高档轿车外饰件水性涂装施工性研究
2018-03-02 08:12:25董鸣
中国设备工程 2018年4期
董鸣
(北京北汽模塑科技有限公司,北京 110606)
1 保险杠涂装生产工艺
高档轿车塑料外饰件使用改性PP料为基材,溶剂涂料的体系通常采用双组份底漆,色漆及双组份清漆,施工主要过程为:
上件➜前处理(脱脂清洁、除水、干燥、火焰处理、冷却)➜底漆喷涂➜固化(流平、烘烤、冷却)➜色漆喷涂(流平)➜清漆喷涂➜固化(流平、
烘烤、冷却)➜下件。
高档轿车成熟应用的水性涂料体系则通常采用双组份水性底漆,水性色漆及溶剂型双组份清漆,施工主要过程为:
上件➜前处理(脱脂清洁、除水、干燥、火焰处理、冷却)➜底漆喷涂➜固化(流
平、烘烤、冷却)➜色漆喷涂➜固化(流平、烘烤、冷却)➜清漆喷涂➜固化(流平、烘烤、冷却)➜下件。
以上两个过程,直观来看,水性色漆相比溶剂色漆,无法直接进行清漆的喷涂,需经过一个固化过程,这也是水性涂料的生产线初期投资高的主要原因。
1.1 涂料特性对比
事实上,由于涂料特性的差异,水性涂料与溶剂涂料在实际生产中控制特性存在较大差异,以下简单说明。
水性漆以纯水为主要媒介(通常>80%,实色漆>50%),溶剂型漆以甲苯为主要媒介。水相比甲苯具有低挥发速率、高表面张力、高导电性、腐蚀性以及易产生气泡的特点,相关技术参数对比如表1。
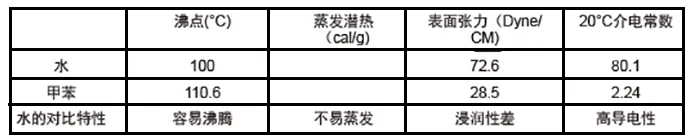
表1 涂料介质特性参数对比表
在施工过程中,漆膜含水量的控制非常关键,如控制不当,则在涂层表面形成气泡针孔或橘皮流挂等缺陷。含水量的控制,不仅影响外观,同时可影响漆膜之间以及漆膜对基材的附着力。
1.2 施工工艺对比
主要施工工艺差异对比如表2。
2 在溶剂体系涂装线上水性涂装体系施工性研究
通过上述典型工艺流程的对比可以看出,溶剂体系施工产线,与水性体系施工产线,主体一致,理论研究和笔者在沈阳名华模塑科技有限公司的生产实践证明,通过局部改造,溶剂体系产线具备水性涂装体系施工可行性,并能够满足高端客户的质量要求。
2.1 改造方案一:加法
此方案直接从两种涂料体系主体工艺流程推导而来,即在溶剂体系的基础上,增加色漆流平后道的烘烤、冷却三个工艺段。通常,在高空空间允许的情况下,自动涂装线的链条走向从色漆流平段引出,由升降机提升到喷房上层空间,通过烘箱段(通常采用U型,~15min,80℃),再下降到喷房平层,建设一段强冷区后,回流到清漆喷房入口处。在改造过程中,可以将新增部分隔离施工,独立调试成功后,在主生产线节假日停机时间并入调试;同时需保持新并入段随时断开,恢复生产的预案。
此方案为目前欧美标准的轿车塑料外饰件水性涂料施工流程,几乎所有高端客户认可的水性涂料体系,均可适配此产线。由于起步晚,市场应用少,在2012年之前,高端轿车塑料外饰件用的水性色漆几乎100%依赖进口,相对客户认可的溶剂涂料,价格达到3倍;自2012年以来,德国Woerwag涂料公司,首先在河北廊坊投资了水性涂料生产线,其主要生产原料来自国外,成本仍有一定幅度的降低;之后,其主要欧洲竞争对手,AKZO和BASF在国内都相继进行了水性涂料的生产。当前水性色漆价格仍显著高于溶剂涂料,随着涂料公司深度国产化和市场充分竞争,二者价格差异应会进一步降低。
采用此方案,通常应用于大批量水性涂装体系生产。由于当前技术,高压静电悬杯喷涂水性和溶剂型涂料施工不能共用,如采用涂料利用率高的悬杯技术,则需要从溶剂体系一次性切换到水性体系,考虑到高端客户的认可流程复杂性和严密性,需要与客户共同协定切换时间计划。
2.2 改造方案二:减法
此方案将底漆层取消,直接在塑料基材前处理后,在底漆喷房喷涂水性色漆,利用原溶剂体系的底漆烘烤和冷却环节,用于水性色漆的固化和冷却。由于溶剂底漆的干燥时间比水性色漆长,因此需适当降低烘烤温度,适配涂料供应商提供的涂料闪干时间温度曲线。这个方案的好处在于投资很少,风险低,可以在产线清洁维护阶段,逐步改造机器人及其他辅助设备,改造过程几乎完全不影响原产线的溶剂生产体系。改造后,可灵活切换水性体系和溶剂体系生产工艺,且同样满足高端客户的质量要求。尽管存在成本低、风险小、柔性高的优点,但是也存在显著的缺点。
一方面,由于在溶剂体系的底漆喷房,并行生产水性体系,因此底漆施工机器人需要适配两个体系。如前对比,水性和溶剂体系的静电悬杯放电模式不同,无法共用。可行的技术是,将底漆施工机器人改造为双头枪系统,两种体系自动切换。喷枪的涂料使用效率不足高压静电悬杯的一半,因而在生产过程中,涂料的应用效率不高,相应单件油漆耗量较高。但是由于取消了底漆涂装,总体成本得到平衡。
另一方面,无底漆水性漆涂装工艺,仅有少数涂料供应商在轿车塑料外饰件上,获得了高端客户认可,因此,涂料的可选范围较窄。比如在德国奔驰体系上,仅AKZO和Woerwag获得认可,虽然如此,此体系亦为成熟生产体系。如有更大的市场应用需求,各主要涂料供应商有能力提供服务,需要开发时间。
总体看,该改造方案,更适用于少量水性涂装体系产品的批量生产,尤其适用于较小的轿车外饰件,如门把手、防擦条、后视镜等;对于保险杠厂家,通常存在多个客户的生产状况,仅部分客户较少的产品要求水性涂料生产,这个减法方案则不失为一个非常实用的过渡性低成本方案。
3 结语
本文提供的在溶剂型产线上,改造水性涂装工艺,以及关键点的控制,是基于生产管理实践的经验总结。
[1]董鸣.基于油性涂装线生产线的汽车塑料外饰件水性漆两涂层涂装工艺[P].CN200810013154.9,2010-03-17.
[2]严仓锋.水性漆在汽车零部件涂装中的应用研究[J].现代涂料与涂装,2016,19(9):22-24.

猜你喜欢
ELLE世界时装之苑(2024年5期)2024-05-14 09:45:39
山东冶金(2022年4期)2022-09-14 08:58:06
上海涂料(2021年5期)2022-01-15 06:09:56
冶金设备(2020年2期)2020-12-28 00:15:34
大众文艺(2020年22期)2020-12-13 11:37:10
制造技术与机床(2019年12期)2020-01-06 03:17:42
电子制作(2019年20期)2019-12-04 03:52:00
E动时尚·科学工程技术(2019年20期)2019-09-10 01:32:55
山东冶金(2019年3期)2019-07-10 00:54:04
汽车与驾驶维修(维修版)(2019年12期)2019-03-10 09:29:20