
精裱纸盒盒盖与固定板自动装配控制系统开发
2018-03-13 06:24王纯贤许烁胡明月骆臣勇
新型工业化 2018年1期
王纯贤,许烁* ,胡明月,骆臣勇
(1.合肥工业大学宣城校区,安徽 宣城242000;2.安徽华艺印刷包装有限公司,安徽 宣城 242074)
0 引言
精裱纸盒是食品、饮料、酒类、医药、电子等行业产品配套的重要包装产品,其形状和结构根据所包装的产品和工艺设计表现为各种形态[1-3]。图1是某印刷包装企业生产的酒类精裱纸盒的结构,其中盒盖和瓶体固定板需要通过粘接剂装配到一起。以往生产中采用手工装配,操作人员需要手工取出盒盖,将粘接剂涂抹在盒盖特定位置,然后将瓶体固定板粘接到盒盖上的指定位置。由于是人工操作,因此劳动强度大、生产效率低、成本高,严重制约着企业的生产产能,为此我们设计开发了自动化装配设备。
盒盖与瓶体固定板自动装配系统为精裱纸盒柔性生产线的一个独立的工作站,工作过程中一方面要自动完成盒盖下料、间歇式输送、取胶点胶、固定板取料以及压配、成品输送等动作,同时也需要与精裱纸盒柔性生产线的其它自动工作站配合,实现整个生产线的自动化生产。因此,本文采用分层控制结构,顶层采用组态软件实现对整个生产线的协调控制,工作站层采用PLC实现自动工作站的自身控制,两者通过网络通信,实现数据的交互和设备的协调运行。

图1 盒盖与瓶体固定板装配结构Fig.1 Assembly structure of refined carton's lid and retaining plate
1 自动装配系统整体设计
盒盖与瓶顶固定板自动装配系统由机械主体、动力系统以及控制系统三部分组成(图2)。机械主体主要由盒盖分料供料机构、间歇式输送机构、取胶点胶机构、固定板取料装配机构等组成。动力系统包括间歇式输送机构步进电机、取胶步进电机、固定板取料步进电机、传送带电机和多个气缸组成。
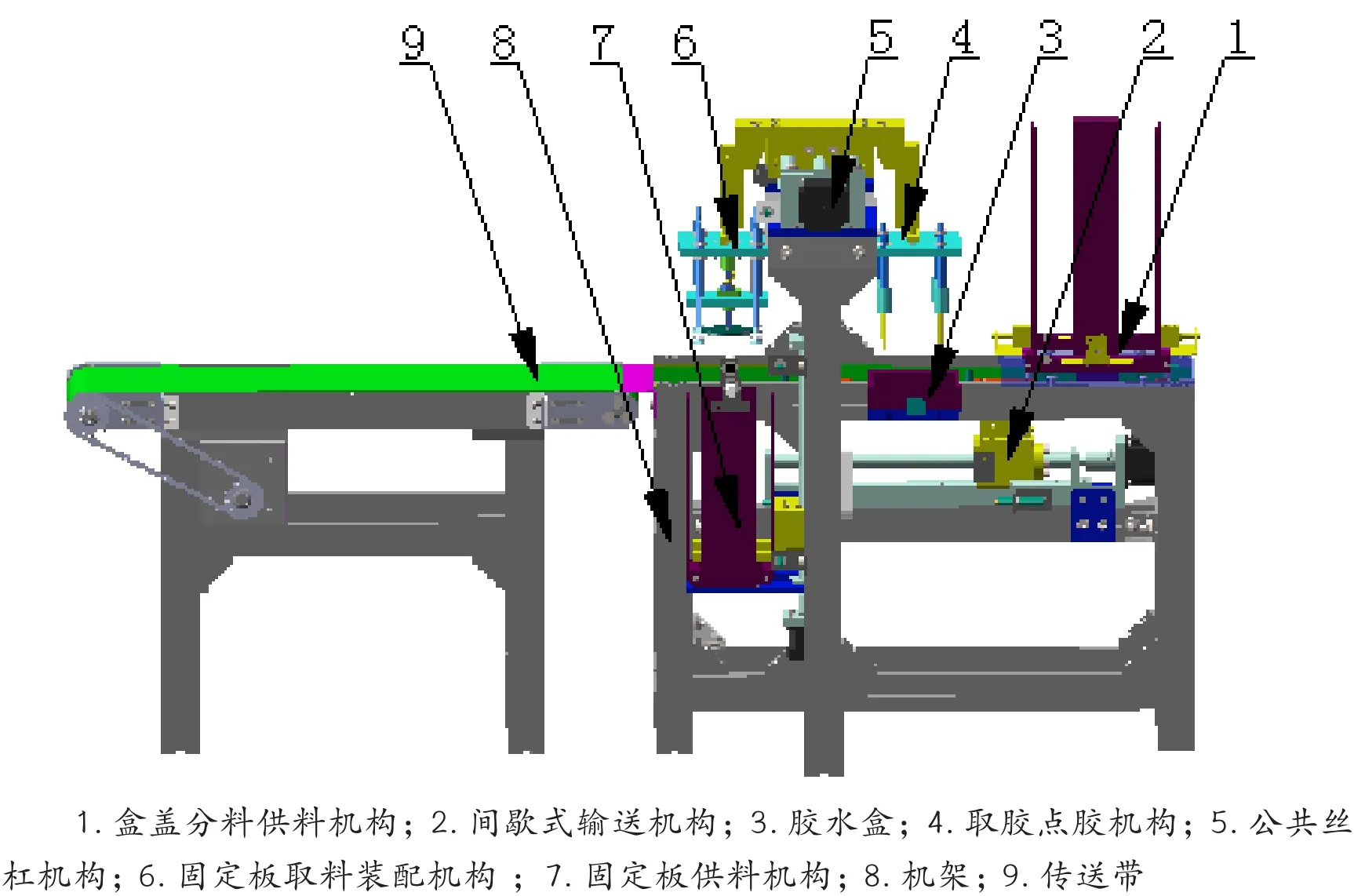
图2 盒盖与瓶顶固定板自动装配系统总体结构Fig.2 The overall structure of the automatic assembly system for refined carton's lid and retaining plate
装配系统工作时,首先完成盒盖供料机构下料动作,盒盖料仓上固定安装有纵向、横向两对气缸,完成盒盖的单片分离并落在间歇式送料机构上。送料机构将盒盖送到点胶工位,取胶点胶机构在胶水盒内取胶后运动到指定位置,在盒盖上进行点胶,之后由输送机构移动到粘接装配工位。瓶体固定板取料机构,利用真空吸盘从固定板料仓中取出单片固定板,运动到指定位置,通过气缸下压,将固定板压紧粘接到盒盖上。装配好的盒盖和固定板由输送机构推送到传送带上。
2 自动装配控制系统结构
为了保证盒盖与瓶体固定板自动装配系统在整个精裱纸盒柔性生产线中,与其他各个自动装配工作站协调运行,控制系统采用分层控制方式[4],上层采用PC机,中间层采用PLC及扩展模块,底层由各类现场I/O设备组成(图3)[5]。具体功能为:
1)中央监控管理层(上层):PC机远程监控管理各个工作站,通过PLC进行调度和协调控制;
2)系统控制核心层(中间层):PLC及其扩展模块与上层通信,向底层发送执行指令;
3)现场运行操作层(底层):接受PLC指令,完成现场I/O设备的执行和数据采集。

图3 控制系统结构示意图Fig.3 Schematic diagram of the control system structure
上位PC机采用组态软件组态王(Kingview6.5),通过Ethernet网络通讯方式与精裱纸盒生产线各个工作站的PLC控制器相连接[6],通过对PLC控制器的内存单元内容进行读取,并且以画面的形式将生产设备的运行状态显示出来,从而达到实时监控的目的,同时对PLC控制器内存单元的写入,对各个生产工艺参数进行修改,对生产线各个工作站的运行进行协调调度,完成控制任务,另外根据对各个工作站的数据采集,完成报警、工作情况报表等信息的记录以及查询工作[7]。通过触摸屏,完成生产过程中工作站PLC的设置参数调整和设置。PLC控制器接收上位机发送的控制信号、现场接近开关与传感器反馈过来的现成设备状态信息,完成逻辑控制任务,并发出控制命令控制电磁阀与步进驱动器等现场I/O设备[8]。
3 PLC控制系统设计
3.1 PLC的选型设计
PLC一般是根据输入输出点数进行选型的[9],由于盒盖和固定板自动装配系统控制对象较多,有10个传感器,3个步进电机驱动器,12个电磁阀,以及报警器和启停开关等,共有13个输入点和19个输出点,同时要求PLC至少有三个高速脉冲输出端口以便与步进驱动器相连接,因此选择台达PLC DVP-12SA2及扩展模块DVP-32XP200T。
台达PLC主机通过I/O模组连接口与扩展模块直接相连,扩展模块上的输入、输出地址分别从X20、Y20开始,PLC中X0-X7、扩展模块中X0-X4(对应程序地址X20-X24)依次与开关以及传感器相连[10],PLC中Y0-Y2分别与三个步进驱动器的脉冲信号负端口相连,扩展模块中Y0-Y2(对应程序地址Y20-Y22)分别与个步进驱动器的脉冲方向信号负端口相连,扩展模块中Y3-Y17(对应程序地址Y23-Y37)依次与各电磁阀及报警指示灯相连。表1是PLC及扩展模块的I/O端口分配,图3为PLC及扩展模块外部接线图。

表1 PLC及扩展模块I/O端口分配表Tab.1 PLC and extension module I/O ports allocation table
3.2 PLC程序的开发
控制系统中PLC程序主要包括公共部分程序、自动运行程序、监控程序以及手动控制程序。自动运行和手动控制程序,可通过触摸屏进行切换,自动运行程序用于控制工作站各机构按照盒盖装配体生产工艺进行动作,手动控制程序用于设备的安装调试和检修。根据控制要求,在系统启动之后,首先运行公共部分的初始化程序,初始化程序主要是对系统的一些参数赋初值,使各参数恢复到初始运行状态。

图4 PLC及扩展模块外部接线图Fig.4 The external wiring diagram of PLC and extension module
PLC自动生产程序的编写首先进行程序流程图的设计,然后根据程序流程图进行控制程序的编制[11]。根据盒盖与固定板的自动装配过程,PLC的自动运行模式控制流程图如图5所示。
3.3 PLC与PC机的通讯
台达DVP-SA2 型PLC自身具备Ethernet网络通讯功能,打开PLC编程软件WPLSoft,在菜单栏中选择“设置”里的“通讯设置”,选择“Ethernet”,并输入上位PC机的IP地址和通讯端口号。同时在PC上打开组态王开发界面,选择“设备”并点击“新建”按钮,在弹出的“设备配置向导”中选择“PLC”-“台达”-“X2000NET”-“以太网”,完后后点击“下一步”,设置设备名称以及设备地址(地址需要与PLC的IP地址相对应)[12]。
经过上述PLC控制器与触摸屏的设置之后,当启动组态王工程时,组态王会自动与PLC连接进行通讯[13-14]。
4 组态王界面开发
根据盒盖与瓶体固定板自动装配系统控制要求,组态王软件主要建立了监控界面、报警及时间、系统实时报表、系统历史报表等画面,工作状况下,各独立功能画面为全屏显示以避免出现误操作的情况[15]。
1)组态王监控界面图6所示,在系统运行过程中通过与PLC通讯,将整个盒盖与瓶体固定板自动装配系统的机械结构状态、机构运行速度、开关以及传感器信号、生产模式在界面上实时显示出来。监控画面中的指示状态图素均通过动画连接与PLC的内部存储器进行关联,实际生产过程中PLC内部存储器内容的改变,监控画面中的指示状态图素也随之更改,从而达到实时监控的效果。

图5 自动运行模式控制流程图Fig.5 The control flow chart of the automatic running mode
2)报警及事件界面如图7所示,组态王软件的运行系统中能够对模拟量(如机构运行速度)的报警阈值进行设置,当低于最小值和高出最大值提示报警,并在界面的报警列表中对报警位置、报警原因、报警事件等情况进行显示,同时在报警量恢复正常之后报警恢复并在报警列表中显示。
3)系统实时报表和历史数据报表在同一个界面显示,如下图8所示。实时数据报表反映系统当前的生产情况,历史数据报表能对长期的生产过程进行统计、分析,使管理人员能够更加全面掌握和分析车间生产情况。为便于操作,在报表中均设置菜单栏,菜单栏设有列表项:日报表、月报表、年报表、报表查询、打印预览、打印、保存。
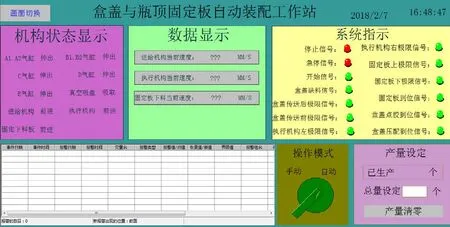
图6 组态王监控界面Fig.6 The monitoring interface of Kingview

图7 组态王报警界面Fig.7 The alarming interface of Kingview

图8 组态王生产线报表界面Fig.8 The statistical report interface of the production line
5 结束语
盒盖与瓶顶固定板自动装配控制系统采用组态软件、PLC和现场I/O设备三层结构,通过上位PC机与PLC通信,实现了对现场设备的数据采集和生产线的协调控制,通过PLC和I/O设备,实现了设备本身的逻辑控制。与传统的继电器或单独PLC控制相比,所开发的自动装配系统能够与整个柔性生产线协调工作,同时方便管理人员实时掌握生产线上各工作站的工作情况。实际应用表明,该自动装配控制系统提高了装配效率和质量,运行可靠,同时为实现车间数字化制造奠定了基础。
[1] PANAGIOTIS H TSAROUHAS, IOANNIS S.Arvanitoyannis,Assessment of operation management for beer packaging line based on field failure data: A case study [J]. Journal of Food Engineering,2010(3):51-59.
[2] GEBENNINIi E,GRASSI A, SECCHIi C,et al. An analytical model for automated packaging lines design[J]. American Contorl Conference,2008(6):89-94.
[3] 姚宁,齐立芬.定量包装生产线中的自动化设计[J].现代制造技术与装备,2010(3):66-68.YAO Ning, QI Li-fen. Automatic design in quantitative packaging production line [J]. Modern Manufacturing Technology and Equipment,2010,(3):66-68.
[4] 孙丽丽.互联系统的分散式自适应迭代学习控制及应用研究[D].浙江:浙江大学,2014.SUN Li-li. The decentralized adaptive iterative learning control and application research of interconnected systems [D]. Zhe Jiang: Zhejiang University, 2014.
[5] 苏东楠.基于LabVIEW磨粒流抛光机床的控制系统设计[J].新型工业化,2016,6(9):72-76.SU Don-gnan. Design of control system based on LabVIEW abrasive grain flow polishing machine tool [J]. New Industrialization, 2016, 6(9):72-76.
[6] 过军,陈舜青.模拟生产线的组态设计[J].常州工学院学报,2005,18(6):25-29.GUO Jun, CHEN Shun-qing. Simulate the configuration design of the production line[J]. Journal of Changzhou Institute of Technology,2005,18(6):25-29.
[7] 王欢,严良文,徐凤平,等.基于组态王的中央空调监控系统设计[J].机械设计与制造,2010(12):35-37.WANG Huan, YAN Liang-wen,XU Feng-ping, et al. Design of central air-conditioning monitoring system based on kingview [J].Mechanical Design and Manufacturing, 2010(12):35-37.
[8] 赵海龙,翟永杰,刘金龙,等.基于台达PLC的水箱液位串级控制系统[J].仪器仪表用户,2016,23(4):24-27.ZHAO Hai-long, ZHAI Yong-jie, LIU Jin-long et al. The liquid level cascade control system of water tank based on taida PLC [J]. Instrument User, 2016,23(4):24-27.
[9] 郭艳君,王大一.自动扶梯电气控制系统设计[J].新型工业化,2016,5(4):61-66.GUO Yan-jun, WANG Da-yi. Design of electrical control system for escalator [J]. New Industrialization, 2016,5(4):61-66.
[10] 于洋,刘桓龙,王国志,等.基于 PLC 的小型模拟自动生产线[J].设计与研究,2015,34(3):12-14.YU Yang, LIU Huan-long, WANG Guo-zhi. Small analog automatic production line based on PLC [J]. Design and Research, 2015,34(3):12-14.
[11] YAMAMOTO S,OCHIAI Y,SAITO S,et al. Study on an automatic packing system for strawberries.[J].Applied Engineering in Agriculture,2012,28(4):593-601
[12] 董增文,胡瑢华,刘国平.机电控制器类课程虚拟实验系统的研究与开发[J].实验技术与管理,2011,28(8):53-56.DONG Zeng-wen, HU Rong-hua, LIU Guo-ping. Research and development of virtual experiment system of electromechanical controller course [J]. Experimental Technology and Management, 2011,28(8):53-56.
[13] 徐亚.基于 PLC 与组态王的育秧播种机[D].江苏:江苏大学,2016.XU Ya. Based on PLC and configuration king's seedling planter [D]. Jiang Su: Jiangsu University,2016.
[14] 兰建武.基于 LabVIEW的风机在线监测与故障诊断系统的研究[D].武汉:武汉科技大学,2012.LAN Jian-wu. Research on the on-line monitoring and fault diagnosis system based on LabVIEW [D]. Wu Han: Wuhan University of Science and Technology, 2012.
[15] 戴卫力,侯浩.基于MCGS的伺服电机驱动器人机接口设计[J].新型工业化,2017,7(9):7-11.DAI Wei-li, HOU Hao. Based on MCGS servo motor drive man-machine interface design[J]. New Industrialization, 2017,7(9):7-11.
猜你喜欢
橡塑技术与装备(2022年7期)2022-07-06
农业技术与装备(2021年7期)2021-09-25
孩子(2021年1期)2021-01-27
阅读(科学探秘)(2019年10期)2019-12-09
求知导刊(2019年13期)2019-08-30
科技视界(2019年11期)2019-06-20
现代冶金(2018年2期)2018-05-25
新少年(2017年3期)2017-03-23
电子制作(2017年23期)2017-02-02
中国教育技术装备(2016年20期)2016-12-12
