
激光与水射流引导激光切割天然金刚石对比分析
2018-03-14 03:44
制造业自动化 2018年2期
(长春理工大学 机电工程学院,长春 103322)
0 引言
天然金刚石是一种自然界中存在的单晶材料,它具有极高的硬度、强度,超高的耐磨性、极好的导热性。天然金刚石能刃磨出锋利的刃口等优良特性,可以制作成观赏性的宝石(如:钻石等),在工业中也被广泛应用于机械加工工业、电子电器工业、光学玻璃和宝石加工工业、钻探与开采工业和建筑与建材工业等领域,而且在难加工材料的超精加工方面有十分卓越的表现[1]。
现阶段金刚石的切割方法有很多种,如劈切、锯切、激光加工等[1]。激光由于其无接触、加工效率高/热影响区小、切割轨迹复杂的优点,在天然金刚石切割加工中应用广泛[2],但激光切割金刚石的过程中常会在金刚石表面产生明显的裂纹和断层以及烧蚀现象[1]。随着精密加工和超精密加工技术的不断进步,激光与其他技术的复合逐渐成为加工制造领域的主流技术。激光与水射流复合技术,即水导激光加工技术(Laser Micro Jet,简称LMJ),与传统的激光加工技术相比具有加工距离长、热影响区小、无热熔渣和加工效率高等优势,在加工天然金刚石领域也逐渐被重视[1~3]。因此研究相关切割方法的优缺点对于天然金刚石切割质量的提供具有重要意义。本文针对激光切割与LMJ切割两种方法对八面体金刚石原石进行切割及检测分析获得了相关现象和规律。
1 激光与LMJ的切割方法及原理
激光切割材料主要是利用热作用,在激光作用点的周围区域,由于材料对激光的吸收而使材料融化、气化、烧蚀或达到熔点,同时借助与激光束同轴的高速气流吹除熔融物质,从而实现材料的去除。但这种加工方式不可避免的会在工件上形成热影响区、热应力和熔渣,这也是其在天然金刚石切割中存在的主要问题。
LMJ是激光加工的一个新技术,属于特种、精密加工范畴,该技术结合了传统激光加工技术与水射流加工技术的优点,将高能激光耦合到水射流中,使激光在水束中全反射传输,并被水束波导导引到加工工件,通过高速水射流形成内通的全反射激光束,既具有激光加工的内在热效应,又具有水射流加工的冷却、抛光效应[1]。LMJ的缺点在于:加工作用力大、加工噪声大、需要水压极高等限制,这些阻碍了其在微细领域的发展[4]。
因此这两种方法都存在各自的优缺点,在天然金刚石切割方面的研究仍是一个新课题。下面试图采用两种切割方法针对常用工艺参数对天然金刚石原石进行切割检测分析,具体切割加工在天然金刚石的(111)晶面进行,相关工作在某刀具厂完成。
2 检测分析
2.1 切割纹理检测分析
通过尼康TMZ745光学显微镜在500倍放大倍率下分别观察金刚石(111)晶面的激光和LMJ切割表面,检测结果如图1和图2所示。
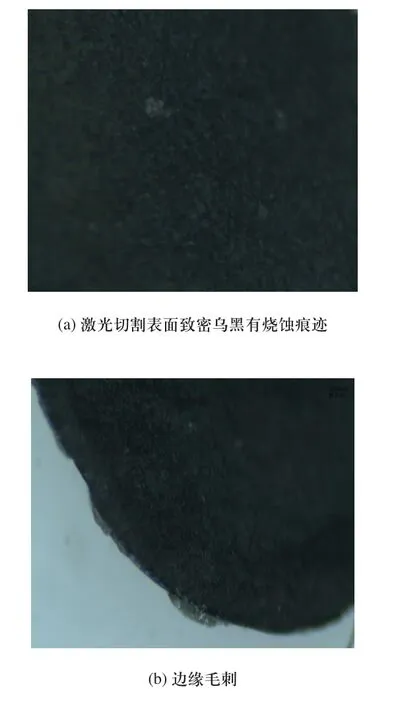
图1 激光切割天然金刚石表面

图2 LMJ切割天然金刚石表面
不同的激光切割进给速度会产生不同样貌的表面,同时过高的温度容易在金刚石表面产生烧蚀、裂纹和断层等缺陷,在加工边缘易产生毛刺,同时高温会使金刚石的表面发生石墨化,因此激光切割的表面常常表现为致密乌黑状(如图1所示)。LMJ切割有效的解决了传统激光加工有效加工范围小、热熔渣、热影响区等问题,边缘不产生或产生微量的毛刺,表面黑化不严重,整体呈半透明状,但能量的不足而对金刚石表面的切割质量产生纹理和断层、断裂的影响,且加工表面不如激光加工细致(如图2所示)。
2.2 表面粗糙度分析
利用美国VEECO NT1100型表面粗糙度测量仪对金刚石切割样品表面进行多次测量,测量结果如图3所示。检测参数为:1)纵向扫描范围:0.1~1mm;2)最大扫描速度:7.2μm/s;3)样品台尺寸:100mm。

图3 激光与LMJ切割金刚石(111)晶面的表面粗糙度情况对比
切割表面由于加工过程中会出现各种影响因素,导致切割表面各部分的情况会有差别,为了减小偶然因素带来的影响,这里取表面粗糙度平均值Ra,经过多次测量取平均值得到测量值:激光切割Ra在200nm左右,LMJ切割Ra在400nm左右,约为激光切割的二倍,这是由于LMJ切割质量受水射流的水柱切割轨迹的影响较大,这中情况从图4的光学显微镜下也可以看出,同时通过减小切割进给速度能够有效减小LMJ切割表面的粗糙度。
此外,LMJ与激光切割的较大不同处就是切割表面几乎看不到热损伤现象,这是因为LMJ的水射流可以冷却被切割材料表面,极大地降低材料的热变形和热损伤,使材料保持原来的结构。此外,水射流也会在切割过程中带走内部激光的熔融材料,减少了污染物。
2.3 物相及表面晶格参数检测
采用荷兰帕纳科Empyrean型X射线衍射测试仪分别对激光和LMJ切割后的金刚石表面进行物相分析。经X光管发出X射线打在天然金刚石切割表面发生衍射现象,其能量点数被探测器接收,获得金刚石不同切割表面的衍射图谱。
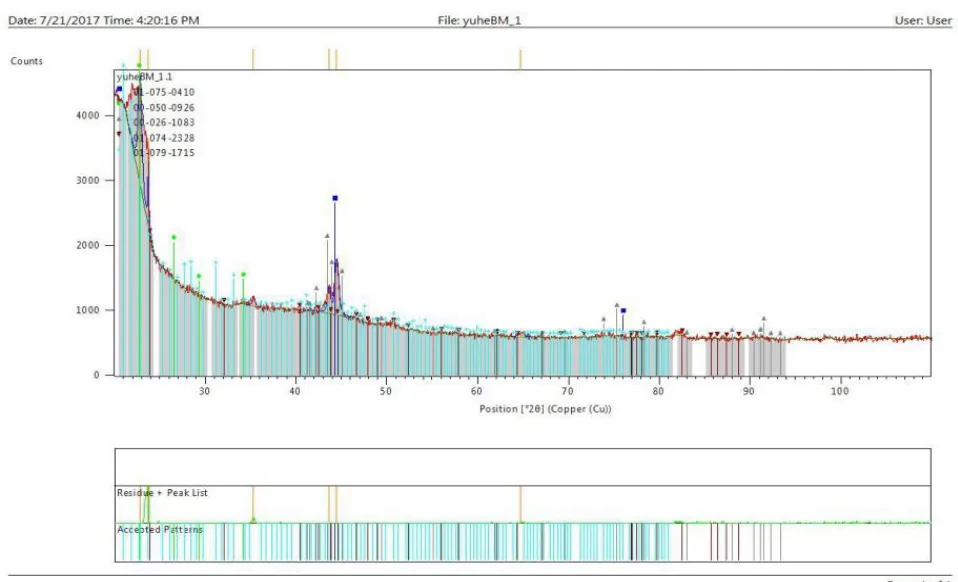
图4 激光切割天然金刚石表面XRD衍射图谱
如图4所示,激光切割天然金刚石表面物相分析中最强衍射峰(第五个峰)是石墨的衍射峰,峰强较高表明其主要成分是石墨,说明在激切割天然金刚石时由于能量过高改变了天然金刚石的晶胞结构,使表面发生了石墨化反应。其他小的衍射峰为碳的衍射峰,说明在激光切割过程中有一部分的金刚石发生了从天然金刚石到碳的同速异形体的转变。显微镜观察的表面黑色现象即是石墨与碳物质存在的结果。如图5所示,LMJ切割天然金刚石表面物相分析中最强衍射峰(即第三个衍射峰)是天然金刚石的衍射峰,其他的小衍射峰是碳的衍射峰,说明在水射流切割天然金刚石时由于能量过高表面产生变化从天然金刚石到碳的同速异形体的转变。显微镜观察的发黑现象即是碳物质存在的结果,但却不是石墨。

图5 LMJ切割天然金刚石表面XRD衍射图谱
通过激光和LMJ切割表面的晶格参数检测可知天然金刚石切割面的相关晶格变化情况,如表1和表2所示。随着X射线入射角度的不断增大,晶格参数d成近似线性减小趋势,但是两种切割表面的晶格参数相差不多,几乎没有变化。根据晶格变化和残余应力之间的对应关系可知[5],两种切割表面的残余应力数值相近似。
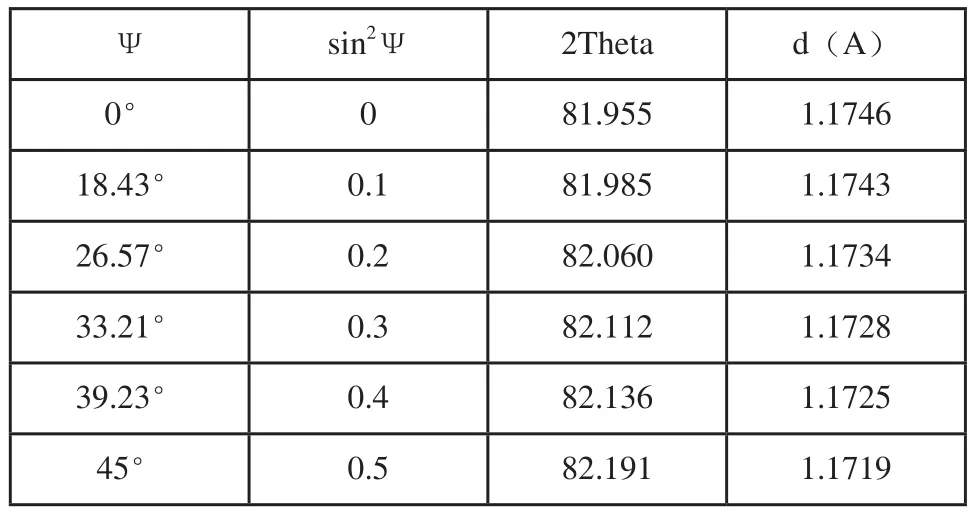
表1 激光切割天然金刚石表面微观晶格参数变化
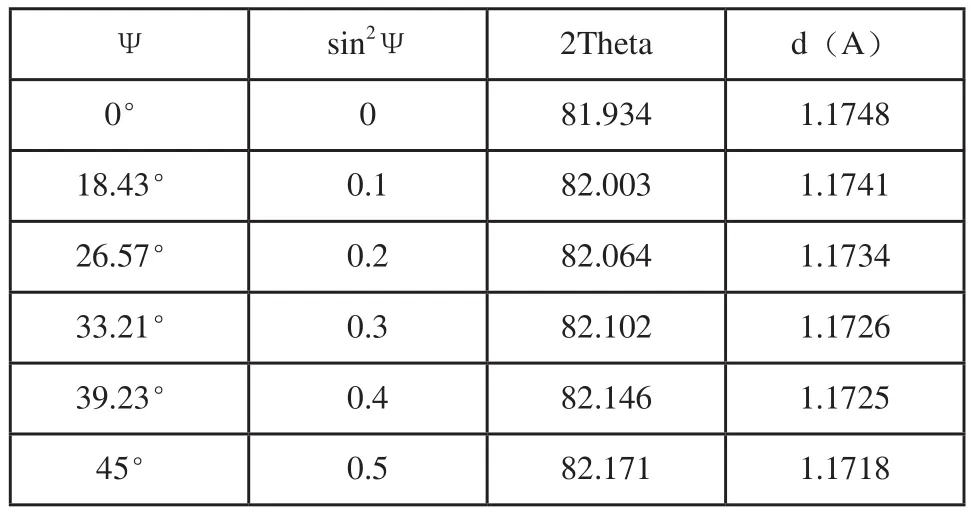
表2 LMJ切割天然金刚石表面微观晶格参数变化
3 结论
与激光切割相比,LMJ切割天然金刚石的表面并没有石墨出现,清洗加工表面后会在一定程度继续保持金刚石的通透性。在合理的工艺条件下,LMJ切割天然金刚石的表面质量要优于激光切割的结果。如果不经过工艺优化研究,并没有明显的特征(如表面粗糙度和残余应力等)来区别两者切割质量的优劣。激光切割表面的损伤层会影响后续的研抛去除量,而LMJ切割纹理所带来的表面粗糙度影响也同样会影响后续的研抛去除量。
[1]石广丰,朱可可,张云飞,史国权.天然金刚石的水射流引导激光切割及检测分析[J].制造业自动化,2017,39(6):74-76.
[2]刘备.基于微水导激光加工技术的研究[D].哈尔滨工业大学,2008.
[3]叶瑞芳.新型水射流导引激光加工系统光学特性与关键技术研究[D].厦门大学,2009.
[4]李灵.水导激光微细加工技术研究[D].哈尔滨工业大学,2008.
[5]张津,高振桓,牟建雷,郑林,何长光.晶体材料内部残余应力衍射法无损检测的研究进展[J].理化检验(物理分册),2010,46(11):695-700.
猜你喜欢
太原理工大学学报(2022年5期)2022-09-23
当代作家(2021年11期)2021-12-17
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
科学(2020年4期)2020-11-26
石材(2020年7期)2020-08-24
石材(2020年2期)2020-03-16
科学(2020年4期)2020-01-11
制造技术与机床(2019年4期)2019-04-04
中国测试(2018年10期)2018-11-17
