与需求的氩站出站钢水温度对应关系
实际生产中先对到氩站的钢水温度进行测定,按吹气温降20℃反算出站温度,结合在浇中间包钢水温度,若反算出的出站温度高于A线温度要求,则加入洁净标准生铁进行降温;或者在出钢前测定出钢温度明显偏高,在出钢过程中即投送部分生铁。这样不仅有利于温度控制,同时有利于钢水预脱氧,提升合金收得率。生铁用量根据简易热平衡测算:

获得,具体生铁用量如表1所示,加入生铁后出站钢水温度误差≤5℃。

表1 炉钢生铁加入量对温度的影响
2.2 提高拉速,缩短浇铸周期
安源炼钢厂炼钢系统出钢时机的把握主要靠人工判断,不可避免存在出钢温度不足的现象。根据图1中④线可采取缩短浇铸周期的措施。安源炼钢厂对中间包水口进行了优化,上水口定径Φ18 mm,下水口配置不同定径(≤Φ18 mm),正常生产配置下水口定径Φ16.5 mm。当出现低温钢现象时,采取更换中间包大口径下水口的方法来缩短浇铸周期(具体调整关系见表2),同时调整炉前冶炼节奏,更换炉机对应关系,使生产节奏保持顺畅。
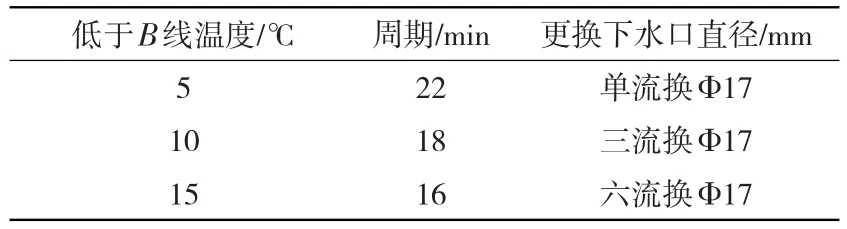
表2 低温钢调节浇铸周期及下水口对应关系
3 钢水浇铸温度控制效果
3.1 提高了钢水浇铸温度合格率
实践生产中将突破图1中A线及下穿B线的温度视为不合格项,A线与B线间内的浇铸温度视为合格项,经统计,控制浇铸温度合格率变化情况及同期对比如图3所示。
由图3可以看出,采取控制措施后,中间包钢水浇铸温度合格率由2016年的75%~80%水平提升至2017年的90%~95%水平,钢水浇铸温度合格率平均提升12.21%,解决了高低温钢浇铸对生产的不良影响。

图3 中间包温度合格率月度同期对比
3.2 改善了铸坯质量
中间包内钢水温度稳定在过热度范围内,有利于改善铸坯内部裂纹情况,而轧制过程中若裂纹无法融合则会导致材质出现起皮、疤点等缺陷,影响轧制顺行。安源炼钢厂对轧制缺陷情况进行了跟踪,对稳定中间包钢水浇铸温度前后缺陷情况进行了对比,见图4。

图4 浇铸温度控制前后铸坯废品率对比
对比图3、图4不难看出:当中间包钢水温度浇铸合格率提升时,铸坯轧制时产生的废品率明显降低,当中间包温度合格率控制≥90%时,铸坯轧制产生的废品率降低至0.01%以下。安源炼钢厂在对中间包钢水浇铸温度采取控制措施后,明显改善了铸坯质量。
4 结语
安源炼钢厂通过对中间包钢水浇铸过程中温度的变化数据进行归纳,总结了4种主要形态,结合实际,在现有工艺流程基础上,通过对氩站出站钢水温度的控制,将中间包钢水浇铸温度保持在过热度范围内的浇铸率达到90%以上。中间包钢水温度的稳定提升了铸坯质量,轧制缺陷废品率下降至0.01%以下,满足了轧制需求。
[1] 陈雷.连续铸钢[M].北京:冶金工业出版社,2000:110-141.
[2] 张志强,薛庆国,李家征.宣钢45钢连铸中间包钢水波动研究[J].河北冶金,2009(1):11-14.
猜你喜欢
疯狂英语·初中天地(2023年5期)2023-06-01 13:52:49
四川冶金(2022年4期)2022-12-31 13:35:51
山东冶金(2022年4期)2022-09-14 08:59:38
中国钢铁业(2022年1期)2022-05-11 08:53:30
中国钢铁业(2022年2期)2022-05-11 03:17:46
昆钢科技(2021年4期)2021-11-06 05:30:54
四川冶金(2021年6期)2021-02-15 06:58:52
昆钢科技(2020年6期)2020-03-29 06:39:36
中国钢铁业(2019年10期)2019-06-11 08:37:18
中国卫生(2016年8期)2016-11-12 13:26:50
