
大间距空间角度测量技术进展及分析
2018-03-09 07:28王伟明佀明华
激光与红外 2018年2期
吴 浩,张 勇,王伟明,佀明华,李 欣,范 磊
(1.陆军工程大学石家庄校区电子与光学工程系,河北 石家庄 050003;2. 中国人民解放军63908部队,河北 石家庄 050000; 3.石家庄铁道大学电气与电子工程学院,河北 石家庄 050043)
1 引 言
角度测量是计量科学的重要组成部分,广泛应用于工业生产和国防军事领域,如在大型机械制造和工程安装中,经常需要测量相距数米若干被测对象的异面几何元素(如轴的轴线、孔的中心线、平板的法线)之间的空间夹角[1-2];另外为确保武器系统打击精度,也需要对武器系统配属的多光谱侦察设备(可见光、微光、激光、红外等光电设备)光电轴线与火力轴线进行一致性检测。上述方法均涉及大间距空间角测量,而传统的角度测量方法如三坐标测量机方法[3-4]、多站经纬仪法[5-6]、室内GPS测量法[7]、平行光管测量法[8]等在测量精度、应用范围上有局限性。在分析现有大空间角度测量现状基础上,提出了一种基于机器视觉的角度测量方法,实现了大间距动态变化过程中的角度测量,可应用于武器系统调炮精度检测、光电桅杆偏移量检测及火炮身管晃动量检测等方面。
2 大间距空间角度测量方法
为解决工业及国防领域大间距空间角测量需求,国外相关研究机构提出了一系列较为新颖的检测方法并研制了相关测量设备,较有代表性的包括激光跟踪仪法、相交校靶法、视觉测量法及惯性测量法等。
2.1 激光跟踪仪测量法
激光跟踪仪可实现大尺寸部件面型测量、机器人位姿调整、系统部件装配,以及工装检测和研发过程中涉及的角度测量,具有精度高、误差小、实时性好、测量范围宽、操作简便等特点。激光跟踪仪采用极坐标测量方法[9],将靶球反射器(Spherically Mounted Retroreflector,SMR)放置在被测对象上,激光跟踪头发射激光至SMR上并反射回跟踪头。当SMR移动时,激光跟踪头调整光束方向始终对准SMR,从而测算被测对象的空间位置和角度信息。由于距离观测值直接影响测量精度,一般采用He-Ne激光装置或红外激光装置分别进行相对距离测量和绝对距离测量来准确获取目标距离,当观测距离较大时,还会采用多站点测量法提高测量精度[10],另外还采用了基于位置检测器(Phase Sensitive Detector,PSD)的跟踪控制技术,通过分光镜使一部分反射光进入PSD产生偏移量,根据偏移量驱动电机修正偏移量,实现对SMR的快速跟踪。如FARO公司的激光跟踪仪FARO VantageS 和 VantageE(如图1所示)重13.4 kg,距离测量精度10 μm,角度测量精度(20+5)μm/m。FARO、Leica、API公司是激光跟踪仪的主要提供商,如Leica系列产品占全球市场份额70%以上,拥有1600多台的装机量。激光跟踪仪虽然有上述优点,但也存在激光束易丢失、转换关系复杂、价格高等缺点。

图1 FARO公司激光跟踪仪及工作原理
2.2 视觉测量法
视觉测量法具有非接触、测量快速、精度较高等特点,一般分为主动视觉测量和被动视觉测量[11-12]两大类。主动测量通常由一对光学投射装置与图像传感器组成。利用光学投射装置向被测物体投射结构光,结构光由物体表面调制产生形变,图像传感器记录下结构光形变并通过数据处理还原出被测物体的三维几何尺寸,如GOM公司推出的ATOS系统[13](如图2所示)就利用了两台定制化的高分辨率数字相机拍摄通过投射器投射的高亮点图案。ATOS系统采用蓝光条纹技术,抗干扰能力强,对工作环境要求低,但只能做二维测量,若要实现真正的三维测量,还须配合传动或扫描装置,另外主动测量系统实时性也较差。相比之下,被动测量则不需要投射结构光,仅通过观测被测物体在自然光照下的成像即可实现被测物体的三维尺寸测量,通常使用单个或两个以上的图像传感器在多个位置观测同一被测物体,采用适配器、标记点和标定尺给被测物体提供测量基准,通过匹配各个图像传感器或各个位置图,直接获得被测物体的三维几何尺寸。如AICON 3D公司的DPA-Pro系统[14](如图3所示)可测量大于0.1 m的物体,空间测量精度(3+7)μm/m。测量时在测量物件的特征部位贴上标记点或装上适配器,再使用高分辨率照相机从不同角度对物体进行拍摄,确保捕捉到物体的所有重要部位。拍摄完成后利用计算机计算出所有标志点的三维坐标。DPA-Pro系统在拥有较高测量精度的同时,整个设备便于携行,适合外场使用,缺点是需要从不同方位拍摄两幅图像,无法对被测目标进行动态测量,且测量范围受相机参数制约,对于有遮挡或不在同一视场中的被测对象较难应用。

图2 GOM公司的ATOS系统

图3 AICON 3D公司的DPA-Pro系统
2.3 靶板测量法
靶板测量法类似于视觉测量法,区别在于靶板测量法利用含有标志点的靶板作为合作目标,利用摄像机采集标志点之间的空间位置信息并计算之间的相对关系,从而得到被测对象之间的角度关系,如METRONOR公司研制的HarmoLign武器校准系统,其7个型号已成功应用于20个国家的空军[15],如图4所示。该系统包括光电摄像机、LED发光靶板和特定的适配器。LED靶板和适配器共同组成一个平台协调板(Platform Harmonization Pads,PHP)。将PHP安装在机载设备的机械接口处以及飞机的基准位置上,已知LED靶板、适配器和机械接口的转换关系,利用光电摄像机检测LED靶点,从而获得各机载设备坐标系及飞机坐标系在摄像机坐标系下的姿态,通过3个坐标系变换即可获得各机载设备的空间角度信息[16]。HarmoLign武器校准系统测量精度为20″,测量范围可达25 m。

图4 Harmolign校准系统
不同于HarmoLign武器校准系统,利用自然场景中无限远典型目标作为合作目标,根据无穷远相交校靶原理,SCHILL、Carl Zeiss、CI等公司相继研制了系列轴线检测设备,如SCHILL研制的308型舰船轴线检测系统(Aligner 308 Ship Alignment System)可用于舰船武器系统之间的轴线检测[17]。Carl Zeiss研制的武器装备视频校轴调整系统(Weapon Adjustment System Video Boresight,WASVB)[18]、CI研制的先进武器轴线校准系统(Advanced Weapon Boresight System,AWBS)可用于装甲车辆光电传感器与火力轴线的一致性检测[19-21],如图5所示,均采用远场相交校靶原理,利用高分辨率CCD相机提取远场目标,通过光学传感器与远处目标重合对准,测量光学传感器轴线与武器系统轴线一致性,其中AWBS系统通过CCD摄像机使武器系统机械轴线可视化,通过更换适配器即可适用于多种武器系统,具有通用性强、便携性好等优点,在最大6.4°视场角下,该系统测轴精度为10″,测量范围为50 m~∞。
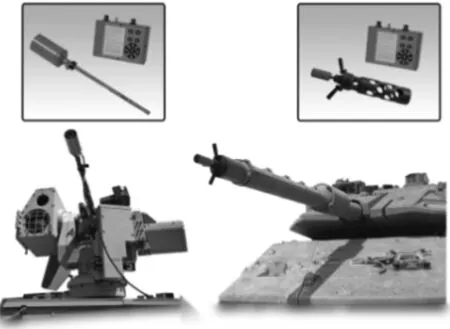
图5 CI公司AWBS系统
2.4 惯性测量法
AAI公司研制了一种基于惯性校准原理的先进轴线校靶设备(Advanced Boresight Equipment,ABE),其突出特点是解决了以往大口径平行光管无法完成的大间距机械轴线与光电轴线一致性测量,现已装备美军“阿帕奇”、“台风”、“鱼鹰”等战机武器系统轴线检测中[22-23]。ABE由动态惯性测量装置、基准惯性测量装置、运算处理装置、基准框架、手持显示器以及一系列校靶转接镜组成,如图6所示。
基准框架与被测对象有精确的装配关系,能够为基准惯性测量装置提供与被测对象姿态一致的安装面。基准惯性测量装置安装在基准框架上,通过内部的三轴陀螺传感器实时测量对象姿态角,建立校靶测量基准坐标系[24]。动态惯性测量装置利用自准直原理发射平行光束,通过反射光束测量被测对象待校传感器的方位、俯仰角。测量时,首先使动态惯性测量装置中惯性平台姿态与被测对象姿态对准,通过安装校靶转接镜或被测对象自带的发射接收装置,使手持动态惯性测量装置接收光束,从而测量出目标方位和俯仰角。ABE系统采用惯性测量技术,通过采用多种适配器无需架设平台,适应了不同对象的检测需求,相比于其他方法更为简单、快捷、准确,校靶精度可达 20″,缺点是造价昂贵,需要众多适配器配合才能完成测量。

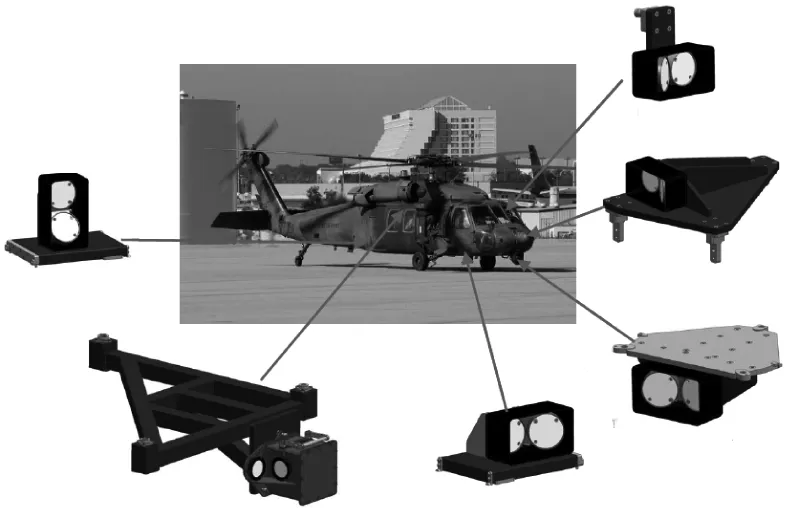
图6 ABE校靶系统及应用于MH-60L直升机的校靶转接镜
以上大间距角度测量方法,在测量范围、测量精度、便携性及成本方面各有优缺点,表1给出了各种方法之间的性能比较。

表1 测量方法比较
3 基于机器视觉的动态角度测量方法
在分析上述角度测量方法基础上,提出了一种基于机器视觉的大间距动态角度测量方法,即利用高精度两轴伺服系统识别跟踪远处场景中的十字分划靶标,利用图像处理算法实时跟踪计算偏移量并传递给两轴伺服系统进行高低、方位修正,实现大间距条件下的空间角度动态测量。以武器系统调炮精度检测为例,以往多采用双站经纬仪方法实现调炮精度检测[25-26],而机器视觉的角度测距方法将高精度双轴伺服系统可靠夹持在火炮身管内并确保其与身管严格共轴,伺服系统上安装的高分辨率CCD摄像机首先瞄准远场中的十字立靶中心,当火炮身管在空间范围内进行高低、方位动作时,利用图像处理算法实时测量CCD电十字分划与远场立靶十字分划中心位置偏差并将偏差量反馈至伺服系统进行解算修正,通过构建被测对象、立靶和角度测量传感器之间的角度坐标系传递模型,实现调炮过程中身管在空间范围内的角度偏移量测量。
3.1 高精度双框架伺服系统设计
伺服系统采用两轴转台式框架结构,外框为方位通道,内框为俯仰通道并安装有高分辨率CCD摄像机和激光测距机,两个控制通道相互独立。伺服框架上安装三轴速率陀螺,用来敏感探测器轴线运动角速率,通过速度控制回路提高伺服系统位置指向控制精度。采用直流无刷电机直接驱动方式,与伺服电机结合减速器的驱动方式相比,直驱系统在保证适当的驱动力矩情况下,减少了传动链长度以及齿隙等非线性因素对伺服系统性能的影响,具有机械谐振频率高、结构设计简单等特点,另外为保证安装电机后的回转框架力矩平衡,在器件对称布置基础上进行了配平设计。图7是高精度双框架伺服系统外观示意图。

图7 高精度双框架伺服系统结构图
伺服系统控制电路主要包括控制单元、旋转变压器解调单元、驱动单元和底板单元等。控制单元是基于32位ARM Cortex-M4内核的微控制器STM32F407为核心的最小系统,配置串口输出单路、模拟信号调理及采集电路、PWM信号电平转换电路等;旋变解调单元以微控制器STM32F103和旋变数字解调芯片AD2S1210为核心,配置模拟信号调理电路、串口输出电路;驱动单元以TI公司集成功率放大器DRV8332为核心,配置电源转换电路、信号隔离电路组成;底板单元主要功能是将CCD摄摄像机、激光测距机、陀螺等组件的信息传递给控制单元,同时将控制单元发出的控制指令传递给底板单元并将图像处理传递给上位机。控制装置原理框如图8所示。

图8 控制装置原理框图
3.2 空间坐标系变换模型
基于十字立靶和被测对象之间的相对距离,以及被测对象、角度测量传感器、十字立靶三者之间的空间坐标系关系,建立坐标系传递模型,实现被测对象的动态角度测量。仍以调炮精度测量为例,仅考虑在水平面内的角度测量问题,图9是坐标系变换模型示意图。OA是炮管指向起始位置,OA′是炮管终止位置,A点是角度测量传感器,P点是十字靶板,α为角度测量传感器方位零位与十字立靶初始偏差角度,θ1为调炮过程中测量获得的方位角,m,n为激光测距机测距获得的数据,即α,θ1,m,n等参量已知,需求炮管转动角度δ。

图9 坐标系变换模型示意图
设圆O的半径为R,易得:
δ+ω=θ2+α
(1)
根据正余弦定理,可知:
(2)
l2=m2+n2-2mncosθ1
(3)
将式(3)代入式(2),消掉l,可得:
sin2θ2m2+n2-2mncosθ1=n2·sin2θ1
(4)
当n,m,θ1已知时,容易得到θ2:
(5)
(6)
将式(6)式代入式(1),消掉ω,可得:
δ=2θ2+α-π
(7)
根据式(7)可知,利用激光测距机测量获得角度测量传感器和十字立靶之间的距离,并由伺服系统实时输出的开始和结束位置的方位角即可获得调炮空间方位角,该方法和圆半径无关,只是当θ1较小时,对伺服系统精度要求较高。
3.3 合作目标识别跟踪及动态补偿技术
为使CCD摄像机能有效跟踪瞄准合作目标,合作目标采用十字分划图案作为角度测量基准。利用Hough变换计算十字分划中心位置,减少不同天候及其他噪声对测量结果的影响,另外采用高分辨率CCD摄像机也可进一步提高测量精度。
若对于只是测量起始和终止两个位置的静态测量过程而言,本文提出的方法可获得较高的测量结果,但对于要实时测量被测对象在不同状态下的动态角度信息,可能受限于被测对象的速度、加速度等运动特性、角度测量传感器的响应时间,以及图像处理技术的鲁棒性和处理精度,表现在动态测量过程中,可能会出现CCD摄像机的电十字分划与合作目标十字分划不能完全重合,这将带来动态角度测量过程中的误差。为此,可利用基于时间序列和图像处理的高精度动态角度测量补偿技术,即在一个完整的角度测量过程中,以高低、方位电机开始动作并带动旋转变压器开始计数的时刻记为t1,此时CCD摄像机开始记录电十字分划与合作目标十字分划之间的偏移量(理想状态下,该偏移量应为0),以高低、方位电机停止动作且旋转变压器停止计数的时刻记为t2,此时CCD摄像机停止工作,这个完整的角度测量过程耗时为Δt=t2-t1。拟定CCD摄像机帧频为24 f/s,则建立24×Δt帧图像的偏移量和角度补偿之间的数据模型,进而对每个时刻的高低、方位角值进行补偿,从而获得高精度动态角度测量结果。
3.4 误差分析
本文提出的角度测量方法,主要误差源包括夹持装置共轴误差、瞄准误差、测距误差、伺服系统误差等。夹持装置将角度测量传感器和被测对象进行可靠连接,要求和被测对象机械轴线严格共轴,为此可采用弹簧顶块锁紧方式或齿轮传动弹性块膨胀锁紧方式减小两者之间的配合间隙,也可在设备出厂前进行自校准,即将角度测量传感器插入标准通孔中,前面放置平行光管,使其十字分划成像于角度测量传感器十字分划中心,然后顺时针转动传感器360°。若平行光管十字分划像相对于角度测量传感器十字分划中心摆动量小于3个像素,即可认为符合出厂精度要求,角度测量传感器高分辨率CCD摄像机镜头焦距f=80 mm,像元大小L=2.2 μm×2.2 μm,则CCD摄像机角度分辨率为:
σ21=arctan(0.0022/80)=5.67″
(8)
联合σ21可得瞄准误差:


=17.94″
(9)
瞄准误差指角度测量传感器的电十字分划与立靶十字分划之间的计算偏差,这由CCD摄像机角度分辨率决定。测距误差指被测对象与十字立靶之间的空间距离,由激光测距机测得。选用半导体激光测距机,测距精度为0.01 m,根据空间坐标转换关系,测距精度对结果的影响可忽略不计。
伺服系统误差主要为旋转变压器精度,设备出厂前利用角秒级旋变标定设备进行标定,测角精度能达到30″内。
上述误差源相互独立,因此总的测量误差为:
4 结 论
在介绍现有空间角度测量技术及设备基础上,提出了一种基于机器视觉的动态角度测量方法。利用高精度两轴伺服系统识别跟踪远处场景中的十字分划靶标,利用图像处理算法实时跟踪计算偏移量并传递给两轴伺服系统进行高低、方位角度修正,实现了大间距条件下的空间角度动态测量,该方法可解决武器系统调炮精度、光电桅杆偏移量、火炮身管晃动量等动态角度测量问题。下步还可做以下优化改进,即选择远场中的典型目标作为合作目标,如树木、屋檐、静止车辆等,通过形态学分析与图像特征匹配技术实现该类目标的自动识别跟踪,提高测量设备的智能化水平。
[1] Gaoliang Peng,Yu Sun.A measuring method for large antenna assembly using laser and vision guiding technology[J].Measurement,2016,(92):400-412.
[2] CHEN Zhibin,XIAO Wenjian,MA Dongxi.Technical progress and analysis on large-scale spatial angle measurement[J].Journal of Applied Optics,2016,(3):408-413.(in Chinese)
陈志斌,肖文健,马东玺.大尺寸空间角测量技术进展及其分析[J].应用光学,2016,(3):408-413.
[3] ZHONG Kai.Research on combined large-scale metrology system[D].Wuhan:Huazhong University of Science & Technology,2009.(in Chinese)
钟凯.组合式大尺寸测量系统研究[D].武汉:华中科技大学,2009.
[4] GUO Hui.Study on the key technique of articulated arm flexible CMMs[D].Tianjin:Tianjin University,2005.(in Chinese)
郭辉.关节臂式柔性三坐标测量系统关键技术的研究[D].天津:天津大学,2005.
[5] LI Zongchun,LI Guangyun.Electronic multi-theodolite measuring system applied in the precision installation of a large antenna[J].Hydrographic Surveying and Charting,2005,25(1):27-29.(in Chinese)
李宗春,李广云.电子经纬仪交会测量系统在大型天线精密安装测量中的应用[J].海洋测绘,2005,25(1):27-29.
[6] REN Shunqing,CHEN Haibing.Perpendicularity measurement method of 3-D large guideway with theodolite[J].Chinese Journal of Scientific Instrument,2012,33(1):189-193.(in Chinese)
任顺清,陈海兵.用经纬仪测量大尺寸三维导轨垂直度的方法[J].仪器仪表科学,2012,33(1):189-193.
[7] CHEN Denghai.Research on digital level measurement of airplane based on indoor GPS[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2010.(in Chinese)
陈登海.基于室内 GPS 的飞机数字化水平测量技术研究[D].南京:南京航空航天大学,2010.
[8] JIN Weiqi,Wang Xia.Technical progress and its analysis in detecting of multi-axesparallelism system[J].Infrared and Laser Engineering,2010,39(3):527-531.(in Chinese)
金伟其,王霞.多光轴一致性检测技术进展及其分析[J].红外与激光工程,2010,39(3):527-531.
[9] LIN Jiarui,ZHU Jigu,ZHANG Haolin.Field evaluation of laser tracker angle measurement error[J].Chinese Journal of Scientific Instrument,2012,33(2):464-468.(in Chinese)
林嘉睿,邾继贵,张皓琳.激光跟踪仪测角误差的现场评价[J].仪器仪表学报,2012,33(2):464-468.
[10] WANG Jindong,GUO Junjie.Geometric precision detection for numerical control machine tool based on laser tracker[J].Journal of Xi′an Jiaotong Universty,2011,45(3):86-90.(in Chinese)
王金栋,郭俊杰.应用激光跟踪仪的数控机床几何精度检测[J].西安交通大学学报,2011,45(3):86-90.
[11] FU Shuai.Research on monocular-vision-based onsite measurement of large workpiece[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2015.(in Chinese)
富帅.基于单目视觉的大型工件现场测量系统研究[D].南京:南京航空航天大学,2015.
[12] WANG Xian,TAN Jianping.Active vision-based accuracy calibration technology for measurement devices[J].Journal of Central South University:Science and Technology,2014,45(4):1072-1076.(in Chinese)
王宪,谭建平.基于主动视觉的测量装置精度校准方法[J].中南大学学报:自然科学版,2014,45(4):1072-1076.
[13] GOM.Atos triple scan-revolutionary scanning technique[DB/OL].www.gom.com/metrology-systems/atos.html.
[14] AICON 3D Systems.Move inspect DPA[DB/OL].www.aicon3d.com/products/moveinspect-technology/dpa.
[15] METRONOR.Next generation boresight system[DB/OL].www.metronor.com/military/.
[16] YANG Bowen.Research on the Key Technologies of Vision-based Assambly Pose Measurement for Large-scale Equipments[D].Nanjing:Nanjing University of Aeronautics and Astronautics,2013.(in Chinese)
杨博文.大型装备装配位姿视觉检测的关键技术研究[D].南京:南京航空航天大学,2013.
[17] Schill Reglerteknik.Aligner 308 ship alignment system[DB/OL].www.schill.se.
[18] Carl Zeiss.Calibration and alignment[DB/OL].www.zeiss.com/optronics.
[19] Adel M E,Buckwald R A,Cabib D.Laser boresighting by second-harmonic generation[C].Israel-DL tentative.International Society for Optics and Photonics,1991:68-80.
[20] Daniels A,Adel M E,Cabib D.Boresighting of laser range finder or designator systems with and without laser/FLIR synchronization[J].Proceedings of SPIE-The International Society for Optical Engineering,1990:127-136.
[21] Cabib D,Rahav A,Barak T.Broad-band optical test bench(OPTISHOP) to measure MTF and transmittance of visible and IR optical components[J].Proceedings of SPIE-The International Society for Optical Engineering,2007,6543:654311.
[22] Jaklitsch J J,Ehart A F,Jones D A,et al.Gyroscopic system for boresighting equipment:US,US7065888[P].2006.
[23] Jaklitsch J J,Paturzo V A.Non line of sight boresight based on inertial measurement technology[J].IEEE,2003:527-533.
[24] WANG Zhichao,HUANG Fugui.Research on checking target technology of weapon system on board helicopters[J].Helicopter Technology,2016,(3):56-62.(in Chinese)
汪智超,黄福贵.直升机武器系统校靶技术研究[J].直升机技术,2016,(3):56-62.
[25] SUN Zelin,WANG Zhao,ZHAI Huanchun.Analysis and control of error on two theodolite intersection measurement for gun rotated accuracy of artillery[J].Optics and Precision Engineering,2011,19(10):2434-2441.(in Chinese)
孙泽林,王昭,翟唤春.双经纬仪交会测量火炮调炮精度的误差分析与抑制[J].光学 精密工程,2011,19(10):2434-2441.
[26] ZHANG Guang,REN Guoquan,ZHANG Yingtang.Research on optimizing disposition method of double theodolites in gun rotated precision detection[J].Fire Control and Command Control,2011,36(9):176-179.(in Chinese)
张光,任国全,张英堂.调炮精度检测中双经纬仪优化布站方法[J].火力与指挥控制,2011,36(9):176-179.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
文史春秋(2022年4期)2022-06-16
数学大王·趣味逻辑(2021年3期)2021-03-10
装备制造技术(2020年11期)2021-01-26
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
中国房地产业(2019年5期)2019-01-31
汽车观察(2018年12期)2018-12-26
数学大世界(2018年1期)2018-04-12
制造技术与机床(2017年3期)2017-06-23
