
综合回收金冶炼渣中金、银、铁试验
2018-03-15 04:41白志斌李红立
现代矿业 2018年1期
白志斌 廖 璐 李红立
(1.内蒙古自治区地质矿产勘查开发局;2.内蒙古自治区矿产实验研究所)
我国黄金生产企业每年排放大量金冶炼渣。目前,国内对金冶炼渣的传统处理方式主要为填埋、堆置储存[1-3],既占用大量的土地资源,又会对环境造成污染。随着矿产资源日益贫化枯竭,金冶炼渣作为潜在的二次资源,对其进行有效的开发是节约利用矿产资源的一个重要途径。金冶炼渣中除金外,通常还含有部分有价元素,如:银、铁、铜、铅、锌等[4-6],对其综合回收利用不仅能降低对环境的污染,还能创造一定的经济效益。
为此,试验采用硫酸浸出—无氰工艺,对某金冶炼渣中的金、银、铁进行综合回收利用,旨在为金冶炼渣的再利用提供可参考的途径。
1 试验原料与方法
1.1 原料性质
试验所用金冶炼渣取自某黄金冶炼厂,主要化学元素分析结果见表1。从表中可知,该试验样中可综合回收的主要有价元素为铁、金、银。
表1 金冶炼渣主要化学元素分析结果 %

元素FeAuAgZnCuPb含量25.431.5528.440.120.150.35元素CaOK2ONa2OAl2O3AsS含量3.112.041.124.520.101.68
注:Au、Ag含量单位为g/t。
1.2 试验方法
经岩矿鉴定可知,试验样中主要金属矿物为赤铁矿,其次为黄铁矿及少量铅矿物。铁主要以氧化铁形式赋存,将金、银包裹其中,导致浸出剂难以与金、银有效接触,极大地影响浸出效果。通过研究,试验采用硫酸浸出—无氰工艺,先用硫酸处理冶炼渣,使铁溶解进入硫酸溶液,使金、银包裹体被打开,再采用无氰工艺处理浸渣,回收金、银。硫酸浸出反应式如下:
Fe2O3+3H2SO4=Fe2(SO4)3+3H2O
试验方法及步骤:
(1)制备一定浓度的硫酸溶液,水浴加热,于搅拌条件下将试验样加入硫酸溶液,搅拌至设定时间后过滤,水洗浸渣至中性后烘干称量,制样化验铁品位并计算铁浸出率。
(2)酸浸渣加水制成质量浓度为33%的矿浆,NaOH调节矿浆pH值至11,加入无氰环保药剂“金蝉”,常温常压下在搅拌浸出机中搅拌一定时间后过滤,水洗浸出尾渣至中性后烘干称量,制样化验尾渣中金、银品位并计算其浸出率。
2 硫酸浸出铁试验结果及讨论
2.1硫酸浓度对铁浸出效果的影响
在液固质量比为2.5∶1、酸浸温度为80 ℃、酸浸时间2h的条件下,考察硫酸浓度对铁浸出效果的影响试验,试验结果见表2。
由表2可知,硫酸浓度小于10mol/L时,铁浸出率随硫酸浓度增加而增大;当硫酸浓度超过10mol/L时,硫酸与赤铁矿基本反应完全,继续增加硫酸浓度,铁浸出率变化不大;因此,确定酸浸硫酸浓度取10mol/L为宜。

表2 硫酸浓度对铁浸出效果的影响结果
2.2 液固比对铁浸出效果的影响
在硫酸浓度为10mol/L、酸浸温度为80 ℃、酸浸时间为2h的条件下,进行液固质量比对铁浸出效果的影响试验,试验结果见表3。
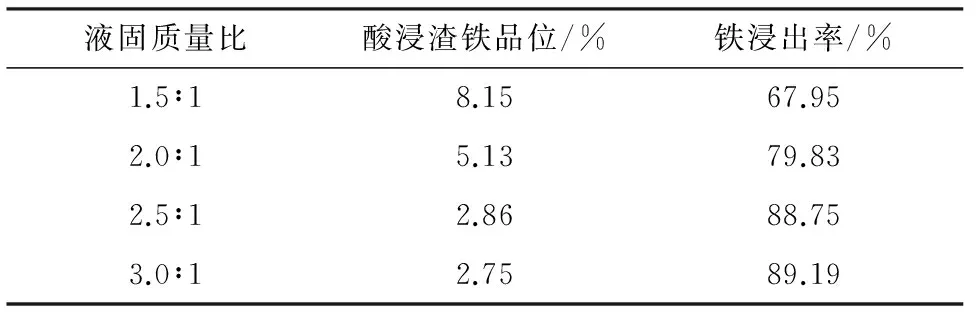
表3 液固比对铁浸出效果的影响结果
由表3可知,铁浸出率随液固比增大而增加,当液固比超过2.5∶1后,铁浸出率增幅较小;综合考虑铁浸出率及药剂成本,确定液固质量比为2.5∶1。
2.3 酸浸温度对铁浸出效果的影响
在硫酸浓度为10mol/L、液固质量比为2.5∶1、酸浸时间为2h的条件下进行酸浸温度对铁浸出效果的影响试验,试验结果见表4。

表4 酸浸温度对铁浸出效果的影响结果
由表4可知,在80 ℃之前,随着酸浸温度提高,反应速率增加,铁浸出率增加;超过80 ℃后,高温致使矿物板结[7],不利于赤铁矿浸出,铁浸出率基本无变化;因此,确定适宜的酸浸温度为80 ℃。
2.4 酸浸时间对铁浸出效果的影响
在硫酸浓度为10mol/L、液固质量比为2.5∶1、酸浸温度为80 ℃的条件下进行酸浸时间对铁浸出效果的影响试验,试验结果见表5。

表5 酸浸时间对铁浸出效果的影响结果
由表5可知,酸浸时间对铁浸出率影响较小;试验样粒度较细,比表面积大,酸浸前2h,硫酸与赤铁矿反应较为迅速;超过2h后,反应基本完全,继续延长酸浸时间对铁浸出率提高影响不大;因此,酸浸时间以2h为宜。
3 无氰工艺浸出金、银试验结果及讨论
酸浸尾渣中金、银富集,金品位为2.64g/t,银品位为48.35g/t。考虑到传统浸出药剂氰化钠为剧毒药品,不仅对人体构成威胁,浸渣中残存药剂还对环境造成污染,因此试验采用无氰工艺回收金、银。无氰浸出试验在矿浆浓度为33%、pH值=11、无氰环保药剂用量为2.0g/t、搅拌浸出时间为36h的条件下,最终获得的金浸出率为70.05%,银浸出率为64.58%,金、银回收率指标均较理想。
4 结 论
(1)某金冶炼渣中可回收的有价元素主要有铁、金、银,铁主要以赤铁矿形式赋存,金、银被包裹其中。
(2)采用硫酸浸出—无氰工艺,先用硫酸处理冶炼渣,铁溶解于硫酸溶液,金、银包裹体被打开,铁浸出率达88%以上;再采用无氰工艺处理酸浸渣,金浸出率为70.05%,银浸出率为64.58%,金、银回收率指标均较理想,且采用无氰环保药剂取代氰化钠,可降低浸出尾渣对环境的污染,具有巨大的环境效益。
[1] 尚军刚,李林波,刘佰龙.高酸浸出处理氰化尾渣的实验研究[J].金属材料与冶金工程,2012,40(1):30-32.
[2] 马红周,兰新哲,王耀宁,等.焙烧氰化尾渣的利用研究[J].稀有金属,2010,34(2):281-284.
[3] 梁冠杰.河南某氰化尾渣中有价金属的综合回收[J].矿产综合利用,2001(3):35-37.
[4] 杨志平,唐宝彬,李庸华.用非氰化浸出-特种树脂吸附湿法新工艺从硫酸烧渣中回收金的工业实践[J].湿法冶金,1996,15(4):26-28.
[5] 李 婷,尹艳芬,方夕辉,等.从金氰化尾渣中回收铜、铅、锌、硫的工艺技术现状[J].现代矿业,2011(4):28-29.
[6] 吕翠翠,丁 剑,付国燕,等.氰化尾渣中有价元素回收现状与展望[J].化工学报,2016,67(4):25-27.
[7] 姜 涛,张亚平,黄柱成,等.从浸锌渣中综合回收有价元素的研究及实践[J].矿产综合利用,2002(6):32-36.
猜你喜欢
河南化工(2022年6期)2022-07-08
探索科学(学术版)(2021年3期)2021-07-12
热处理技术与装备(2021年2期)2021-05-10
矿产综合利用(2020年1期)2020-07-24
中国化肥信息(2020年2期)2020-01-20
中国化肥信息(2019年4期)2019-01-17
世界有色金属(2018年17期)2018-11-20
中学生理科应试(2017年2期)2017-04-01
直升机技术(2016年4期)2016-02-23
中国氯碱(2014年10期)2014-02-28
