
重型机床基础件再制造评价指标体系的建立及指标值求解方法*
2018-02-05 03:32:41潘尚峰孙江宏
制造技术与机床 2018年1期
卢 超 潘尚峰 孙江宏
(①中国舰船研究设计中心,湖北 武汉 430064; ②清华大学 北京 100084; ③北京信息科技大学,北京 100192)
重型机床再制造是对退役重型机床进行拆卸、清洗、基础件可再制造性评价、机床再制造方案设计与评价、基础件再制造修复等再制造流程,使再制造后的新机床功能和性能指标提升,赋予机床全新的生命周期。重型机床基础件质量大,占有资源较多,对其实施再制造符合循环经济的发展策略,具有重要的经济和社会意义。
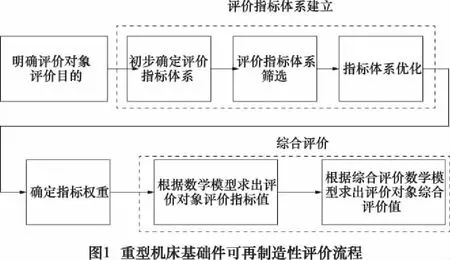
从技术、经济、资源和环境等方面,对基础件的再制造价值和必要性进行量化评估是重型机床再制造的前提。重型机床基础件可再制造性评价应采用综合评价,其流程如1所示。
在明确评价对象和评价目标后建立和优化评价指标体系,根据评价指标体系中不同评价指标的重要程度赋予相应的权重。利用评价指标值计算模型确定评价对象各个二级评价指标值,再和综合指标权重结合求解出评价对象的综合评价值,进而对基础件进行再制造优选与决策。
1 评价指标体系的建立
重型机床基础件的可再制造性受多种因素的影响,且不同影响因素的量化方法不同,因此需要建立全面的评价指标体系进行综合分析。重型机床基础件可再制造性评价指标体系的建立方法如图2所示。
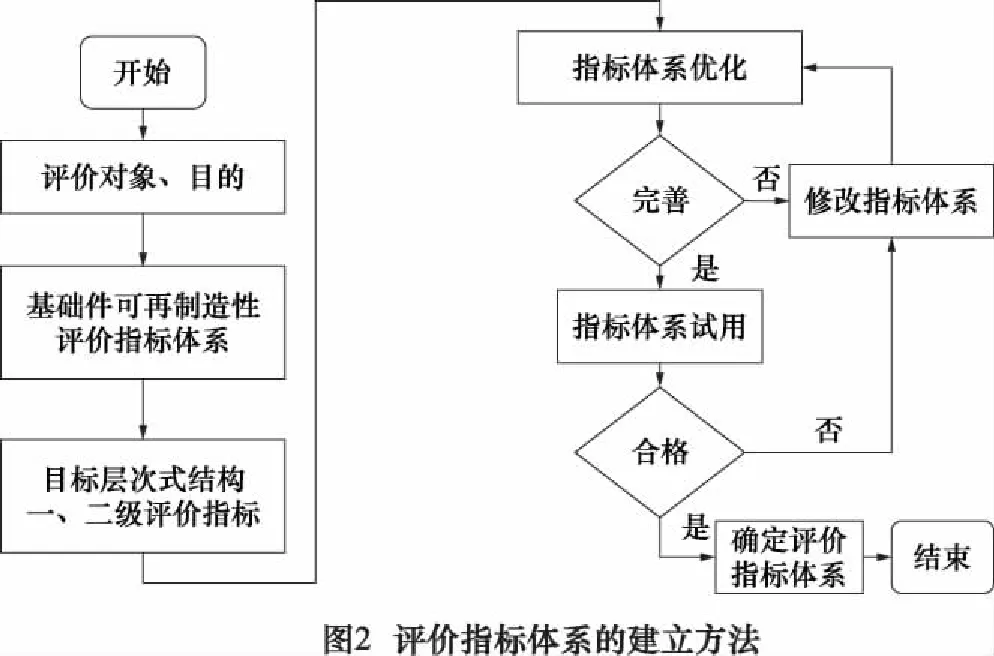
以评价对象为目标初步建立评价指标体系,采用目标层次方法建立目标层次结构的评价指标体系,再通过优化方法产生新的评价指标体系,对新的评价指标体系进行试用和不断改进。初步建立的评价指标体系包含两级,为层次结构评价指标体系。评价指标体系建立时应当全面综合考虑各个影响因素,以确保评价指标体系的完整性。在优化评价指标体系的过程中需要删除重复的评价指标,以保证评价指标间相互独立,使综合评价结果更加准确。
综合考虑机电产品再制造评价指标体系和重型机床再制造过程的影响因素,重型机床基础件可再制造性评价指标体系包括技术性、经济性、资源性、环境性和服役性5个一级评价指标和若干个二级评价指标,如图3所示。
技术可行性要求退役机床产品进行再制造加工在技术和工艺上可行,同时可以通过升级修复达到原产品的性能;经济可行性要求退役机床产品进行再制造加工所投入资金小于新品生产费用;资源可行性和环境可行性是指对退役机床产品进行再制造加工所消耗的资源和对环境的负面影响小于新机床生产过程对资源的消耗和对环境的负面影响;服役性要求再制造后机床产品具有一定时间的使用效能。
技术性评价指标包括:可拆卸性、可装配性、可清洗性、可测试性、可再加工性和再制造修复难易性二级评价指标。

经济性评价指标包括:再制造成本和再制造时间二级评价指标。
资源性评价指标包括:原材料消耗和能源消耗二级评价指标。
环境性评价指标包括:废水排放、废气排放、噪声释放和固体废弃物排放二级评价指标。
服役性评价指标包括:服役时间和服役性能二级评价指标。
2 评价指标值求解模型
重型机床基础件可再制造性评价模型包括评价指标体系建立、指标值求解、指标权重求解和综合评价值求解等内容。指标值求解利用模糊综合评价法和数学公式法。
2.1 模糊综合评价法
模糊综合评价法通过建立评语集和评语集向量来求解重型机床基础件可再制造性评价值。评语集是描述评价对象评价结果的模糊语言,评语集向量是评语集中模糊语言的量化数值。选定评价对象和评价指标,取各基础件二级评价指标对应的评语集为{很好,好,较好,一般,差},二级评价指标评语集向量为WE=(1,0.8,0.6,0.4,0.2)T。记录m名专家对评价对象的模糊评价结果,并统计评价对象在各个评价指标集上的频数。模糊评分表如表1所示。
统计评价对象在各个评价指标上的评语集频数得到矩阵A,aij表示评价对象在评价指标i上评语集j的频数。在统计得到频数矩阵A的基础上,计算表示评价对象在各评语集得分比例的隶属度矩阵B,bij计算公式为
(1)
式中:bij表示评价对象在评价指标i上评语集j的比重。
表1 模糊评分表
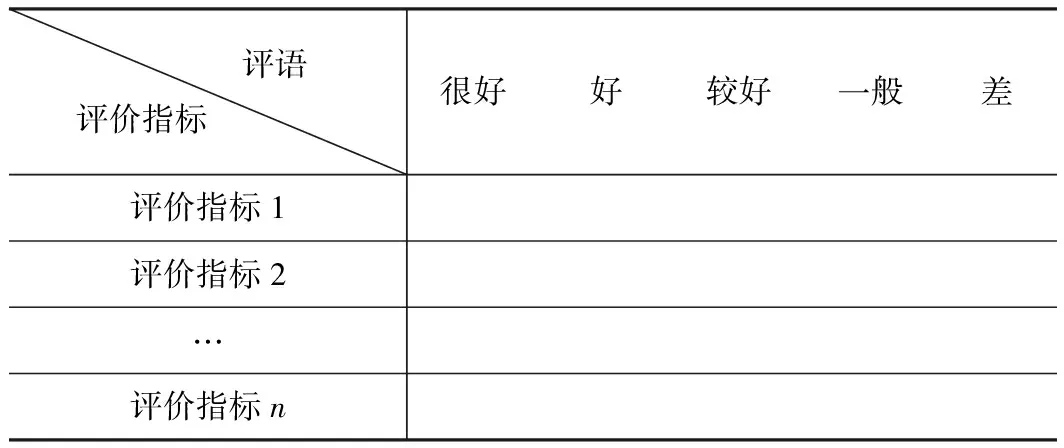
评语评价指标 很好好较好一般差评价指标1评价指标2…评价指标n
采用模糊综合评价法求出的二级评价指标值为BWE。在重型机床基础件可再制造性评价指标体系中,技术性和环境性评价指标模糊性较强,该两项评价指标值采用模糊综合评价法求解。
2.2 数学公式法
数学公式法是针对能够直接通过数学公式求出评价指标值的评价指标。经济性评价指标值、资源性评价指标值和服役时间评价指标值采用数学公式法直接求得。采用数学公式法计算各二级评价指标值的方法如下:
(1)再制造成本C1
(2)
式中:C1rem为基础件再制造成本;C1new为新基础件成本。
(2)再制造时间C2
(3)
式中:C2rem为基础件再制造花费时间;C2new为生产新基础件花费时间。
(3)原材料消耗R1
(4)
式中:R1rem为基础件再制造消耗原材料;R1new为生产新基础件消耗原材料。
(4)能源消耗R2
(5)
式中:R2rem为基础件再制造消耗能源,R2new为生产新基础件消耗能源。
(5)服役时间S1
S1=Li/(Li+Ldesign)
(6)
式中:基础件可用寿命为Li,求解可用寿命时设计寿命为Ldesign。
(6)服役性能S2
基础件在服役过程中受不定振幅载荷作用,主要发生疲劳破坏,基础件服役性能受疲劳损伤程度影响,基础件服役性能评价值为
S2=(Ki/Kmax+Li/Ldesign)/2
(7)
式中:Ki为设计寿命为Ldesign条件下基础件安全系数,Kmax为最大安全系数。
3 计算实例
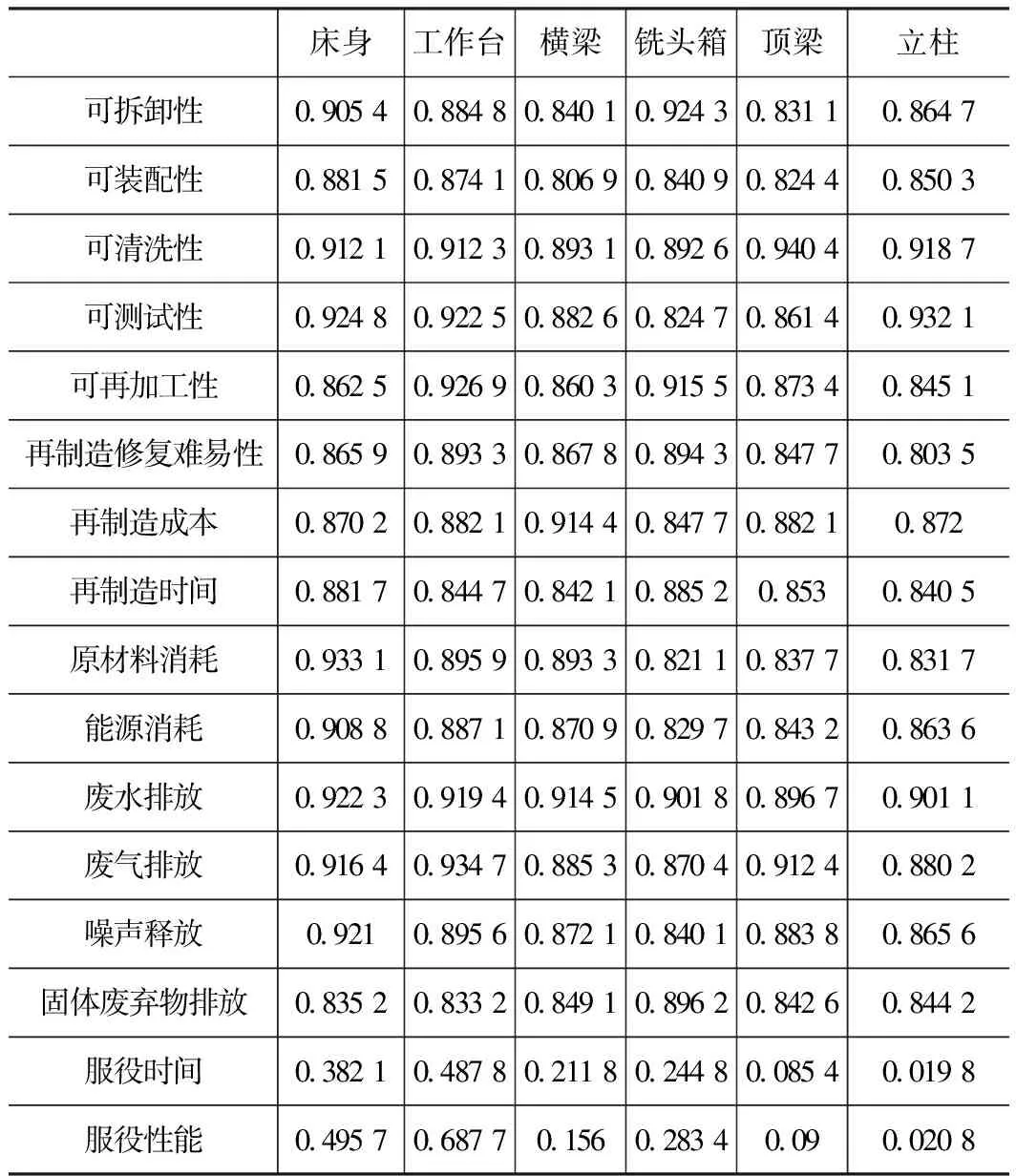
利用模糊综合分析法和数学公式法对INGERSOLL重型龙门铣床各基础件可再制造性评价指标值进行了计算,计算结果如表2所示。
表2 基础件可再制造性评价指标值
床身工作台横梁铣头箱顶梁立柱可拆卸性090540884808401092430831108647可装配性088150874108069084090824408503可清洗性091210912308931089260940409187可测试性092480922508826082470861409321可再加工性086250926908603091550873408451再制造修复难易性086590893308678089430847708035再制造成本08702088210914408477088210872再制造时间08817084470842108852085308405原材料消耗093310895908933082110837708317能源消耗090880887108709082970843208636废水排放092230919409145090180896709011废气排放091640934708853087040912408802噪声释放09210895608721084010883808656固体废弃物排放083520833208491089620842608442服役时间038210487802118024480085400198服役性能049570687701560283400900208
4 结语
重型机床基础件的可再制造性评价首先要建立评价指标体系,然后求解出各评价指标值,再结合指标权重值可以得到基础件可再制造性的综合评价值。本文光通讯的迅猛发展,市场对微V槽等无源光学元件的需求不断旺盛,同时对其加工精度的要求也日益提高。目前,提高机床加工精度的方法有两种,即误差防止法与误差补偿法[2-3]。误差防止是通过提高机床零部件的制造精度、优化机床系统的装配结构等措施来提高综合考虑了影响重型机床基础件可再制造性的诸因素,确定了基础件可再制造性评价指标体系,采用了模糊综合评价法和数学公式法计算各评价指标值。本文建立的基础件可再制造性评价指标体系及指标值求解方法,对重型机床及其它重型装备基础件的可再制造型综合评价具有参考价值。
[1]刘纯.废旧机床再制造综合测试与评价技术研究及应用[D].重庆:重庆大学, 2008.
[2] 苏为华.多指标综合评价理论与方法研究[D].厦门:厦门大学, 2000:19-21.
[3] 王晖, 陈丽,陈星,等.多指标综合评价方法及权重系数的选择[J].广东药学院学报, 2007, 23(5):583-589.
[4] 王明涛.多指标综合评价中权系数确定的一种综合分析方法[J].系统工程, 1999, 17(2):56-62.
猜你喜欢
数学学习与研究(2022年2期)2022-05-10 00:05:46
中国材料进展(2019年10期)2019-12-07 05:32:22
小学生导刊(2018年35期)2018-12-14 09:57:48
进出口经理人(2017年5期)2017-07-07 13:19:11
兵器装备工程学报(2017年4期)2017-04-28 01:12:36
读写算·素质教育论坛(2015年1期)2015-07-07 13:06:17
中学生英语·中考指导版(2015年6期)2015-05-22 17:26:32
小雪花·成长指南(2014年7期)2014-09-24 03:27:07
地方财政研究(2014年12期)2014-03-19 07:30:22
装备学院学报(2014年1期)2014-01-19 07:27:55
