
MTO装置新型催化剂试验研究
2018-03-03 07:38孙晓伟梁旭辉郝勇李经伟
洁净煤技术 2018年1期
孙晓伟梁旭辉郝 勇李经伟
(1.陕西延长中煤榆林能源化工有限公司,陕西靖边 718500;2.格雷斯催化剂(青岛)有限公司,山东青岛 266500)
0 引 言
乙烯、丙烯是化学工业的重要基础原料,乙烯工业也是衡量一个国家化学工业水平的标志。随着国民经济的发展,化学工业对乙烯、丙烯的需求快速增长。传统的烯烃生产路线主要是石脑油蒸汽裂解工艺,需要消耗大量石油,但我国石油资源相对匮乏,供需矛盾日益突出。随着我国科技工作者研发出甲醇制烯烃(MTO)工艺技术,并成功工业化,烯烃需求与石油供应的矛盾得到缓解。在工业上,甲醇以合成气为原料生产,而合成气可以通过煤炭、天然气以及生物质等为原料生产,极大拓宽了乙烯、丙烯的原料来源,实现了烯烃原料的多元化。我国煤炭资源相对丰富,通过MTO技术生产烯烃可以提高煤炭附加值,将传统煤化工的产业链延伸至石油化工领域。MTO技术工业化也降低了我国对进口原油的依赖,对国家能源安全也具有重要意义。中国科学院大连化学物理研究所[1-2],清华大学[3-4],神华集团[5]和中石化[6-7]等单位都对MTO工艺技术开展研发工作,中国科学院大连化学物理研究所的DMTO技术,神华集团的 SHMTO技术和中石化的SMTO技术均实现了商业化。这些MTO技术均以催化剂为核心,催化剂性能如双烯收率、乙烯/丙烯比和催化剂单耗对MTO装置的经济性有重要影响。选用性能更优的催化剂是优化MTO装置运行效果,提升装置经济性的重要手段。
本文通过实验室小试评价比较了GCQ-NF8和参比催化剂性能,在MTO工业装置上对GCQ-NF8催化剂进行应用,验证了实验室小试的评价结果。通过应用性能更优的催化剂可提高MTO装置的烯烃收率和乙烯/丙烯比,降低催化剂单耗。
1 GCQ-NF8催化剂性质
MTO工业技术采用流化床形式的反应再生(简称反再)系统,流化床对催化剂的堆密度、粒度分布均有一定要求[8-9]。此外,由于工业试验采用“逐步替换”(drop in)的方式,为保证催化剂切换过程中,装置运行和床层流化平稳,催化剂消耗稳定,新催化剂的物理性质,特别是硬度(磨损指数)应尽可能与原催化剂的平衡剂(参比剂)接近。
GCQ-NF8催化剂是以SAPO-34分子筛为基础的微球型催化剂,其与参比剂(选用待生平衡剂,测试前于650℃焙烧4 h)的物理性质见表1。由表1可知,GCQ-NF8与参比剂的磨损指数分别为0.44%和0.75%,抗磨性优于参比剂。从粒度分布看,2个催化剂均属于Geldart A类粒子,适用于流化床。GCQ-NF8粒度分布更集中在40~105 μm,粒度分布更窄,小颗粒催化剂跑损减少,避免了大颗粒催化剂在反再系统中停留时间过长等情况,保证催化剂床层不断更新。

表1 GCQ-NF8和参比剂的物理性质Table 1 Physical properties of GCQ-NF8 and reference catalyst
2 GCQ-NF8催化剂小试结果
MTO工业装置中对反应结果起决定性作用的是平衡剂[10]。新鲜催化剂经过不断反应、再生、汽提,性能逐渐达到“平衡”状态。MTO装置的原料是甲醇,其对金属离子、酸度、碱度等有较严格要求,MTO催化剂性能变化的主要原因是水热失活[10-11]。为真实反映实际生产应用效果,在小试评价中引入了蒸汽老化,以815℃、100%水蒸气对新鲜催化剂水热处理24 h。经过蒸汽老化后的催化剂称为“模拟平衡剂”。
小试评价采用固定流化床反应装置(图1),反应温度450℃,催化剂装填量10 g,原料甲醇质量分数80%,折纯甲醇空速3 h-1。GCQ-NF8模拟平衡剂和参比剂的小试评价结果见表2、3。
由表2、3可知,固定流化床装置评价结果反映了MTO催化剂的转化率和选择性随时间的变化规律[12-14],即随着反应时间的延长,催化剂的转化首先保持在很高的水平(>99%),到达某一反应时间,转化率快速降低;双烯(乙烯+丙烯)的选择性和收率呈现先升高后降低的趋势,双烯选择性和收率的最高点通常与转化率即将降低的点重合。
MTO工艺采用密相循环流化床,反应器和再生器属于全混流反应器,催化剂在反再两器内均存在停留时间分布,操作中无法将催化剂控制在收率最高点运行,床层的催化性能是不同停留时间的催化剂共同作用的结果,因此,在评估催化剂性能时需综合考虑不同反应时间催化剂的活性和选择性。由表2可知,在近90 min反应时间内,GCQ-NF8模拟平衡剂的乙烯选择性和双烯选择性高于参比剂,丙烯、碳四和碳五及以上组分的选择性低于参比剂。这说明GCQ-NF8催化剂可以促进乙烯的生成,同时抑制碳四、碳五等重组分的产生。根据小试结果的产品分布,GCQ-NF8模拟平衡剂的综合性能优于参比剂。


表2 GCQ-NF8模拟平衡剂的小试评价结果Table 2 Lab-scale testing results of GCQ-NF8 simulated equilibrium catalyst

表3 参比剂的小试评价结果Table 3 Lab-scale testing results of reference catalyst
合成方法不同,SAPO-34分子筛的微观结构和酸性等性质存在差异[9],造成了催化性能的差别。GCQ-NF8催化剂所用分子筛的XRD结果如图2所示。由图2可知,该分子筛为纯相SAPO-34,不含其他SAPO分子筛杂晶,可以有效抑制副反应的发生,提高主要产品(乙烯+丙烯)收率。
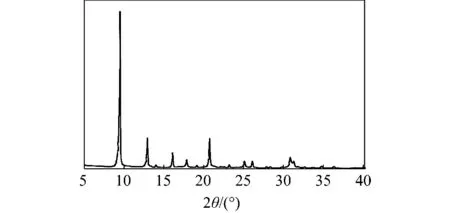
图2 GCQ-NF8所用SAPO-34分子筛的XRD谱图Fig.2 XRD patterns of SAPO-34 molecular sieve applied by GCQ-NF8
3 工业试验
3.1 工业试验方法
GCQ-NF8工业试验采用“逐步置换”的方式进行。MTO装置正常运行时,催化剂在循环流化和反再过程中会出现磨损、破碎,其中无法被反应器和再生器一级、二级旋风分离器回收的催化剂离开反再系统,形成正常的催化剂消耗。逐步置换即通过小型自动加料器向系统中添加GCQ-NF8催化剂,添加量等于催化剂消耗量,在维持反再系统藏量稳定的条件下,逐步提高新催化剂的置换率。
3.2 GCQ-NF8 置换率
随着GCQ-NF8加入,置换率逐渐升高。假设2种催化剂的磨损量与其在床层所占比例成正比,催化剂日添加量与消耗量相等,期间无卸剂操作,则催化剂的置换率可根据文献[15]计算。
GCQ-NF8和参比剂的某种金属元素含量差别较大。因此,可将这种金属元素作为“示踪元素”,通过分析平衡剂中该元素含量确定置换率。根据元素分析(ICP)和文献公式得到的GCQ-NF8置换率如图3所示。由图3可知,元素分析结果和公式计算结果有较好的对应关系,说明2种磨损指数类似的催化剂混合后,磨损量与催化剂在床层中所占比例成正比的假设成立,这也是GCQ-NF8置换率曲线的斜率逐渐趋缓的原因。
4 试验结果与讨论
4.1 双烯收率
工业试验期间,MTO装置负荷稳定在110%,反应温度480℃,反应压力0.11 MPa,再生温度680℃,再生压力0.11 MPa。随GCQ-NF8添加量和置换率提高,反再系统流化和装置运行保持平稳。
试验期间MTO装置的双烯收率如图4所示。

图3 GCQ-NF8置换率变化Fig.3 Turnover rate of GCQ-NF8

图4 工业试验期间MTO装置双烯收率变化Fig.4 Light olefin yield trend of MTO unit during industrial trial
由图4可知,随着GCQ-NF8添加,MTO装置的双烯收率逐渐升高,主要表现为乙烯收率升高,丙烯收率略降低。表明GCQ-NF8催化剂具有更高的乙烯选择性和双烯选择性,与小试评价结果一致。
4.2 产品分布
表4列出了2016年11月—2017年7月各主要产品收率。由表4可知,GCQ-NF8催化剂的置换率由14%增至77%时,MTO装置的双烯收率从31.54%提高至32.56%,双烯气相选择性从77.72%提高至79.78%,乙烯/丙烯比从0.960 提高至1.017,吨烯烃催化剂消耗从 1.09 kg降至0.80 kg。随着GCQ-NF8的添加,碳五及以上等重组分的生成受到抑制。MTO装置的焦炭呈现先升高后减小的趋势,最后降至1.92%。原因是GCQNF8新鲜剂的生焦率高于平衡剂。试验开始后,随着GCQ-NF8添加,置换率的提高和催化剂的老化同时发生。置换率小于70%时,置换率的提高是主要矛盾,造成生焦率提高;置换率大于70%后,催化剂的置换逐渐变慢,催化剂的老化过程上升为主要矛盾,生焦率逐渐降低。
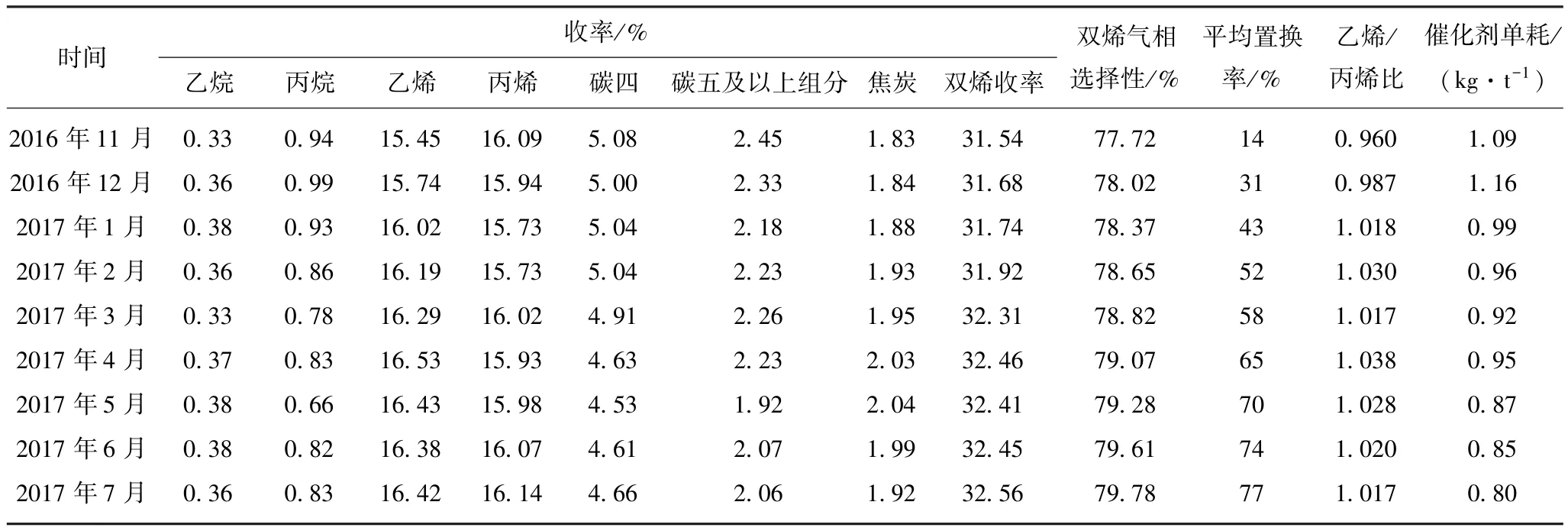
表4 工业试验期间主要产品收率统计结果Table 4 Yields of main products during industrial trial
5 结 论
1)GCQ-NF8催化剂的抗磨性能优于参比剂,其他物理性质与参比剂相近,满足MTO工业化装置的运行要求,可与参比剂平稳切换。
2)实验室小试结果表明,在固定流化床反应器中,随着反应时间的延长,MTO催化剂的选择性呈现先升高后降低的趋势,即存在一个最优值。
3)GCQ-NF8催化剂能促进低碳烯烃的生成,抑制碳五及以上重组分的产生,具有更高双烯收率和乙烯/丙烯比。MTO工业试验表明,与试验初期(置换率14%)相比,在装置负荷110%,置换率77%时,MTO装置的双烯收率提高1.02%,乙烯/丙烯比提高0.057,吨烯烃催化剂消耗降低0.29 kg。
[1]蔡光宇,孙承林,刘中民,等.一种由甲醇或二甲醚制取乙烯、丙烯等低碳烯烃方法:CN1065853C[P].2001-05-16.
[2]王华,刘中民,吕志辉,等.甲醇或二甲醚转化制丙烯的方法:CN101177373A[P].2008-05-14.
[3]王垚,魏飞,钱震,等.流化床催化裂解生产丙烯的方法及反应器:CN1962573A[P].2007-05-16.
[4]魏飞,高雷,罗国华,等.一种由甲醇或二甲醚生产低碳烯烃的工艺方法及其系统:CN1356299A[P].2001-12-14.
[5]文尧顺,闫国春,关丰忠,等.甲醇制烯烃装置及方法:CN107043317A[P].2017-08-15.
[6]姜瑞文.中国石化S-MTO技术开发与工业化应用[J].齐鲁石油化工,2013,41(3):176-179.
JIANG Ruiwen.Technological development and commercial application of S-MTO technology owned by Sinopec[J].Qilu Petrochemical Technology,2013,41(3):176-179.
[7]姜瑞文,王家纯,孙培志.600 kt/a甲醇进料制烯烃装置反应操作因素优化[J].炼油技术与工程,2014,44(7):7-10.
JIANG Ruiwen,WANG Jiachun,SUN Peizhi.Optimization of reacting factors a 600 000 TPY MTO plant[J].Petroleum Refinery Engineering,2014,44(7):7-10.
[8]TIAN P,WEI Y X,YE M,et al.Methanol to olefins(MTO):From fundamentals to commercialization[J].ACS Catalysis,2015,5(3):1922-1938.
[9]刘中民.甲醇制烯烃[M].北京:科学出版社,2015:172-173.
[10]田树勋,朱伟平,岳国.水热处理在MTO催化剂评价中的应用[J].神华科技,2011,9(2):72-76.
TIAN Shuxun,ZHU Weiping,YUE Guo.The hydrothermal treatment application in the development of MTO catalysts[J].Shen Hua Science and Technology,2011,9(2):72-76.
[11]刘中民,黄兴云,何长青,等.SAPO-34分子筛的热稳定性及水热稳定性[J].催化学报,1996,17(6):540-543.
LIU Zhongmin,HUANG Xingyun,HE Changqing,et al.Thermal and hydrothermal stability of SAPO-34 molecular sieve[J].Chinese Journal of Catalysis,1996,17(6):540-543.
[12]LIANG J,LI H,ZHAO S,et al.Characteristics and performance of SAPO-34 catalyst for methanol-to-olefin conversion[J].Applied Catalysis,1990,64(1/2):31-40.
[13]李俊汾,樊卫斌,董梅,等.SAPO-34分子筛的合成及甲醇制烯烃催化性能[J].高等学校化学学报,2011,32(3):765-771.
LI Junfen,FAN Weibin,DONG Mei,et al.Synthesis and MTO catalytic performance of SAPO-34[J].Chemical Journal of Chinese Universities,2011,32(3):765-771.
[14]邢爱华.固定流化床评价MTO工业试应用催化剂性能[J].现代化工,2015,35(3):131-134.
XING Aihua.Evaluation of catalytic performance for methanol to olefins industrial catalyst on fixed fluidized bed reactor[J].Modern Chemical Industry,2015,35(3):131-134.
[15]吴秀章.煤制低碳烯烃工艺与工程[M].北京:化学工业出版社,2014:338-339.
猜你喜欢
供水技术(2022年1期)2022-04-19
石油炼制与化工(2021年3期)2021-03-23
昆钢科技(2021年6期)2021-03-09
化工时刊(2020年11期)2020-01-12
中国特种设备安全(2019年9期)2019-12-03
四川环境(2019年6期)2019-03-04
环境与发展(2019年11期)2019-02-12
石油石化绿色低碳(2019年6期)2019-01-14
小学生优秀作文(高年级)(2017年4期)2017-03-22
山东工业技术(2016年15期)2016-12-01
