一种高可靠物流控制系统的设计模式分析
2018-03-03 02:46:35曾学姚正亚
物流技术与应用 2018年2期
文/曾学 姚正亚
物流控制系统作为物流系统的重要组成部分,主要由PLC 及各种现场电气部件、传感器组成,向上连接物流信息系统和设备监控SCADA系统,申报货物分拣请求、接受货物分拣指令,发送设备状态信息并接受控制指令等;向下连接智能设备,实现对智能设备的控制、货物输送过程的检测、安全保护措施的提供、设备状态的采集等功能。因此,物流控制系统是否稳定、可靠,决定了整个物流系统的稳定性和可靠性。
一、系统构架
在高可靠物流控制系统中,采用一主一备PLC模式,网络结构根据连接设备特性,划分为Profinet、Profibus-DP、As-i等三个层次结构,如图1。
1.Profinet网络
Profinet是将Profibus协议捆绑到标准的TCP/IP协议上,通过网关实现以太网和现有Profibus之间路由的功能。Profinet最显著的优点是实时性高,实时周期高达到250us,适用于中高速运动物体的控制。在物流控制系统中,Profinet网络主要实现:
货物的合分流控制以及现场电源总线控制;
与单机系统通讯,例如堆垛机、安检机、LED显示屏等。

通过多种控制网络的配合使用,在满足大型物流中心控制需求的同时选用高可靠性的PLC和具有良好扩展性能的从站,将增强物流控制系统的可靠性和稳定性
2.Profibus-DP网络
Profibus-DP只使用OSI模型中的第1、2层和用户接口,第3-7层没有定义,直接数据链路映射、为用户接口提供第2层的访问服务。Profibus-DP主要用于现场级快速高效的数据交换。在物流控制系统中,Profinet网络主要实现货物的跟踪,如连接RFID控制器(RFID标签识读器)、条码扫描器等。
3.As-i网络
AS-i总线是一种主从结构的底层网络系统,主站和从站通过2芯电缆可以组成多种拓扑结构的双向数字通信系统。AS-i总线系统通过它主站中的网关可以和现场总线Profinet相连接,AS-i主站可以作为Profinet的一个节点服务器,在它下面又可以连接一批从站,有效满足了大规模物流中心的控制需求。AS-i适用于连接具有开关量特征的传感器和执行器系统。在物流控制系统中,As-i网络主要实现:
连接各类电机控制箱,如电机控制箱、变频器电机控制箱等;
连接各类控制站,如按钮控制站、钥匙开关控制站等。
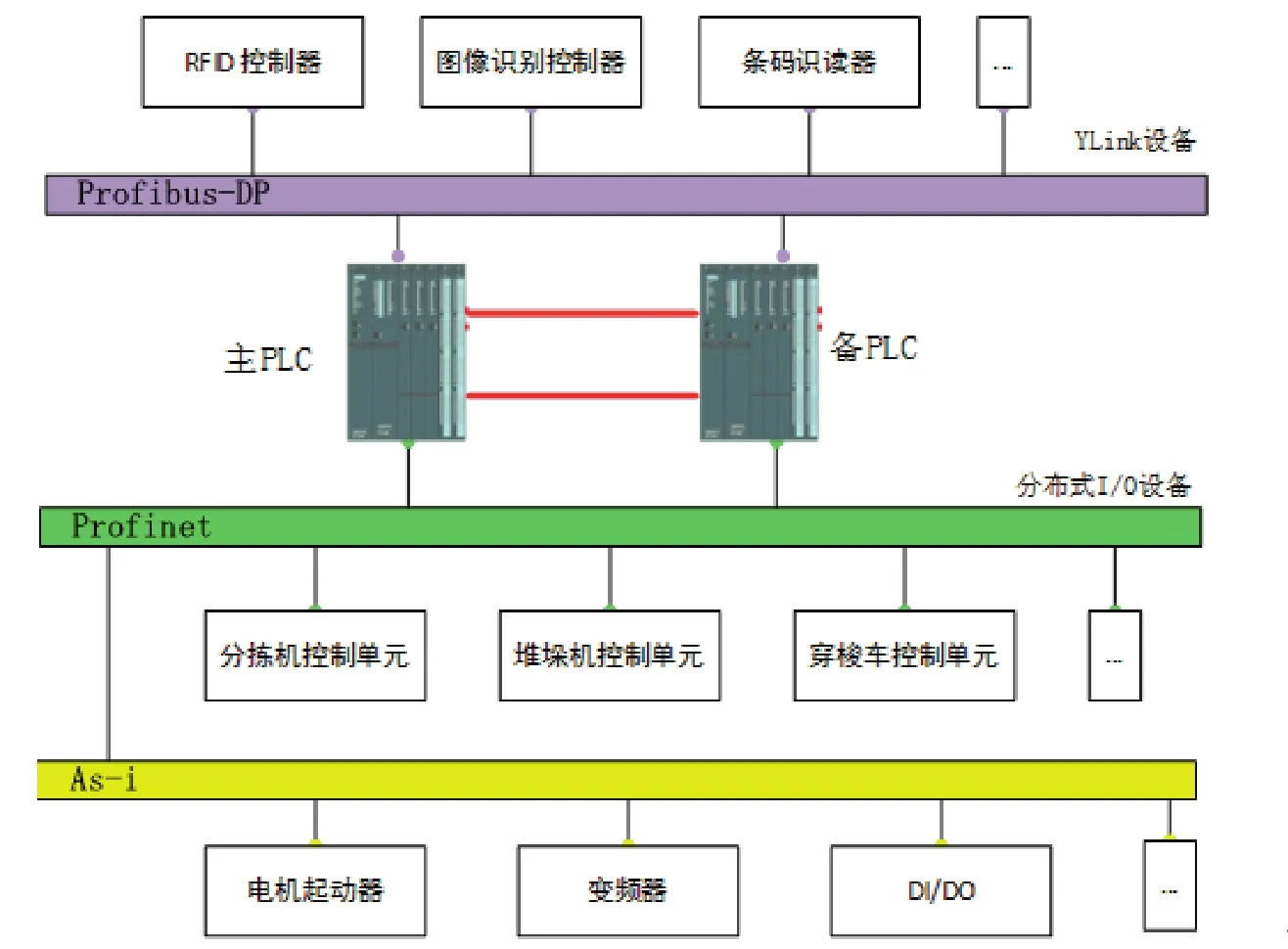
图1:物流控制系统拓扑图
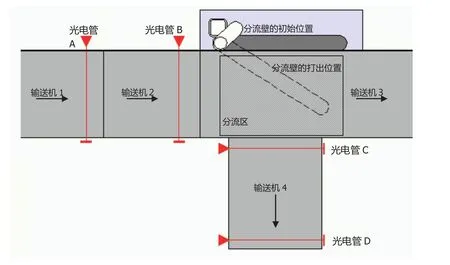
图2:水平分流器

图3:货物跟踪
二、器件的选型
1.PLC 系统
为满足系统容错、高可靠性的运用需求,选择基于SIMATIC S7-400H的冗余系统。该冗余系统具有良好的可靠性,即使控制器的某些部件由于一个或几个故障而失效,也不会影响物流控制系统的运行。
SIMATIC S7-400H 包含了两个分立的中央控制器UR1/UR2或一个分割为两 个区的中央控制器UR2-H,每个中央控制器有两个同步模板,使用光纤连接这两个控制器。该系统具有如下特点:
冗余的中央功能;
热备,在故障事件发生时自动地切换到备用单元。
2.RFID控制器
RFID标签读取系统选用西克产品,采用冗余设计,主要部件如控制器MSC800、CAN网络、电源等,采用双冗余设计。每个天线的数据及电源通过CAN网络并行连接,所有天线均连接至两个控制器从而保证任一天线出现故障时不影响其他天线的正常工作。
西克RFID标签读取系统内置分配算法,能够对通道内的多种物件进行处理。具有较高的处理率。同时该系统还具有如下特点:
能对静态标签进行检测和过滤;
易用,在SD卡内记录了所有组件的运行参数;
平均故障间隔时间大于10万个小时;
平均维修时间小于10分钟;
能进行远程诊断和维护。
3.I/O 系统
I/O 系统采用具有分布式I/O特性的西门子E T 2 0 0 M和西门子ET200SP。它们的等级均为IP20。ET200M使用S7-300 可编程序控制器的信号模块、功能模块和通讯模块进行扩展。由于模块的种类众多,ET200M 尤其适用于高密度且复杂的自动化任务,而且适宜与冗余系统一起使用。ET200SP具有体积小、使用灵活、支持热插拔、性能突出等特点。
三、控制逻辑与控制技术
1.“窗口预约”导入控制技术
物流控制系统中将货物注入到主输送机时采用的一个关键技术叫做窗口预约控制技术,提供了一个先进的货物组织方式,使得来自不同输送点的货物在主输送机上按照一定间隙进行输送。
窗口预约的实现是将主输送机划分成若干用于接收注入货物的视窗(window,也称作虚拟段),当货物到达导入输送点末端的光电开关时,控制系统将为此货物在输送机上申请保留一个窗口。通过PLC从主输送机的上游开始查找未分配的窗口,找到窗口后将其分配给此货物并跟踪这个窗口的运行,当这个窗口邻近主输送机时,此货物被注入至主输送机的视窗内。
主输送机皮带非驱动辊上安装星型轮,当皮带运行时,星型轮旋转,检测开关的检测轮片向PLC发出脉冲信号,由PLC对脉冲进行计数以实现对皮带运行的跟踪,实现主输送机上视窗的跟踪。
2.水平分流技术
物流控制系统中将货物从主输送机移出的技术叫做水平分流技术。此技术主要通过水平分流器(如图2)实现。
(1)水平分流器
水平分流器用于将货物分流到一个或者两个出口。分流器在与输送机垂直的分流臂上安装有皮带,分流器配有控制分流臂动作的电机,分流臂可以停在打出位置或者是初始位置。当分流器位于初始位置,分流臂皮带回缩到输送机侧板后方,货物直接通过;当货物需要分流时,分流臂转动,分流臂皮带将用比输送机更快的速度将货物快速转移到接收输送机。
(2)水平分流器操作
图2显示了一般水平分流器操作过程,货物通过输送机1,就进入分流区域。当货物到达输送机2的光电开关B时,PLC将根据跟踪货物的信息判断货物是继续直行还是需要打出分流。如果继续直行,当图中所示的分流区没有货物时,PLC将位于输送机2上的货物放行,输送机3上安装有接近开关用于货物跟踪,PLC可依据此判断货物是否已经离开分流区。如果需要分流,当图中所示的分流区和输送机4上没有货物时,PLC将位于输送机2上的货物打出分流。PLC判断输送机4上光电开关C是否遮挡,判断货物是否已经离开分流区。
在需要分流的情况下,若输送机4上已经有一件货物并且下一件货物到达光电开关B的位置,将导致上游输送机进入暂停模式,只有当输送机4上的货物被移除后,下一件需分流货物才能放行。
3.货物的跟踪技术
货物的跟踪是通过物流控制系统PLC内的软件程序实现的。该软件覆盖输送机段之间的安检区域、货物注入区域、货物分拣等区域,如图3。
软件实现采用一段连续的数据字进行货物跟踪,每个数据字对应50mm的输送机长度(输送机跟踪数据字DB的长度可以根据设备长度进行设置),根据货物进入输送机时的入口指针位置将货物的ID(条码)写入相应的字中,已经存在的指针值总是大于入口指针的值。
PLC接收来自星型轮的信号,入口指针在到达输送机长度前逐渐加大,到达输送机长度之后指针重新返回到输送机的起始位置。当指针指到输送机出口指针时货物ID信息将被清除,之后将装载到下一台输送机入口指针指向的字中。
可以这样理解,在PLC内存中有包含货物ID的一个流动表,可以记录与之对应的真实货物的移位或运动。若移位的误差(可调)处于可接受的范围,这些小的错误可以通过到达光电开关时对数据在表中的移动进行纠正。若移位的误差超过了可接受的范围,货物将被标识为剔除状态,目标地址变更,货物将被剔除。
四、结束语
通过多种控制网络的配合使用,在满足大型物流中心控制需求的同时选用高可靠性的PLC和具有良好扩展性能的从站,将增强物流控制系统的可靠性和稳定性;在此基础上,辅以合理准确的控制逻辑和控制技术,将确保物流系统的准确、可靠、不间断运行。
猜你喜欢
物流技术与应用(2022年5期)2022-06-17 06:02:36
传感器世界(2021年6期)2021-03-27 17:53:08
商品与质量(2020年33期)2020-11-07 02:19:42
制冷学报(2019年4期)2019-08-28 11:08:30
娃娃画报(2019年5期)2019-06-17 16:58:10
现代商贸工业(2018年31期)2018-12-08 11:17:54
电子测试(2017年11期)2017-12-15 08:56:50
广东第二课堂·小学(2017年9期)2017-09-28 14:51:06
国防制造技术(2016年2期)2016-03-12 17:34:26
电测与仪表(2015年5期)2015-04-09 11:30:42